Anyone else have an issue with torch not completing cuts, the simulation in sheet cam ran through the entire gcode with no problem; wandering If the rust could have something to do with it ???

Looks the like 2T vs 4T setting problem. Switch modes and it will probably be just fine.
Have you been cutting without issue before this?
I would think if the rust was affecting the connection that you’d see gouging, not clean cuts that are incomplete. But on something that like you would need the work clamp on a clean piece of the material for sure. If you’re clamped to the slats or the table itself, put it on the material.
The gaps in the cuts seem too big to be pierce delay related.
2 Likes
I would mostly agree with @brownfox…but what I see are nice endings to each cut…just a poor start…I would put my bet on pierce delay is to short…
you see cutting from end point to next start point when 2T4T is set wrong.
I see the end of cut perfect…the start of each cut looks like the torch it is moving when it fires up…then cuts through…does the cut then stops clean…
1 Like
@toolboy is right. I forgot the tell tale of that is the cuts on the rapids.
Your travel speed must be maxed, those are huge gaps.
Thank you…thank you…I wish to appreciate all the help my fellow CNCers have provided me in getting to this place of knowledge and being able to support others…
I accept this award and hope that all others see the hard work it takes to become such a legend in my own mind…

2 Likes

3 Likes
I don’t speak fluent cnc lingo yet T2? T4?
So basically I have my cutting IPM too high and need to lower both IPM and do away with pierce delay?
Disregard the 2T 4T comment.
Lengthen your pierce delay.
Share your cut settings if you want more accurate help.
2T4T is a switch on a lot of plasma machines that allows you to toggle between CNC and hand held torches easily…so ignore that for now
you IPM looks decent…if it is cutting through the metal as it travels with little dross…then your IPM is good.
can you confirm with us that the missing cut is at the beginning of each pass or at the end of each pass?
also what torch system are you using?
1 Like
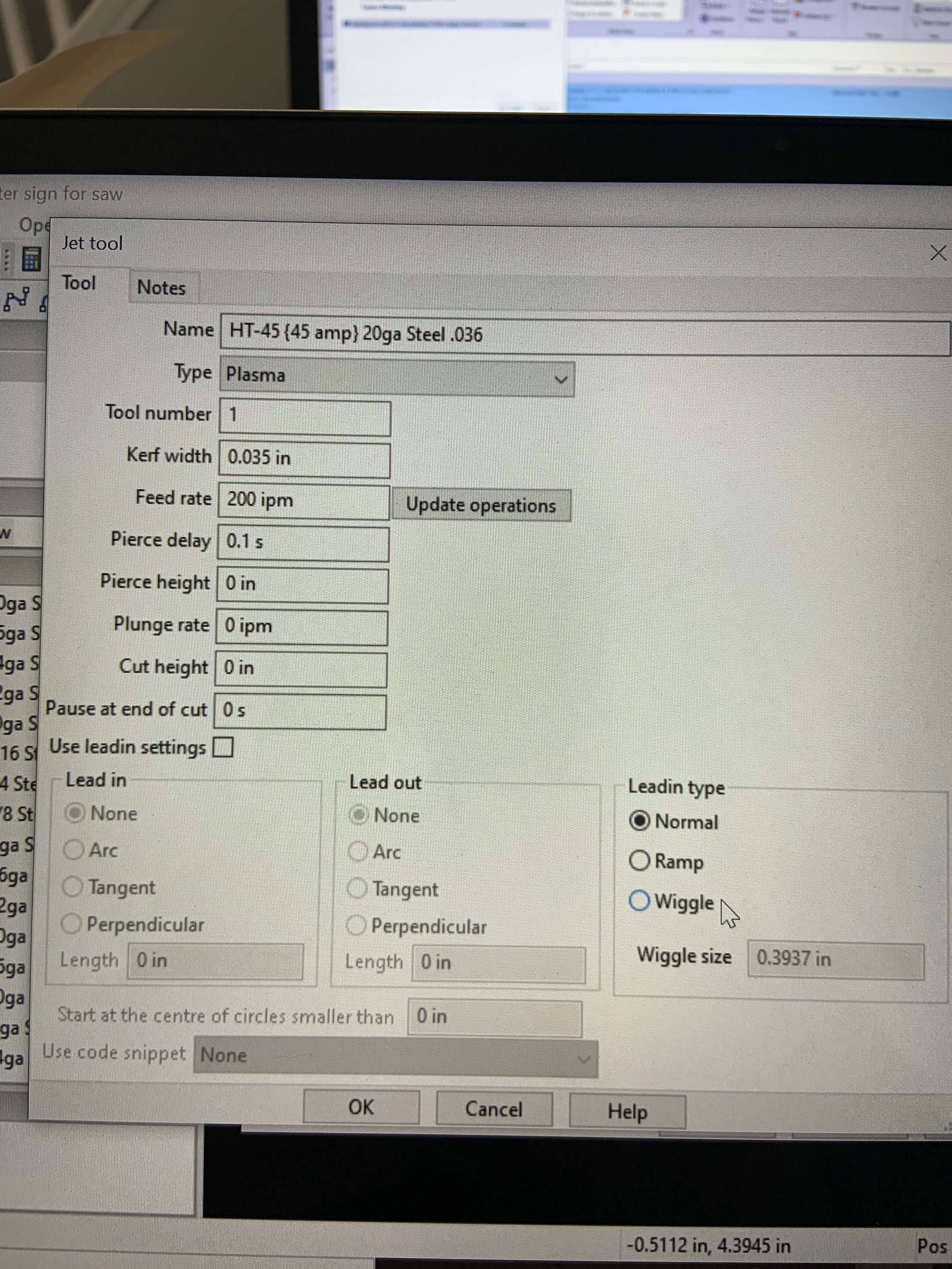
That saw blade has to be thicker than .036/20ga? Longer pierce delay is needed because at 200IPM it’s moved a good distance before that 0.1 sec pierce even had a chance to do anything.
Obviously you are running a standard crossfire without THC…as you do not have cut height pierce height…or plunge rate…
at 200 IPM that means you are traveling at 3.3 inches per second…looks about right for pierce delay…make pierce delay longer…not shorter…try some scrap and do some tets until you get what you need with pierce delay

Good thing you had a supply of rusty saws!
2 Likes
I have a suply of over 130 rusty old saws to start making things with soon…
Are you grounding the part directly or just depending on the table
Im using fusion 360 and mach 3… where can I change IPM?? and what are your settings Pierce Delay and IPM for cut in handsaw??
1…I have no idea of conFusion360…nor do I have any understanding of Mach3…
I run FireControl and inkscape/CAd for my designs and post processing
as for settings…welll…that is something you really need to try and work out for the plasma cutter you have and the air quality you have…and the nozzle size you have…