I recently purchased a used CrossFire Pro with THC along with a Hypertherm Powermax 45 XP with machine torch. I am a stained glass artist and all of this is new to me. I’ve had the unit up running for 3 days now. I am wanting to cut out thin metal overlays to put on top of stained glass scenery.
I am trying to cut 20 Gauge steel using fine consumables. I am using Sheet Cam. I have a test geometric intricate pattern that I am trying to cut. I could use some assistance dialing in the settings and rules as the piece has tight inside corners. I will include the DXF is anyone would like to play with it. If I can get this dialed in I can cut any shape in 20 gauge mild steel.
In SheetCam I import the DXF scaling as 1:3
My Hypertherm is set to 40 amps and has an air pressure at 66 psi.
My tool settings are as follows:
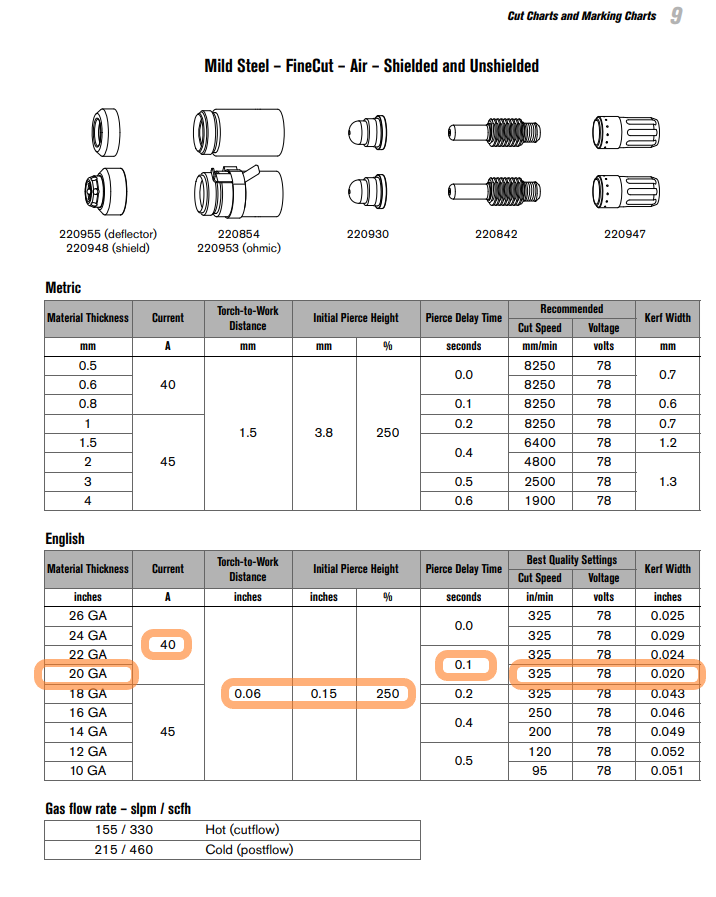
Current: 40 amp
Torch-to-work .06 "
Initial Pierce Height .15 in
Pierce Delay .1 sec
Cut Speed: I set to 300 as that is as fast as the machine can travel. Book states 325 ipm
Kerf Width is .020 in
Arc Lead in and Lead out set at .2 inches.
I am not sure what my plunge rate should be set at. I originally set it to 4ipm but I think it enlarged the pierce. I tried 100 ipm as someone suggested and it threw an error saying it could not read the voltage. Currently, I’ve set it 8 ipm. It is better but I can look at the piece and tell you where each pierce started. I have an arc lead in of .2in along with an arc lead out of .2 inches.
My 90 degree inside corners along with tight acute angle inside corners are enlarged slightly. Should some rules be applied?
I am getting a fine line of dross on the back of the piece.
There is a slight edge (Bevel) to the back of the piece leading me to believe that it is not cutting deep enough.
I tried to upload the DXF but because I’m a new user I can’t upload anything at this time. Please reach out to my email if you would like a crack at the file. DanialTaylor@gmail.com (Danial with 2 A’s)
first of all fine cut consuambles are usually not rated at 40 amps…you will blow out the tip.
here is a chart for tip size and amps…
20 gauge I cut at 25amps and around 150 ipm…
plunge rate needs to be around 100 for this metal
pierce delay should be ok…
dross on the back indicates to slow or high amps…in this case your amps are way to high…
the high amps will also explain your rounded inside corners
one thing is this is really thin metal to cut with a plasma if you are looking at super fine details…this sounds like a laser project…but it can be done…
some other things to check…
have you actuall measured the torch height with a test cut…even though you program o.o6 it may not be that…you need to pause a cut and measure with feeler gauges to see if you are o.o6 above the part…
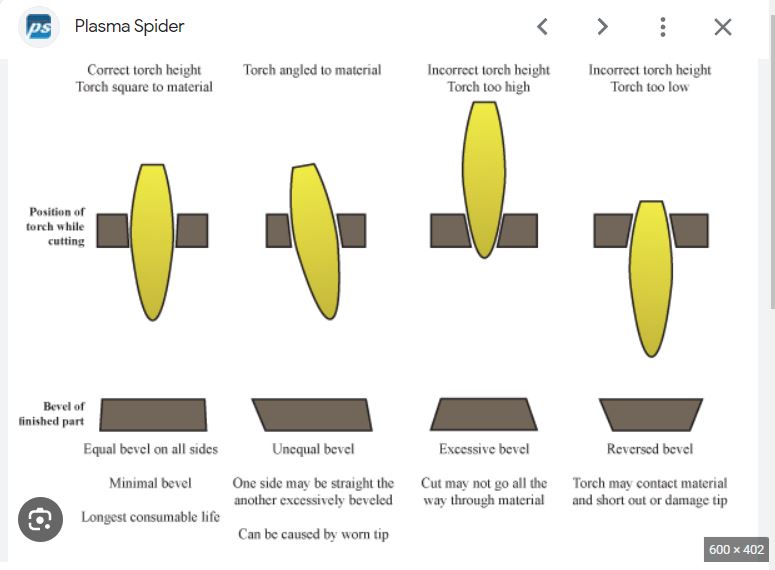
here is a picture to explain some cut issues
My air delivery system is a 60 gal Speedaire compressor. It is going through a Speedair regulator/separator. It then goes through a Hankison SPX Flow 15. (Marketplace find but it may not be working properly. They had the output and input inverted. My air is still seems wet. Should the output fitting be cold?) From there it goes to a Harbor Freight cheap filter and desiccant dryer then to the plasma. My desiccant is already turning pink.
