Hey all,
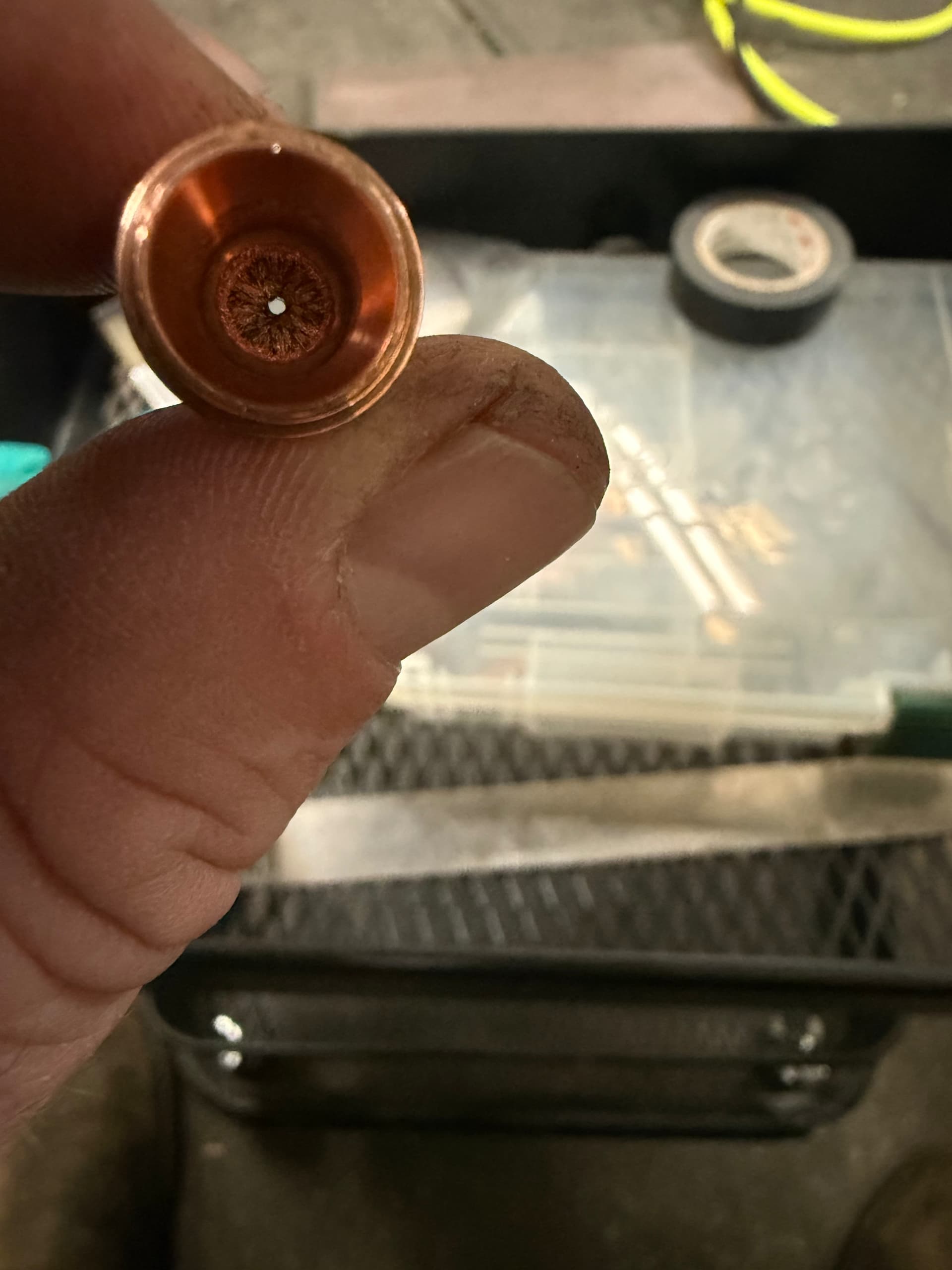
Got my machine setup and running, had my first misfire today (aside from filling water table too high make misfiring because too much water), my consumables were my only thought as the cuts were messy with top dross. I had 357 pierces and 26:38 run time on these - please school me on what you see.
1 Like
That’s a lot of moisture in your consumables (stemming from your air supply).
Odd that you had a misfire, but moisture does indeed mess with all things plasma.
1 Like
The problem is your air system, not the water table level. Until you get the moisture under control in your air lines, 350 pierces is out of the question.
2 Likes
An example of a set with over 1,000 pierces.
The nozzle looks similar to yours on the outside, but you’ll see where the electrode shows no swirl marks at all yet a significant amount of the hafnium is gone.
1 Like
In my experience too much water will cause more dross as the water bubbles up cooling the slag before it is not a problem. Water level about 1/4” from the top of the slats makes very little dross for me and nothing on the top.
Im late. Dry air dry air dry air. Do not worry about anything else until you dry your air. I cut decently for 2 years. All low volume. 2 or 3 parts per session. My machine generally cur fine. Up my volume a couple months ago everything fell apart. I now have a generic 2 stage moisture trap, a Derale 15300 transcooler (after the tank), and a “motor guard” filter right before the plasma cutter.