I know there have been quite a few threads about this, but no one ever seemed to give a solid conclusion. What I want to know is the following:
Is the Razorweld 45 actually capable of a clean cut on 1/4" aluminum?
If the Razorweld isn’t, is there any air-plasma cutter that is?
What is the best case cut edge quality I can expect from a plasma cut edge on 1/4" aluminum?
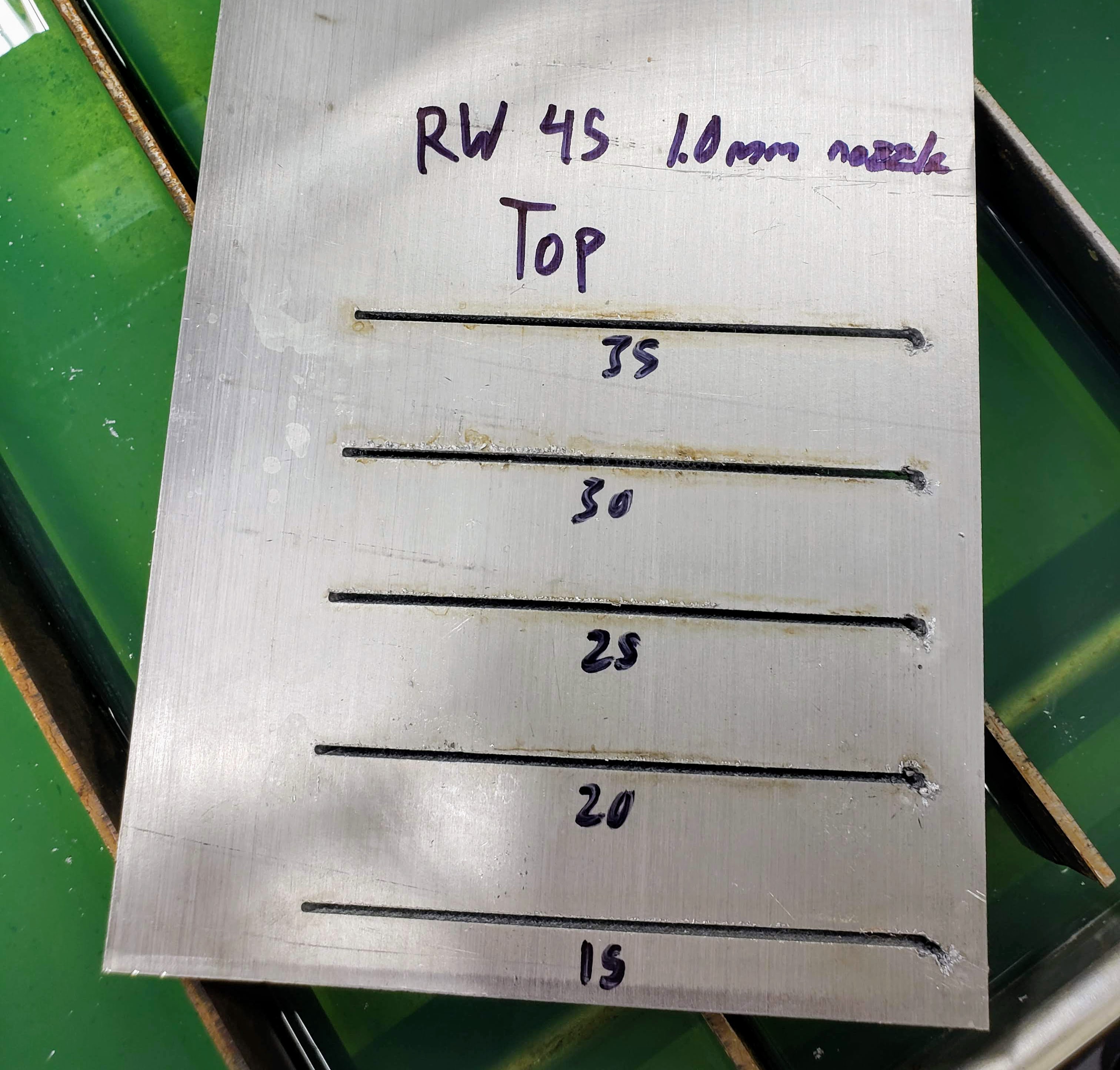
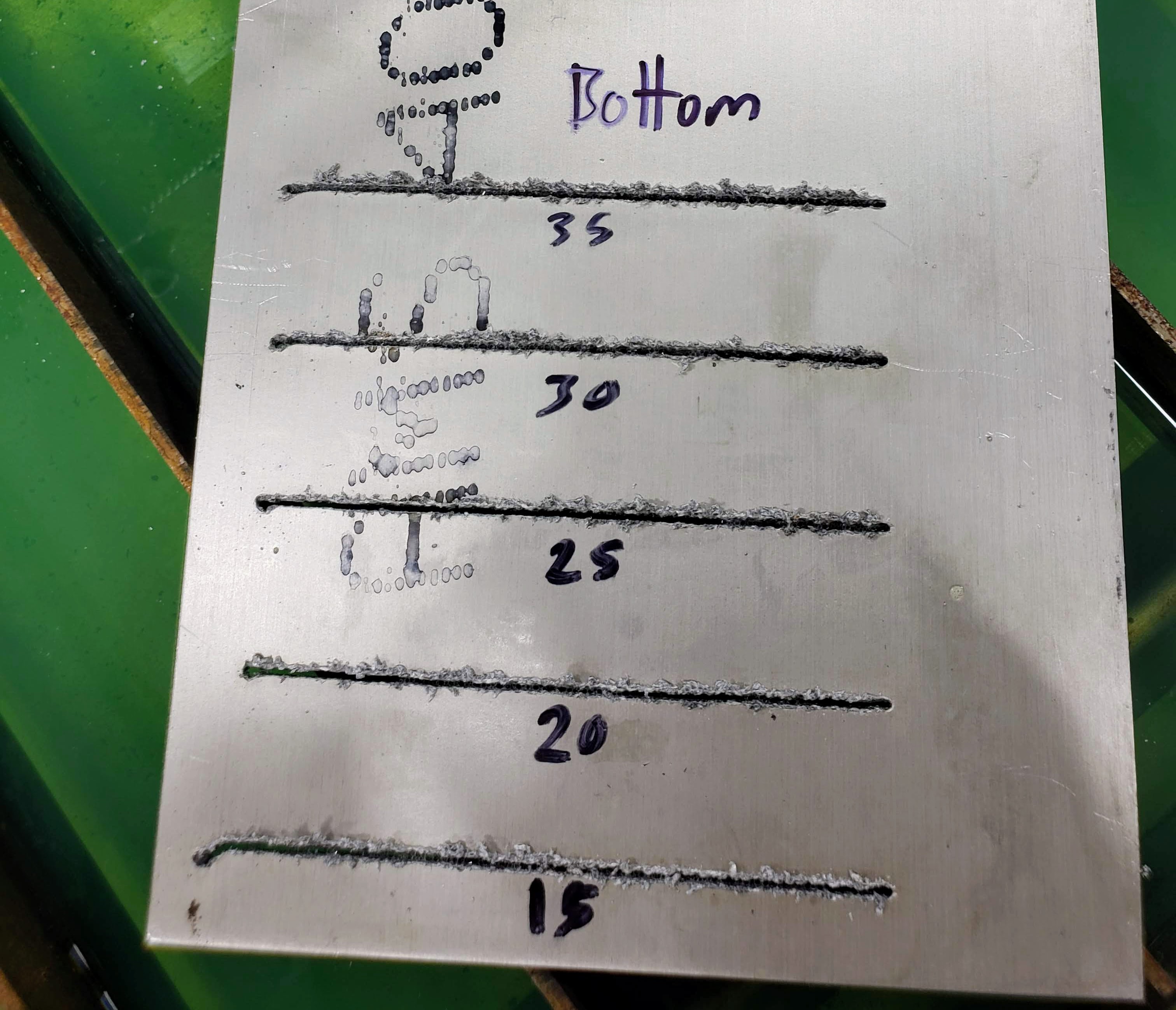
I just ran some line speed cutting tests using the Razroweld 45 at 45 amps with a 1.0mm nozzle from 15 ipm to 35 ipm and a 1-second piercing delay. We’re running an Ingersol Rand 120 gallon air compressor and refrigerated air dryer. From everything I’ve read here, I’m not sure if there is anything else I can do to improve the likelihood of success with this machine on aluminum. I was happy enough with the top and bottom dross conditions, but the quality of the edge was atrocious…
Here are a few pictures of the line speed cut test results. Any tips to improve this or are these really the best results I can expect from this machine on 1/4 aluminum?
