That looks like a consumables issue. I tried some cheap ones for giggles. Where are you getting them.
How are you drying your air.
That looks like a consumables issue. I tried some cheap ones for giggles. Where are you getting them.
How are you drying your air.
try a .8 second delay
The is maybe not transferring over to the material fast enough?
And you do put your material clamp (ground clamp )on the material
Consumables looked great but replaced them this afternoon anyways.
Air is treated by:
Aftercooler
Water Separator
Desiccant air dryer
MotorGuard M60
Got ya. What brand I tried some aftermarket for giggles they honestly worth more in scrap metal.
I don’t see air being your issue.
I use Hobart consumables and I never had any issues.
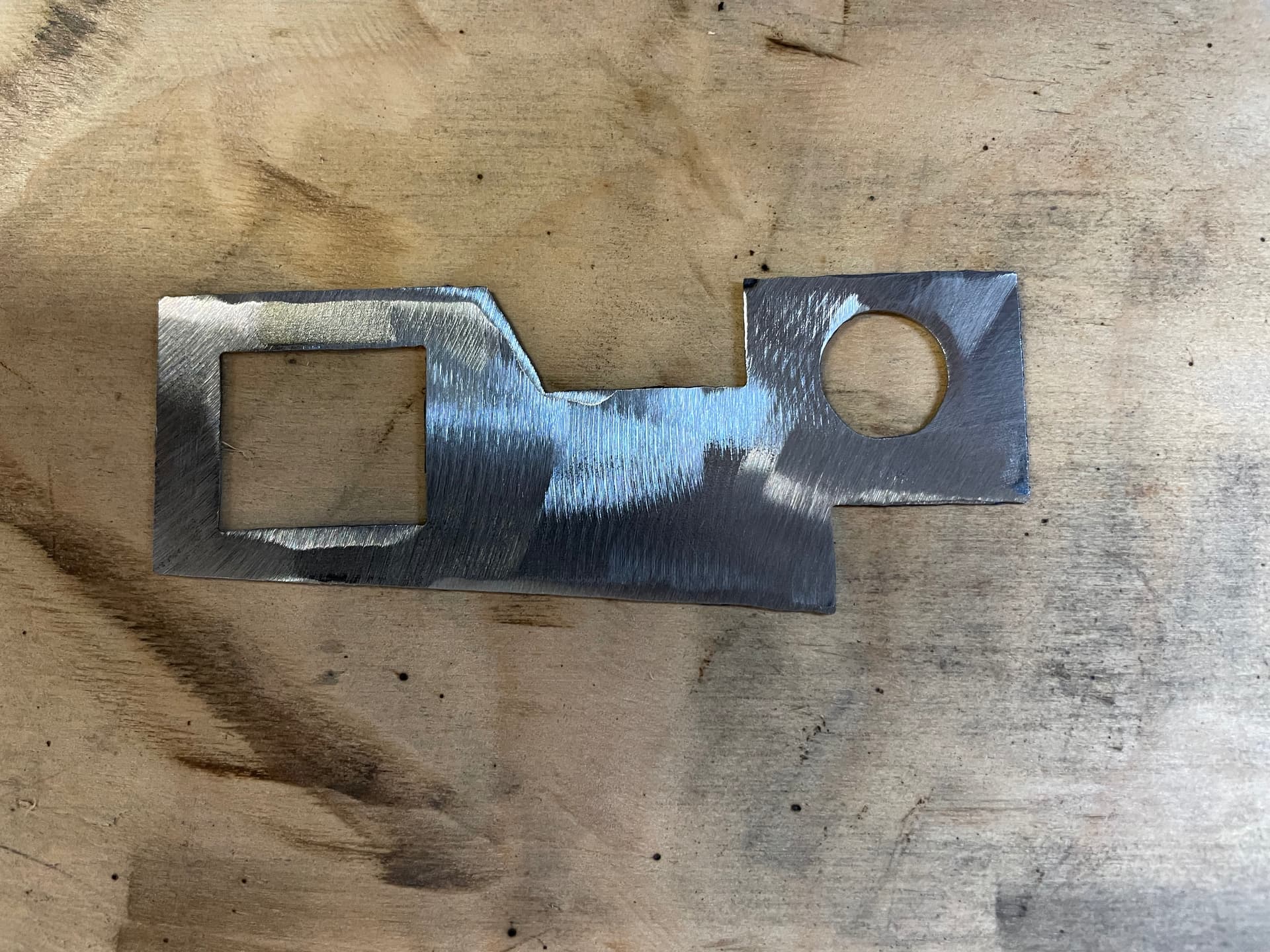
Thank you!, that did the trick for the incomplete cut but I still have dross that requires grinding to remove. How much dross is considered acceptable on 22ga mild steel.
Pic’s are front & back before and after clean up.
youre welcome
i would try a few different ipms.
I think there maybe a issue with the torch but try different ipms first.
with parts like that there should be almost zero dross.
I’ll definitely try that. Thinking maybe I’ll speed it up a bit to start.
Thanks again.
Cut it at least 200IPM
I was at 250 but will try faster in an attempt to decrease dross.
So after a couple dozen test cuts, it looks like 625 IPM at 24 amps/ 70psi is the sweet spot setting. Zero dross on the front and minimal on the back that is easily removed with a flap disc.
Thanks again.
How fast?
It’s great to hear that you have parameters that are working for your setup.
Make sure you post some pictures of your final product.
Instead of a flap disc, use a wire wheel on an angle grinder. Not a cup wheel, just a straight out twisted wire wheel.
I’ll try that, thanks.