lol, sorry, both the one on the cutter, and the air flow guage
1 Like
post some pictures of this poor cut. And maybe helpful to diagnose further.
2 Likes

Oh wow, that looks like a combination of too high of a cut height and possibly moisture. But more cut height if anything due to the top dross.
Can we see the ends of your consumables?
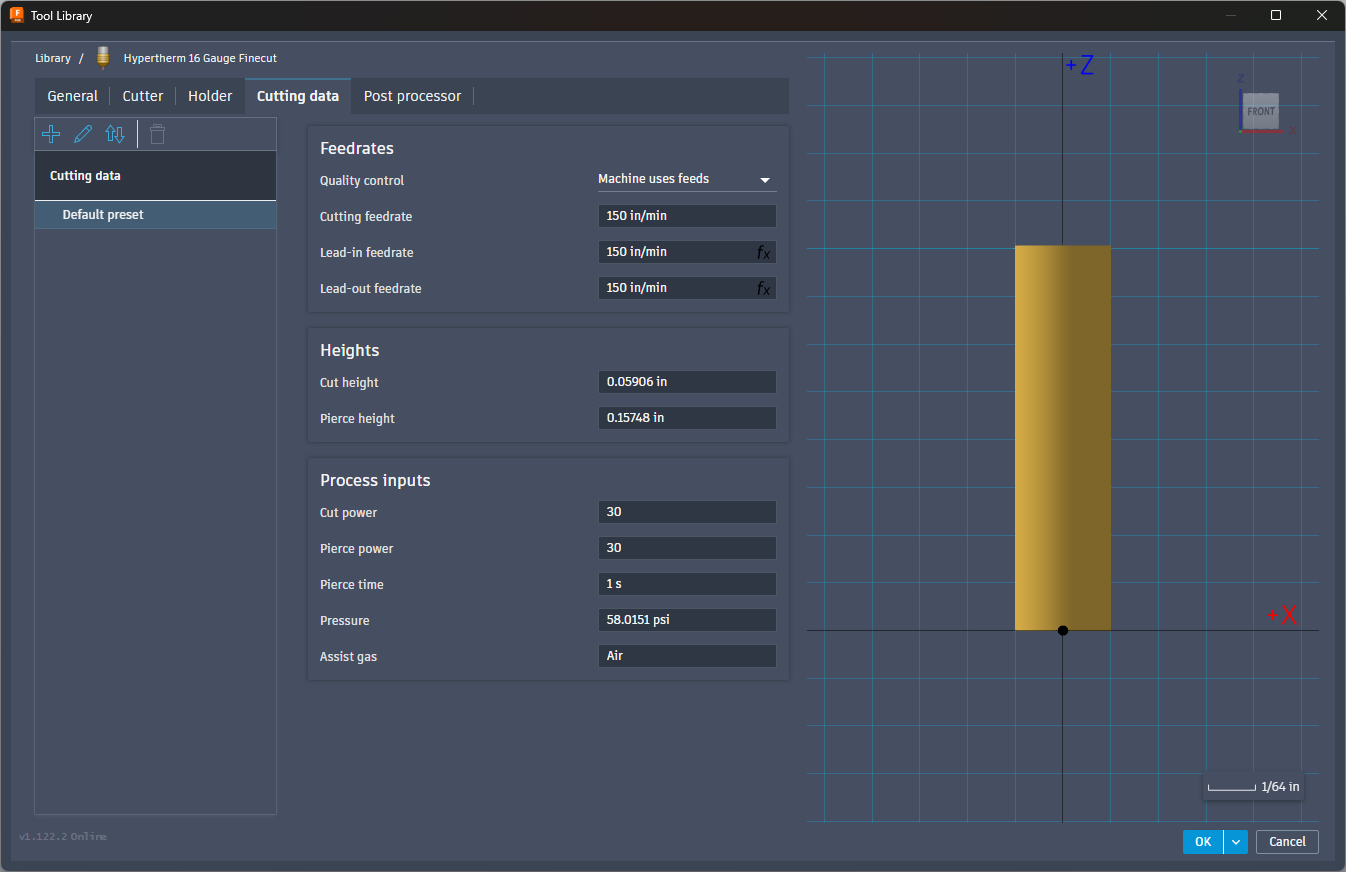
And what cut height are you at exactly? Keep in mind cut height is NOT pulled from your Tool Library. This is a figure you input at the last window that appears just before you post process.
1 Like
consumables are new, air is dry and cut height is 0.1in
Your cut height should be closer to 0.06 inches. If you are really at 0.1 inches, that might be your issue. Interrupt a test cut and measure with feeler gauge metal to tip of nozzle to confirm your height.
4 Likes
Like Jim said, that’s way too high.
Do confirm your physical cut height but again, another emphasis that cut and pierce heights are to be placed in THIS box.