The only tip for aluminum welding or cutting is go hot and fast, as fast as you can go, and no oxygen.
Your cuts look pretty good to me for air plasma. I have never seen super smooth cutting with air shielded plasma before, always is a bit rough and gritty looking. Its caused from the excess oxygen in the air plasma creating the tough protective oxide layer on the aluminum at random as the fresh aluminum is exposed by the plasma arc.
The only clean"er" cuts with aluminum and plasma use inert shield gas or inert shield gas in conjunction with submergence.
edit aluminum safety…
The guys at ESAB have a good bulletin, should not effect us as much due to our tables size. But some aluminum alloys are an explosion hazard.
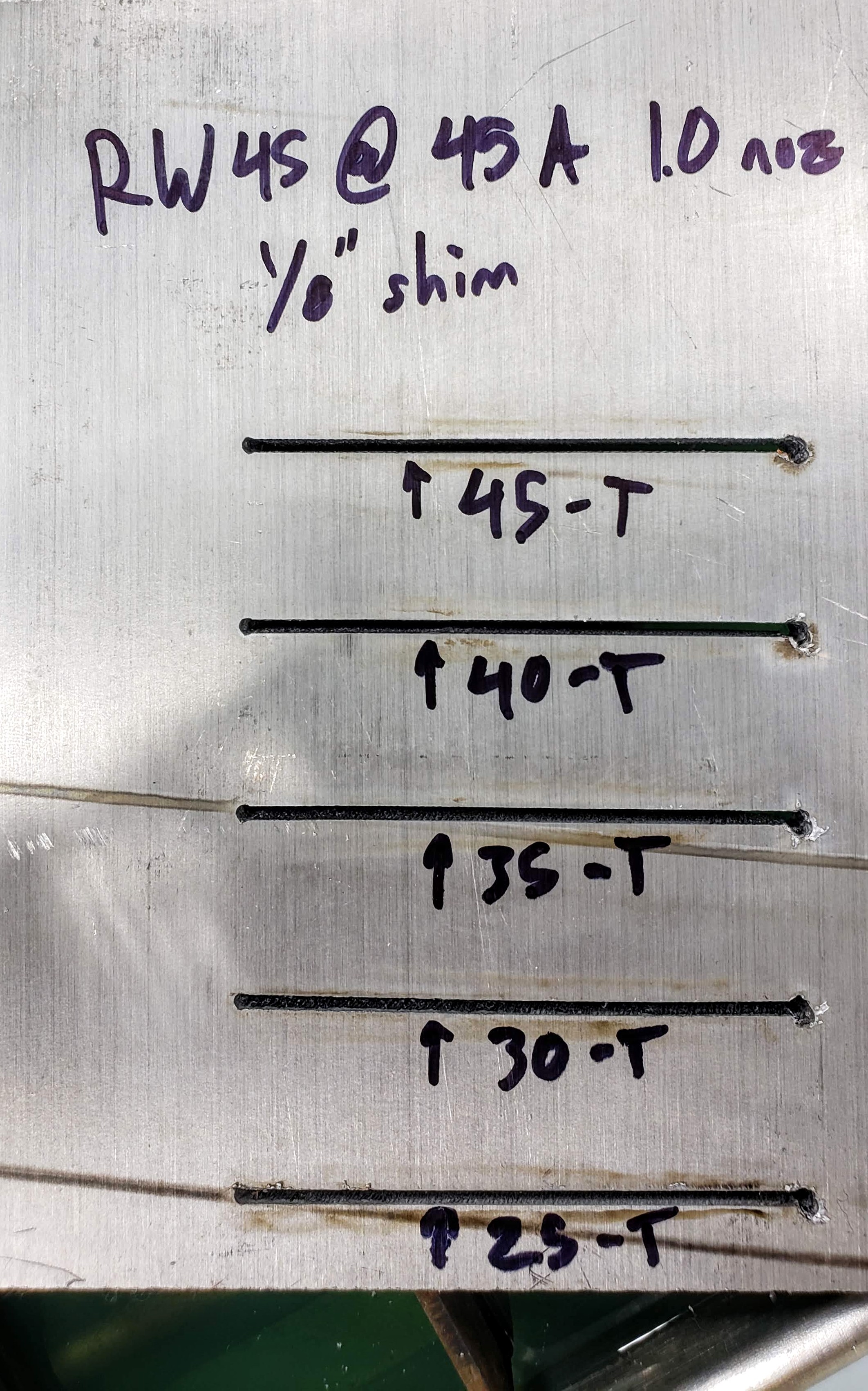
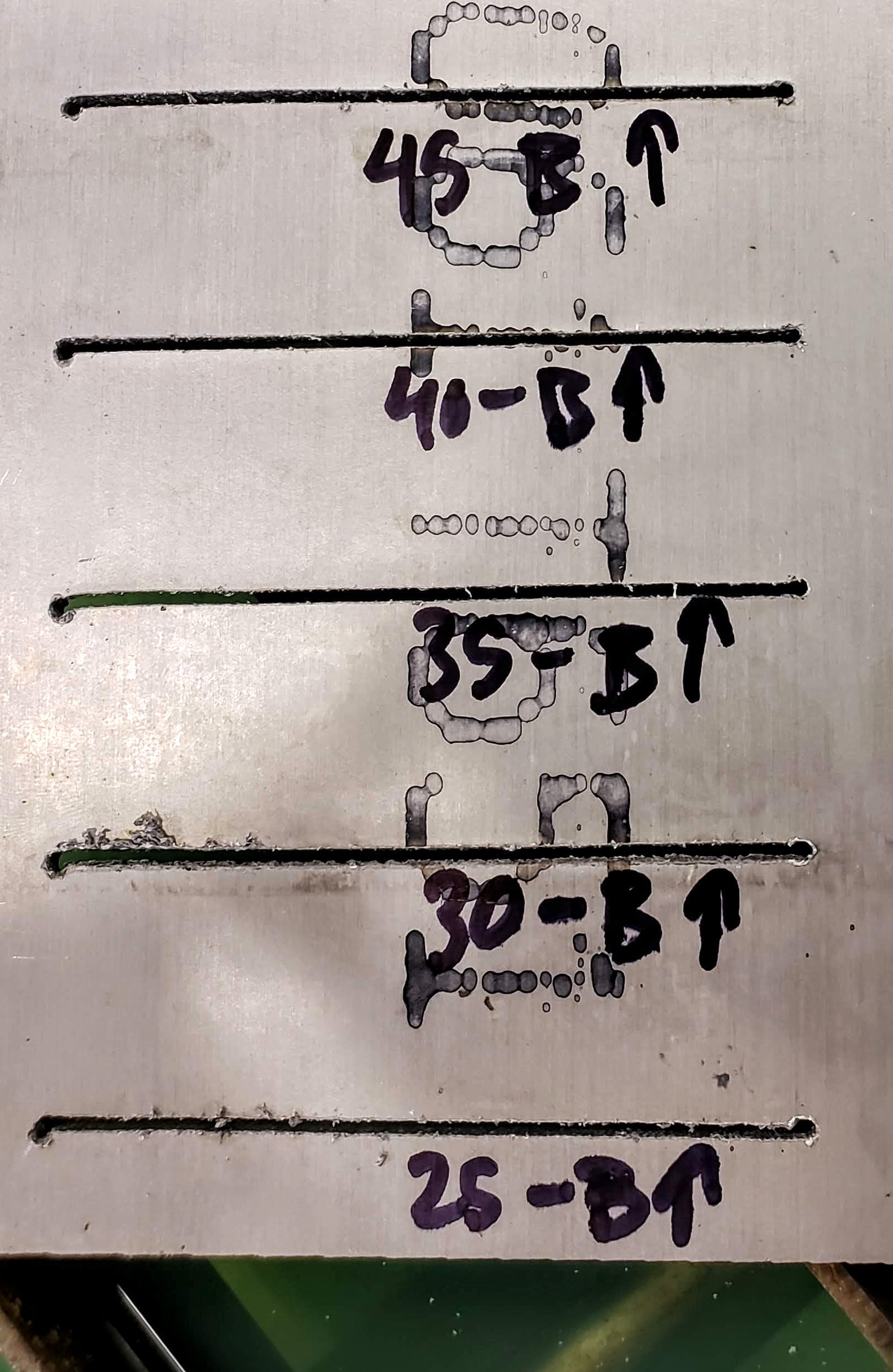
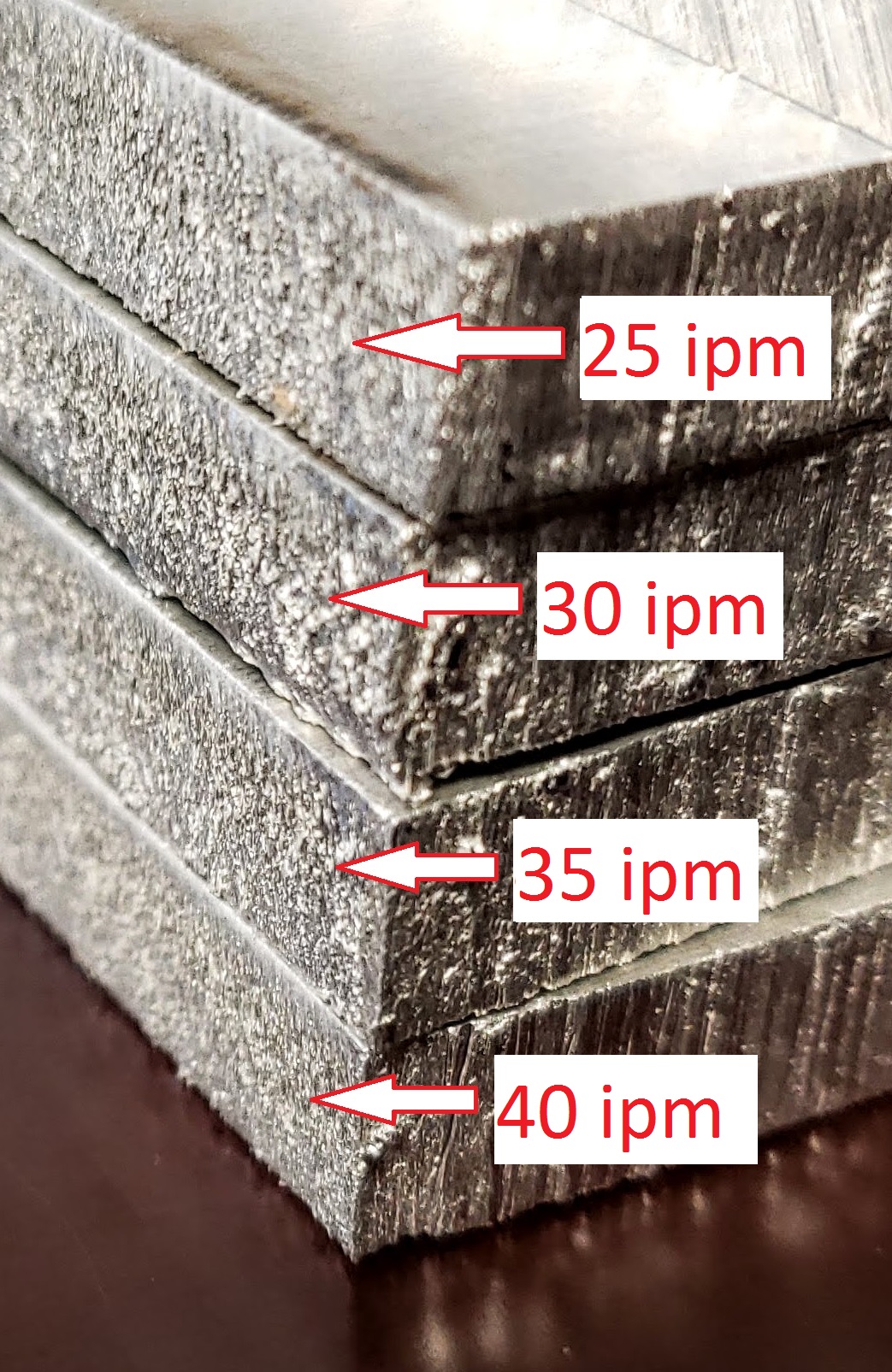
I went back and re-ran the test with the 1/8" torch spacing, and it made a huge difference. I also started the first line at a slightly higher speed and ramped up accordingly.
