Just ran into a sketchy situation last night while wrapping up a part on my mill. Long story short, I needed to skim the top surface of the part after machining the profile in the same program file. So I opened the program in my NC editor on the machine’s pc and added the Z home command and M30 after the face pass was complete. This was around line 150/25000, so there was plenty of program left after the M30, which should have been irrelevant.
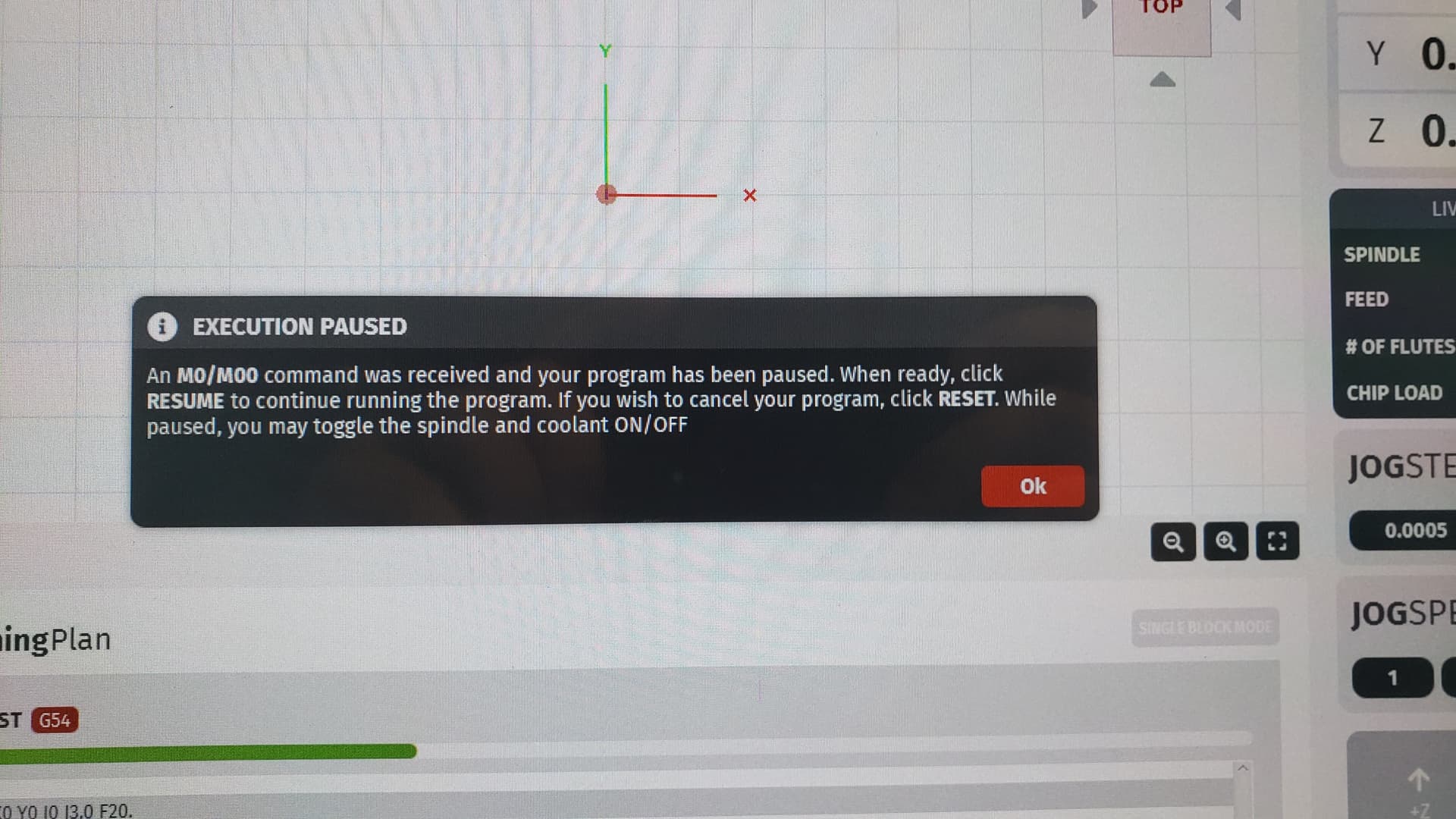
I loaded the program into CC and scrolled down to make sure the M30 was after the face pass, and already had a feeling I was going to have to manually stop the machine because it was still displaying all the tool path after the M30 I placed in the program. Sure enough, it finished the face pass went home on the Z axis and then proceeded right past the M30 and moved to the next cut from the original program but with the spindle stopped…
Now I could have deleted the program after the facing operation, but since this is a part I am making multiple of, the simple solution was to drop in an M30 and after facing the part in the machine take it back out to proceed as normal.
Anyone else seen this happen?
I’ve done a little research and it seems like an earlier version of GRBL had a similar problem, but I’m not sure what is used in the MR1.
Tagging @langmuir-daniel on this one to see if he has some insight. If nothing else, it could be something to add/fix in the future CC build.
It’s not something that everyone will encounter, but I think it’s worth bringing attention to.
Thanks all