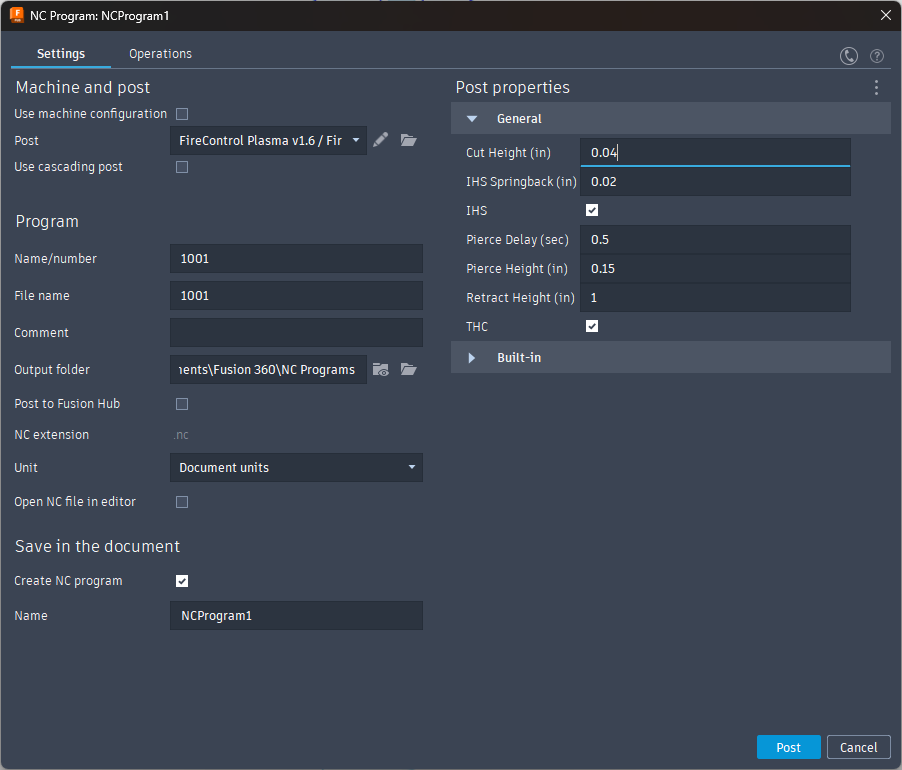
and NOT this box
You can see my last saved height was 0.04”, because physically measuring with gauges showed me a discrepancy of 0.02”.
Even if you don’t have feeler gauges, I feel like utilizing the 0.06” (default) value will net you better results.
Can you share a screenshot of your Post Processor settings like I did? I ask because if you changed it to 0.1”, I’m afraid you may have changed other items that can affect your program.
Default values for Cut Height are 0.06, IHS Springback 0.02, Pierce Height 0.15, and Retract Height of 1
3 Likes
technically your cut height is a little too high but that is not going to be the issue here.
There is something wrong with your plasma cutter.
Either the internal regulator ( inside of the razor weld) is having issues and you’re not actually getting a good amount of air out of the torch.
or it’s not fully transferring over from pilot arc to a full arc
or there is some kind of defect in your work clamp lead ( commonly called the ground clamp by layman’s) weather it’s not fully seated in the machine or the wire is somehow separated some kind of connection problem.
I have a feeling if you put another razor Weld on your machine with the exact same settings it would cut fine.
@mechanic416 we need some insight from our plasma guru.
4 Likes
It’s like there’s not enough energy getting to the part.
I wonder if you put a clamp on amp meter on one of the leads to see how much the machines actually drawing during the cut.
It would be an interesting rough test to see power in and power out.
Do you have another plasma cutter you could temporarily try on the table?
Looks like the work clamp to me. Plus the cut height of .1..
2 Likes
I think you are right. The only time I had something like that, and it wasn’t even close to looking like that, was when I had pieces of aluminum flecks inside the torch shield area after cutting aluminum. But the flecks kept moving around so it was not consistent.
There is simply not enough plasma energy getting thru that plate of steel.
Sorry! Didn’t read your next post:
![]()
The cut height is too HIGH. It has to be transferring from pilot arc to cutting arc or it would stop pilot arcing in about 3 seconds so its not a work clamp problem. I don’t think its a air pressure problem, but with not knowing what torch and how its mounted the OP has or what consumables they are using a lot of this is taking a shoot in the dark. They said in a earlier post they were using a 0.8mm cutting tip. A 0.8mm cutting tip is rated at 30 amps.
Not arguing it’s too high but at .1 it would still be cutting through that metal. The op has had this set up running in the past so unless he left out that now he’s using new consumables and a completely new configuration it’s likely he was putting 0.1 in from the get-go
It is on the pierce. but with a small cutting tip and torch to high and cutting speed this is what you will get sometimes.
3 Likes
Hi All, first of all THANK YOU!
so, I followed @Kwikfab advice and settings, and double checked the torches heights, they both were way off. So, that helped a lot. Thank you!
Then @TinWhisperer , the air regulator was reading 75psi, but on testing it only 58 was coming through, so found a fix on youtube, and its reading right. Thank You!
I appreciate everyone’s help, and now to adjust my settings so I’m dross free (ish)
4 Likes
Before you’re having issues on your older programs were you running a .1 cut height? I am curious.
nope, it was all working great.
i’m guessing it was a fluke
Weird cuz it sounds like it was working perfect and then wasn’t working perfect on the same program? Assuming that program was at .1 at the time.
The point I’m trying to make if you just set your height to .1 right now and cut, it would sever that material all the way through. It may have done a crappy job but it would cut all the way through.
3 Likes
Bingo!
what was fix? Regulator in the cutter?
1 Like
the one in the cutter seams to be restricting airflow, so i bump up my exterior one to compensate.