I think my best results are somewhere between 35 and 40 ipm. Practically no top or bottom dross at any speed. Definitely much more pleased now! If anyone has access to that cut settings Google Doc that I’ve seen floating around, please feel free to add that data.
Any feedback about the article from ESAB from above about not having water in the water table. I’ve only cut steel and was given a project to do with 3mm thick aluminum and that article has me worried now.
The science behind the topic is true. Raw Aluminum Lithium Alloys exposed to water creates Hydrogen Gas. The conditions in our circumstances are what’s unrealistic. Any gas created while cutting is consumed by the plasma arc. In order for an explosion hazard to form after the cut, you’d need a pocket of some sort directly above the water to collect and concentrate gases forming from the freshly cut pieces that fell into the water. A perfectly warped sheet of aluminium might work. And you’d need gas to collect for an extended period of time, then a re ignition.
A scenario might be you cut an aluminum sheet on the water table that somehow leaves a perfect cavity between the sheet and water to catch slowly generating hydrogen gas, leave it there and go to lunch for 2 hours, then come back and fire up the torch again igniting the concentrated gas.
Honestly, it’s far fetched. You won’t see a hydrogen explosion on a hobbyist table unless you almost purposely create the perfect conditions for it.
From that article, “The biggest danger occurs if a plate is left submerged on the table for an extended period of time.” This is probably the only thing relevant to our small scale cutting. If it really bothers you, make sure there’s at least an inch or two between the top of the water and the aluminum and after you’re done cutting fish out the pieces that drop into the water.
I’ll add that I cut 1/8" aluminum a few times on my water table and it was fine. I didn’t lower the water level and I removed the material from the table and water immediately after cutting.
For some reason I am not getting these results with the recommended settings. I kept having to restart the job. No spark detected and stated maybe piece delay was and issue, so going to adjust for that. Tripped the breaker once which might be because it’s a daul 30amp providing the power. I guess that should be dual 50’s for a 45amp unit. (Duh).
Not necessarily. The unit produces a constant current DC voltage but it’s input voltage is alternating current. So while the unit might be able to put out 45 amps DC that doesn’t directly relate how many amps of AC voltage the input would be.
