As @Knick mentioned, there are many topics discussed in regards to “bad quality” or “failed cuts”.
Having owned your table for a year, it would help to disclose -
Pictures, they help significantly better than an explanation. Both of the failed cuts, the table setup, and even the consumables.
A brief explanation of the issue.
Any and all troubleshooting steps you’ve done. I would assume you’ve done plenty but it would help to share what you did and what the results were.
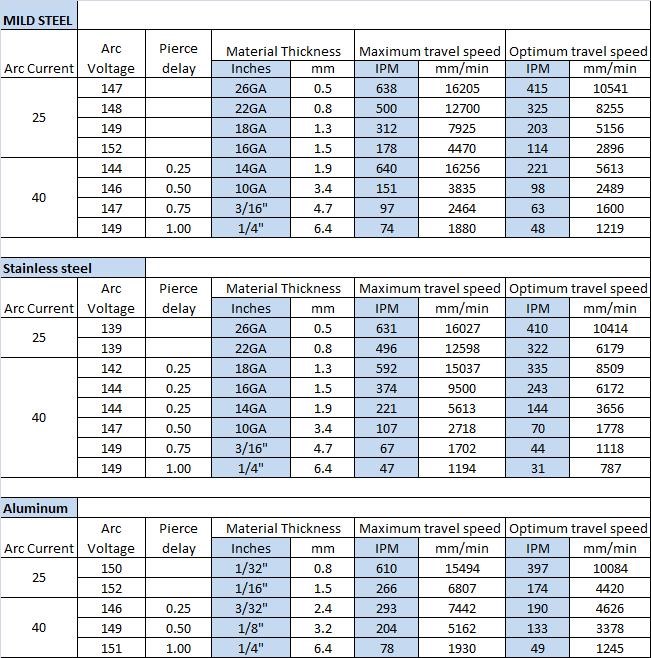
Parameters, gauge of the material being cut, and all of your equipment.
This will help others to rule out what the possible cause might be for your issues.
It’s harder trying to find someone not just local to you, but someone that knows what they’re doing. But it’s really easy to diagnose things with the information I mentioned above.
I’m on the other end of the country or I’d be happy to come take a look.
Which plasma cutter are you using?
I’ll assume we’re trying this with fresh consumables.
Make sure the cable attached to your work clap hasn’t loosened off the plasma cutter or as some kind of other issue causing it not to complete the circuit correctly.
Maybe an issue with air delivery? Overtime your pressure drop could have increased for many various reasons?
Have you made any changes to the machine before and after the bad cuts?
Once you get past the new user. You’ll be able to post pictures on here
So, I have extremely clean and dry air (cerakote application) - I have tested and retested all connections, voltage, amps, and replaced the consumables.
It was all working perfect, then just sort of started to alternate between going too fast (partial piercing and top dross/slag) and too slow burns, sheet warping and so much dross, but then, cut perfect again.
I recalibrated the table, and started to do the whole process of test plates and seeing if I needed to change any tool settings.
This sounds like an air delivery problem to the plasma torch. Intermittent restriction or regulator? Unless you’re saying the tables actually moving faster and then slower without it being requested to which would be a very odd scenario indeed.
What Tin said - the table will only do as instructed (g-code).
When something is intermittent, it could be something as simple as an electrode sticking, or the diaphragm in a regulator, to electrical interference which will cause the torch to hunt, or even disconnect from the computer.
Is there any possible way we can get pictures as suggested earlier? Or even better, video of what happens? A video of the table in action, as well as a screen record (you can screen record on the computer itself and use your phone to record the table running).
I used to cut Mild Steel, Alu, SS - And TinWhisperer, I double and trippled checked my air. I have a 1000 gal tank, and 50hp screw compressor, I also watched the pressure guage and it sits at 75 psi
You could have a 2000 gallon tank it’s not going to make a difference if the regulator is restricting it inside the plasma cutter. Amount of storage does not equal delivery pressure