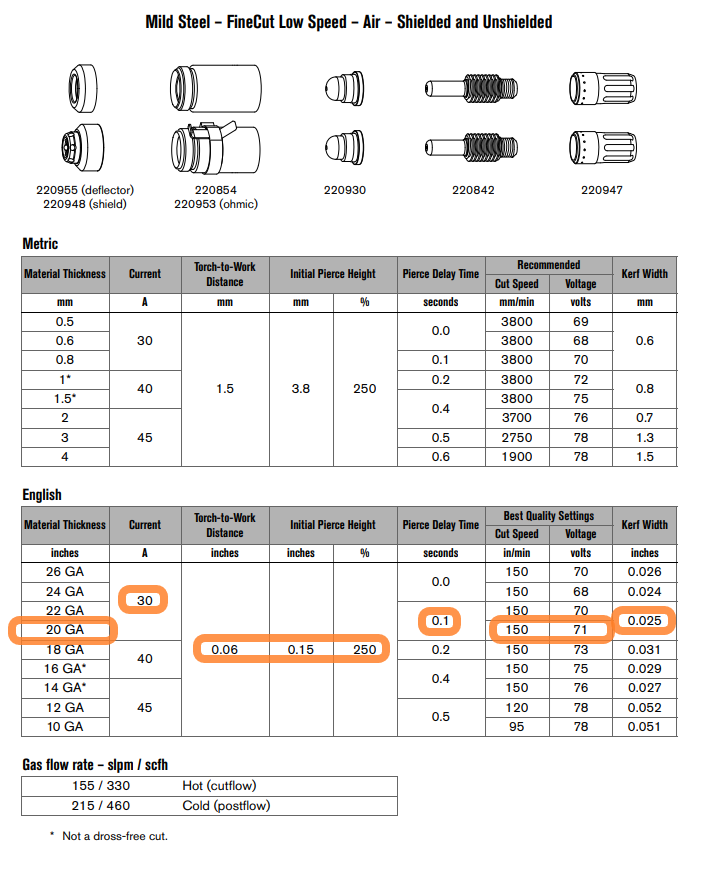
I did not see the FineCut Low speed settings that were on the next page and I have switched to them per TinWhisper’s advice. I did speed up the cut speed to 180. I did try lowering the Amperage to 25 but it misfired.
Plunge speed gets an error is if I set it between 25 and 100 saying the THC did not have time to read a voltage or something like that. I currently have it set to 10.
I lowered the torch to work distance to .05. And I also supported the the sheet overhang as each time the tip touched the sheet it sprang back up some. I will buy a feeler gauge tomorrow.
Thanks
Dan
I am only getting a thin line of dross on the back which I can handle. The cutouts are much cleaner than before.
I did buy the FineCut consumables from Amazon (Made in china) Not sure if that is an issue or not.
The error is because your pierce delay is too short. You can’t use the delays listed in the Hypertherm chart with Langmuir tables. They are calculated using the “OK to move signal”, which the Langmuir tables don’t use. Langmuir uses the command to fire the torch and there is a delay from the time the command is given until the time the torch actually fires.
You are artificially extending the pierce delay by slowing down the plunge rate.
Never use the cheap Chinese copy Hypertherm consumables. Its not saving you a penny and can only cause cutting trouble. Why would buy one of the best plasma cutters then buy cheap consumables???
I tried the cheap Amazon nozzles on fine cut on Hypertherm 45XP and they only lasted less than 90 seconds and I was using 30 amps.
If you are saying you are having a “back bevel”, do you mean that it is beveling under your piece? Because that will happen if the nozzle is wearing. The aperture widens and the plasma stream sprays in a funnel shape rather than a tight stream. That will also make it appear that it is having difficulty cutting the metal.
I bought the Amazon consumables as I don’t know what I am doing, day 4 of cutting. But so far they have been fine. I did change a set out as I started the cut in an opening and the torch came down on the slat.
I decreaced my cut Height from .06 to .05 and its cutting a lot cleaner.
Here are my settings that I am happy with the results with.
30 amp 65 lbs of air.
Feed 180 ipm
Pierce Delay .1 sec
Pierce Height .15 in
Plunge Rate 10 ipm
Cut Height .05
But as a Hypertherm 45XP owner, I am surprised that you are getting the proper response with the 0.1 second pierce delay. Perhaps you have fallen into a dream hole where the plunge rate is very slow and you pierce delay is slow so they complement one another.
If my math is correct (and that is a big “if”) it takes a little over .6 seconds for the torch to lower from .15" to .05" at 10 IPM. X/Y movement won’t start until that command to lower to cut height is complete, so he has an effective pierce delay of .7 seconds.