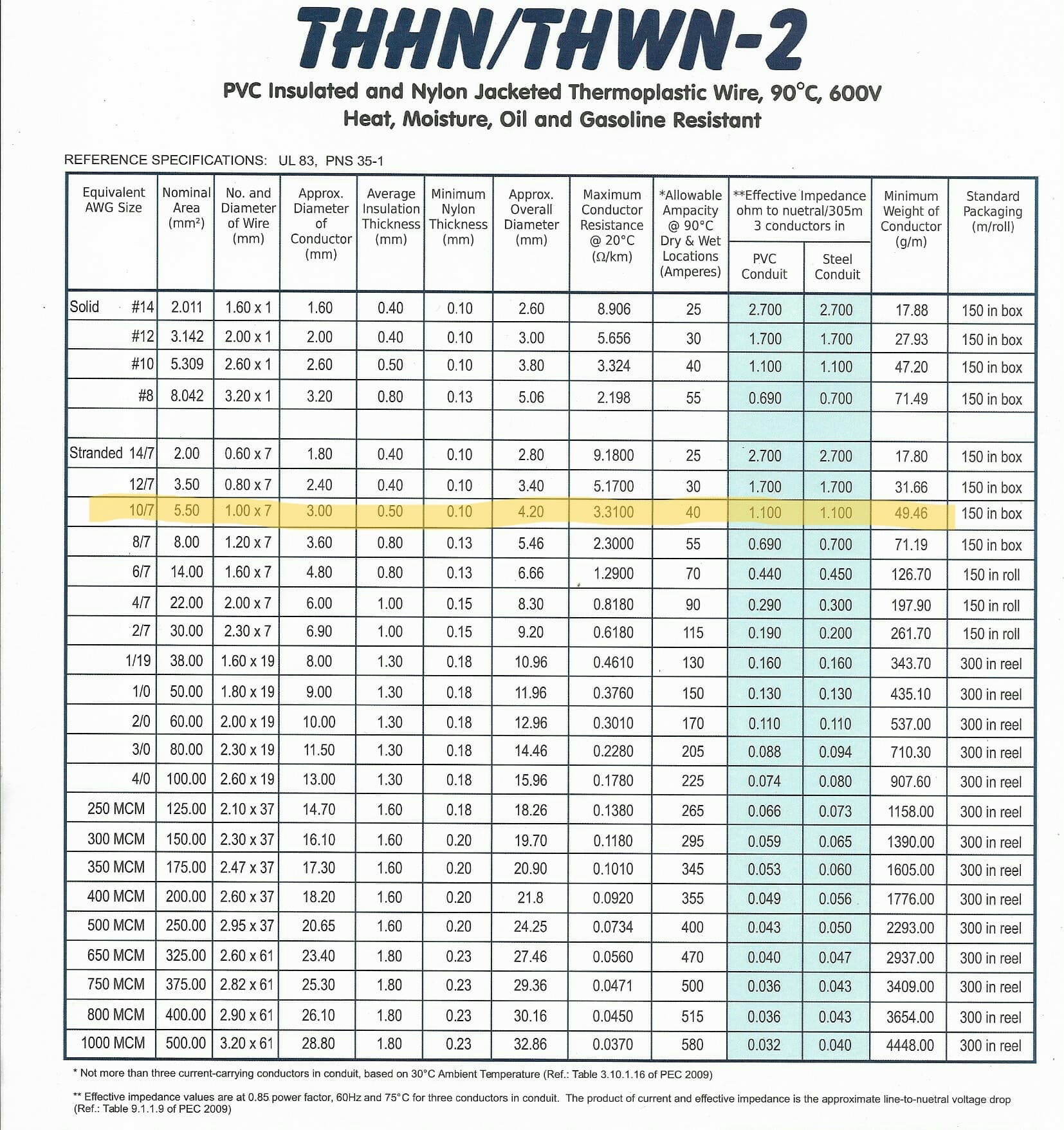
it’s not a long run at all maybe 35ft (socket to breaker), it’s a new breaker in the last 2 years with not much use. I ran 10g copper, but yeah for some reason it tirpped. I will keep an eye on it. Thanks for the reply and spec’s and suggestions
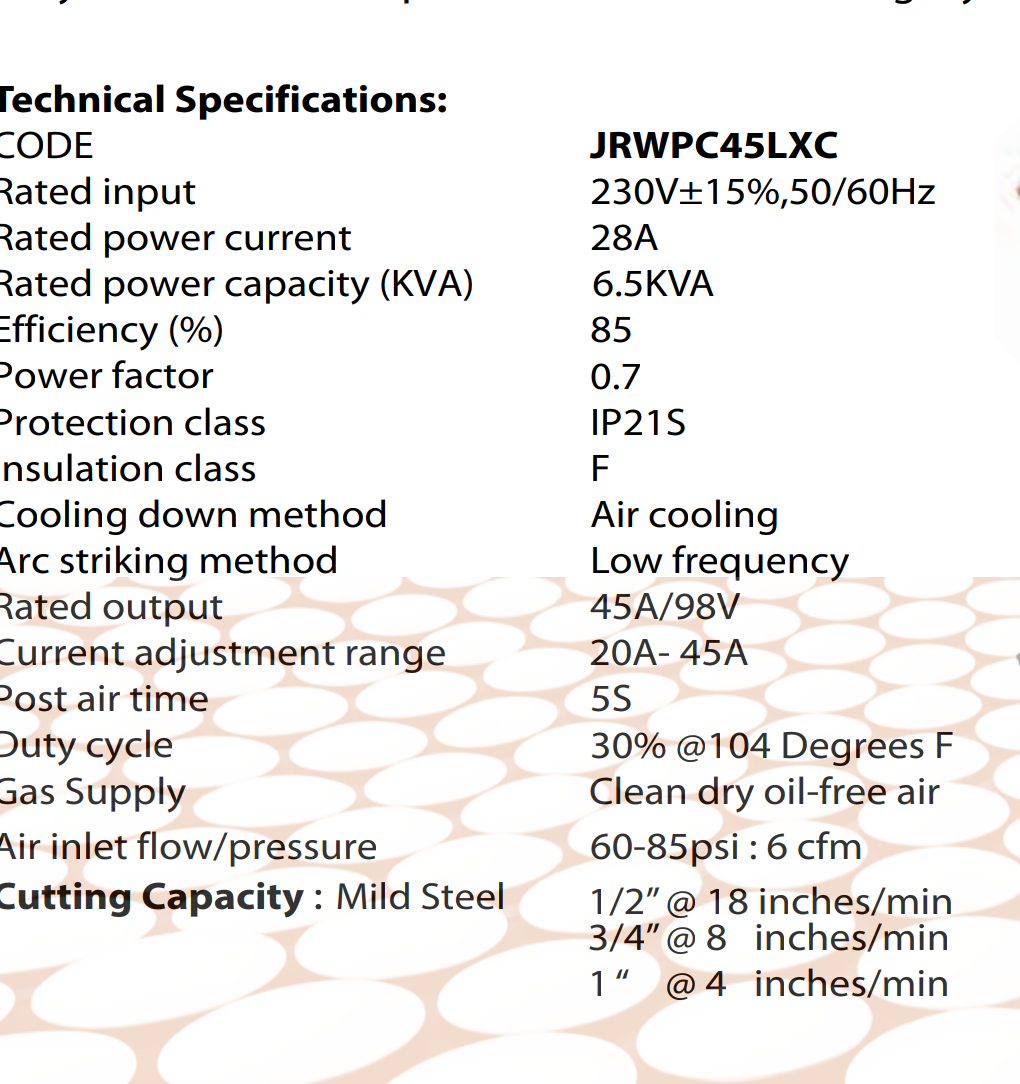
I can tell you from experience, the RW will trip a 30A breaker on a long duration cut @45A. I updated my outlet to 40A, no trips since. I don’t think their specs are entirely accurate, I measured 31A AC while it was cutting.
The wire has a load carrying capacity of 40 amps . Which is what that chart’s referring to.
I’m not sure what it’s like in the United States but in Canada for a 40 amp circuit you run number 8 copper wire.
Normally we only count wire as being able to carry 80% of their capacity in residential single phase applications.
This is done because if a circuit is used for a prolonged amount of time it will end up heating up. That additional 20% is your overhead for prolonged use in a hot environment.
I believe your chart is referring to 100% load carrying capacity which is not something you’d reference when running circuits in your residential house or shop.
Do a quick Google search on what size wire you use for a 40 amp breaker. I’m certain the overwhelming consensus will be #8.
Ideally the minimum breaker for the razor weld if you plan on running maxed out for any like the time should be a 35 amp breaker if available for your panel style.
28 ÷ .8 = 35
I ran a 50 amps circuit what the #6 to my PowerMax 85