Hello,
I have a part that I will be cutting 10 at a time and each part has four 4-40 threaded holes approximately .2" deep.
Does anyone have experience threadmilling this small on their MR1?
Thanks!
Hello,
I have a part that I will be cutting 10 at a time and each part has four 4-40 threaded holes approximately .2" deep.
Does anyone have experience threadmilling this small on their MR1?
Thanks!
That’s pretty small! I’ve only done M6, 1/4 NPT, 1/8 NPT so far. Would like to do M3 but dont have a thread mill that small. Do you have any specific questions?
Where did you get your thread mill?
Mostly I just want to know if people have been successful in threadmilling this small on the MR1. I would start with this single profile carbide mill from McM: McMaster-Carr
If anyone has been successful it would be great to know things like depth of cut and feedrate so I can avoid snapping to many of these tiny mills.
Gotcha. Download FSWizard on your phone if you haven’t already. Good starting points for milling.
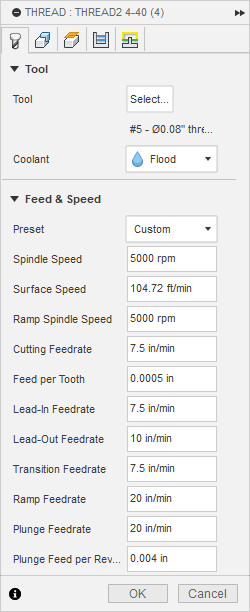
FSWizard shows .0002 chip load 3.9IPM @ 8000RPM for a 3 flute 0.080" thread mill in 6061 aluminum for a 0.112" thread (#4). Your pitch diameter offset will depend on fit…start with a couple thousandths maybe & walk it in.
Do a test hole and tread in a piece of scrap aluminum to get the feel for this if possible. Like they said above bring the offset in slowly until you get the fit you want. Then you will have the correct setting for your part.Once you get the hang of this you will never run a tap again.
Hi,
So I have seen a few video’s on the offsets on thread milling including NYC CNC and it is very unclear on these numbers. What do you guys use as an offset? I have milled a few threads now and I have noticed a lot of the thread offsets are the difference + 50-80% to get the bolts to fit correctly.
Has anyone else seen anything like this?
I am not sure the MR1 is capable of the tolerances it takes to thread mill without testing the hole several times?
It depends on the profile and size of the thread mill. Some are full profile and others are 60% or 80% profile.
I’ve used different brands and sizes of thread mills in my machine and normally end up running .001" to .003" larger interpolations to get the threads to gauge properly. Again, it depends on the thread and tool profiles.
Using an Allied machine 1/2-13 thread mill in aluminum. I run the program around +.003"
Using a 1/4-20 allied I may only run +.001"
However, using a Harvey single flute thread mill on a 1/2-13 hole I may end up around +.006" before a bolt will start.
Be sure the feed rate is correct as well. Account for the interpolation and drop the program feed accordingly. If you try to run a thread mill at linear feeds it will probably cause push off and make holding sizes pretty difficult.
If you’re having problems with oblong holes or threads you may want to check your ball screw compensation or travel compensation. I don’t recall what Langmuir calls it in CutControl.
Look up the manufacturers suggested feeds and speeds. Ive done hundreds of 6-32’s using a Harvy Tools SPTM very much like that one in 6061-T6 and 2024-T3. Still the first one. Still makes me nervous watching the little guy plunge into a hole but it works.
The last sentence makes me lol.
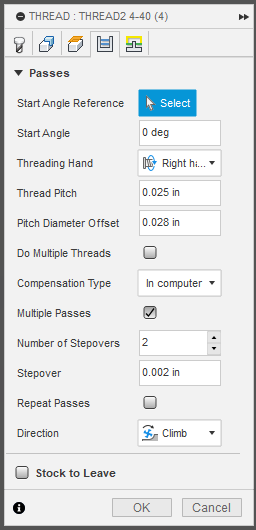
I’ve cut hundreds of 4-40 threads at this point on the MR-1. Predrill with .089 or bore to that size. I use a #4 threadmill for both 4-40 and M3 flawlessly from Onlinecarbide.com.
link: . #4 40-64 TPI (onlinecarbide.com)
@MrmachineTX MrmachineTX
That’s great info. Can I ask how you came up with that number offset? I am also cutting 4mm holes and this is what I have. Not a huge difference but mine seems a little tight when I install the bolt. If I remember right I took the difference in major and minor then added 80%. How did you come up with .028??
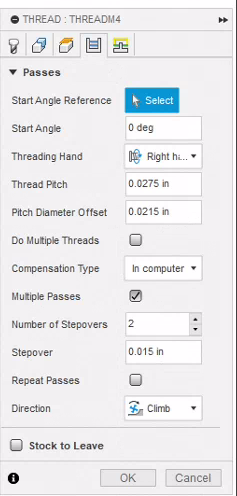
(major diameter -minor diameter) / 2 to start with, then increase by .002 every time it didn’t work till it felt right. BTW I’m not using a go-no go gauge, just by feel so take it as my amateur opinion. There is probably a better way but I’m a punk rock engineer, not a classical one.
side note, every time you create a tool path like this, save it as a template library, saves a lot of headaches for next time.