Hey everyone,
I’ve got a friend in his 80s who’s eager to dive into CNC machining with his Crossfire Pro, but he’s a bit lost with all the technicalities. I am not going to be using the machine, but I took on the task of getting up to speed so that I can help him understand and get him going on a few projects.
Hardware Questions: Know Your Machine
- Identifying the Model:
- How can I determine the exact model of the Crossfire Pro I’m dealing with? Is there more to it than just the name?
- Understanding the Setup:
- How do I figure out what head is installed on the machine?
- Finding Head Information:
- How can I accurately determine the specifications of the head being used?
- Height Cutting Capability:
- Does the Crossfire Pro support height cutting (Z-axis), or is it limited to XY movement?
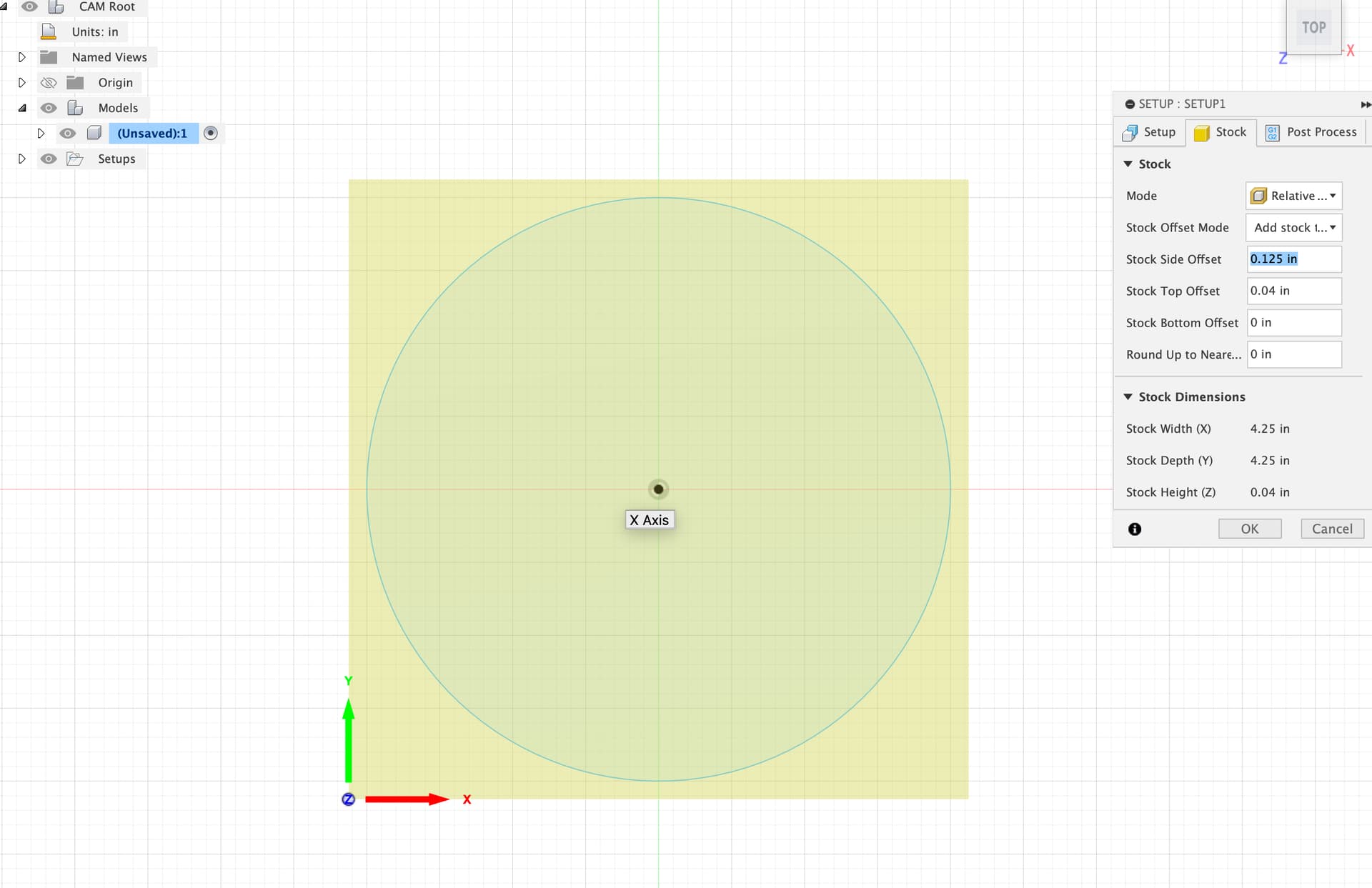
- We are probably interested in cutting only sheets of metal in 2d, but the height of the metal matters I would imagine.
Software Setup Confusion: Tackling Fusion and Fire Control
- Fusion 360 vs SheetCam vs. Fire Control:
- What’s the distinction between Fusion 360 and SheetCam concerning the Crossfire Pro?
- File Types Overview:
- What are all the file types relevant to CNC, like G-code, Tap files, and DFX? I need a quick grasp of their purposes.
- Tool vs. Machine Setup: Most important question most likely
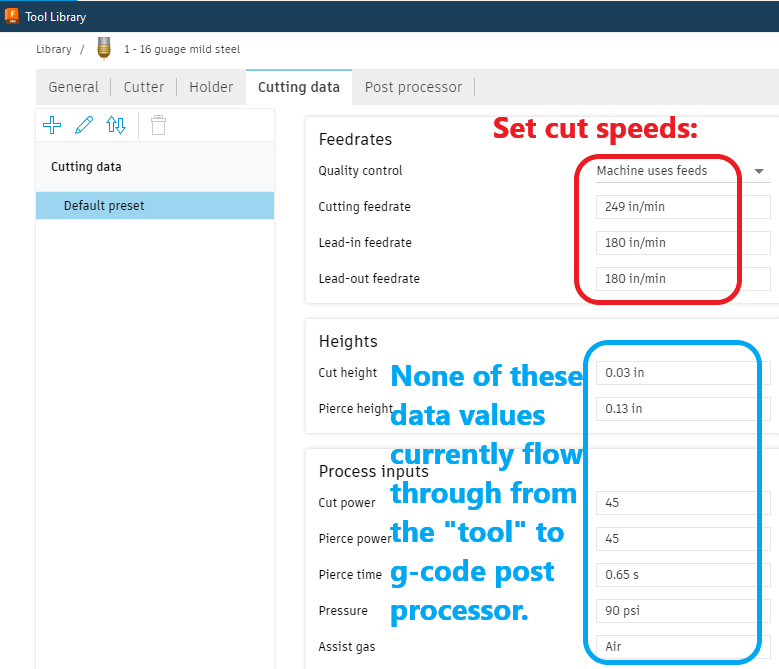
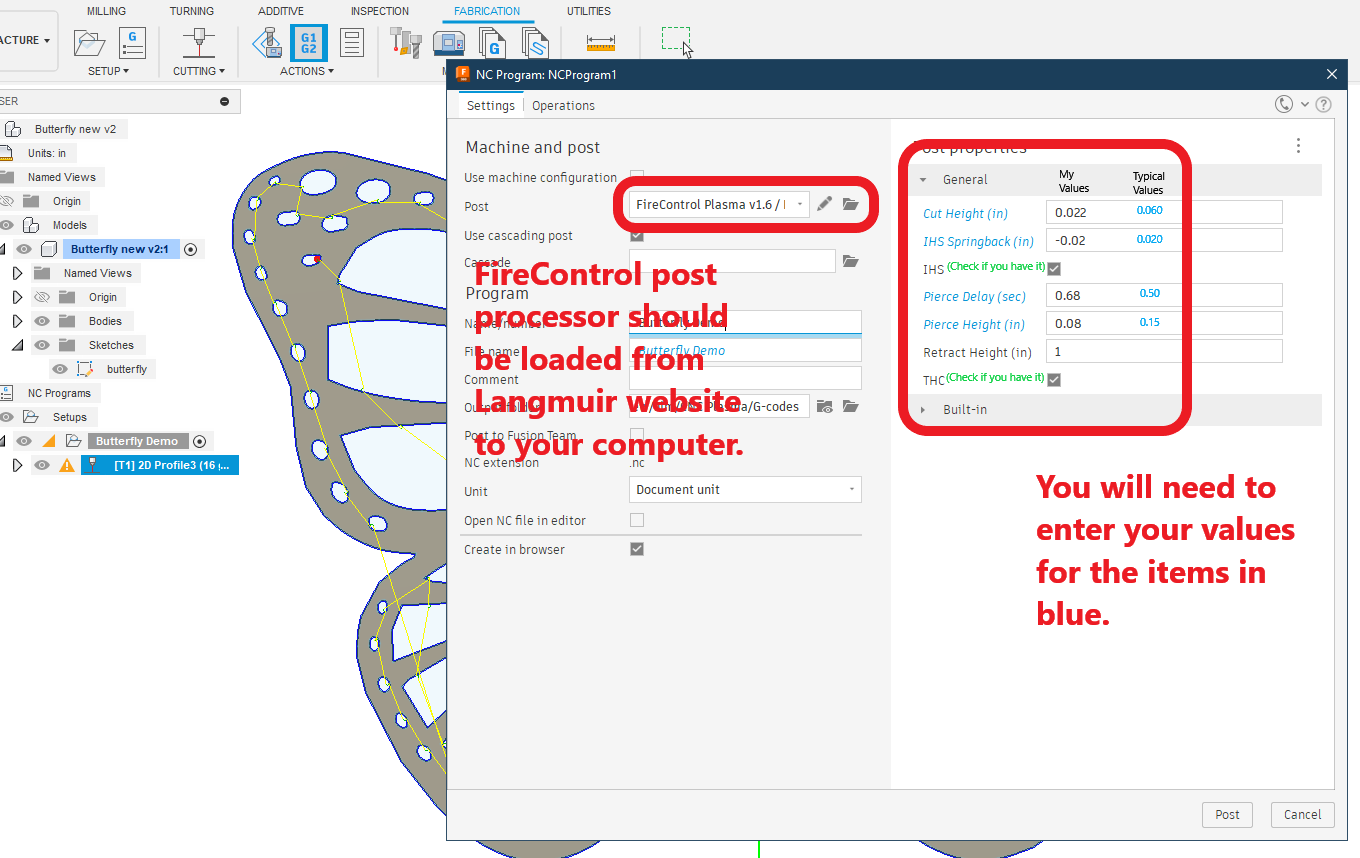
- What’s the difference between setting up a tool and choosing a machine in Fusion 360? It’s a bit murky for me.
- Do I need both? Is one default in the Fusion 360 or do I also need to create a machine?
- Is there a premade file for the machine that I can download - yes I saw the download page but I am not sure what those files are or where to even use them and if I even need to.
- Simplifying for the Elderly User:
- Will utilizing FireShare streamline the process for my elderly friend who might not be so tech-savvy?
Conclusion: Seeking Clarity in the Chaos
I’m on a mission to arm my elderly friend with the knowledge to start working with his Crossfire Pro, but there’s still a lot I don’t know that I don’t know. Any help in shedding light on these questions would be greatly appreciated! Thank you forum!