Not all of us. I moved off Fusion as they started the near-monthly moving features off of the hobbyist license because “only professionals” needed them. That and the nonstop changes to the UI sent me off in search of a more friendly application.
Lots of alternatives out there. Not all high-end in terms of price.
I personally do not do monthly pay garb. Sell a perpetual license and then I would talk with them. Ansys is a pretty high end software but it is unbelievably capable doing things Fusion would dream of and it is extremely easy. Yep a moron like myself learned it. I only wish it had a cheaper CAM plugin. I am struggling with post processing with this darn CNC.
So I am trying to learn MadCam that is an extension of Rhino but I cannot seem to get the right machine post processor to work with this darn MR1 so I bit the bullet yesterday and gave 380 for Fusion to see if I could at least get my bed finished. My stinking head is gonna pop from learning all this software. Fusion is definitely painful.
Anyone know how to change the rapid safe z height movement? I always did it in cam but I cannot see it in Fusion anywhere.
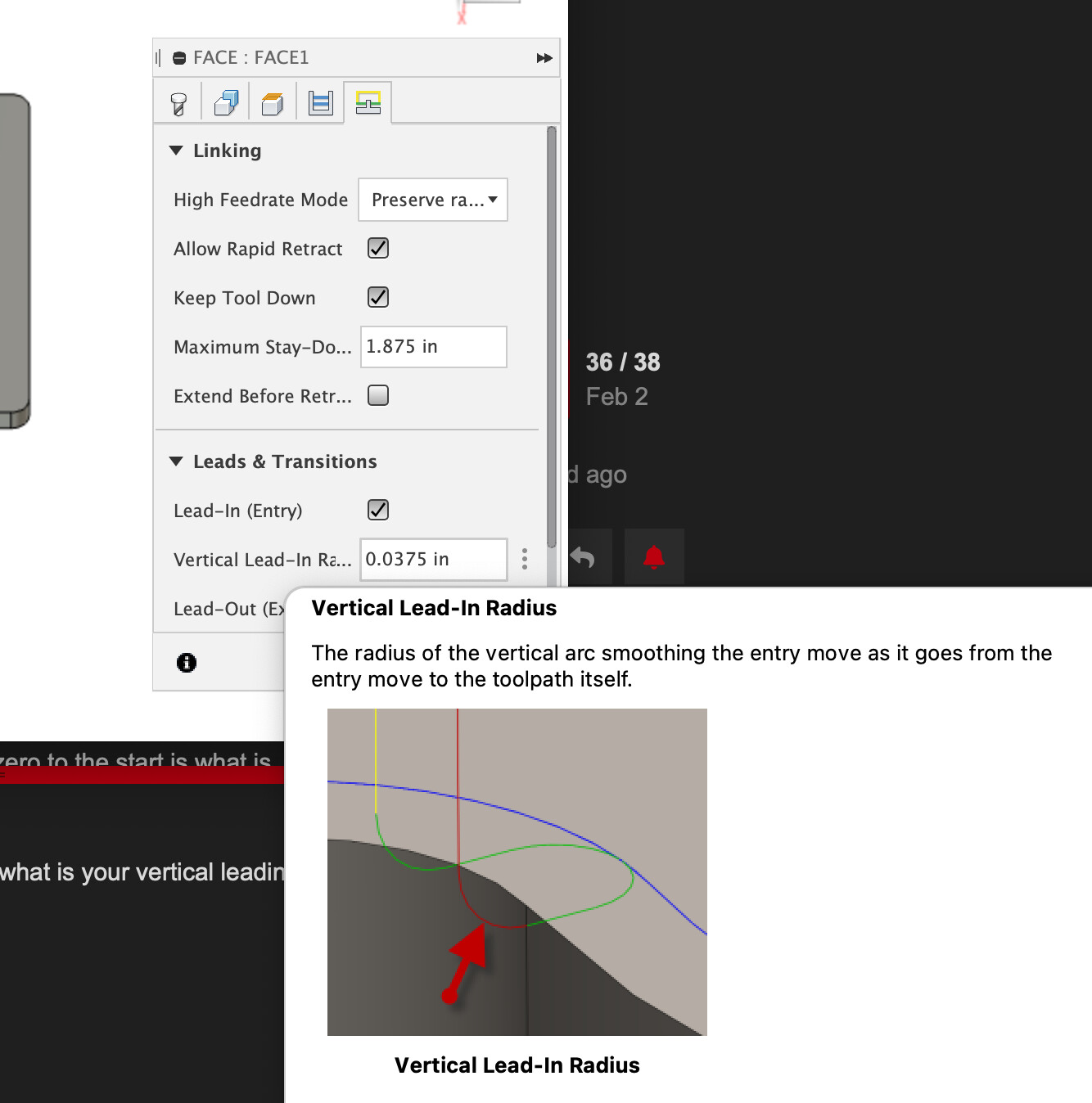
If I understand your question correct, the settings move around a little depending on your toolpath of choice. But it should be controlled with the settings on the “Heights” and “Linking” tabs of the toolpath. Another tip, when in doubt on specific settings, especially with fusion’s love of calling standard processes by strange terms… long hovering over most menu or field items reveals a lot of good info.
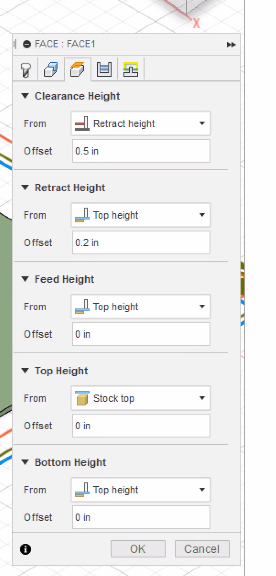
Well my friend I believe you are right. I think it is the “Clearance Height” in your toolpath Height Settings. I have mine set to .400" from Top Height which I dont know what the top of would be. I would think that once you zero your z work piece then it would retract +.400" above the Z Zero BUT I think I could be mistaken because it actually moves to the machine .400" from the machine zero which is a little confusing to me. The word definitions that Fusion uses is not like other programs I use. There is retract height, feed height, top height, etc. Those 3 are a bit confusing to me. I changed it to Stock height and will see what happens. I am trying to learn this in short time until I figure out the post processor on my other software. M6 commands and a few other commands that Cut Control does not like.
Well we were completely wrong. I changed the Clearance Height to StockHeight 1" and it made no difference. When I start the program raises the Z to +4.100 above the work piece then drops and starts cutting. I just dont get it. I am not likin Fusion so far. There is literally garbage info on these definitions like Feed Height or Retract Height. What does it retract from/to??
Well that definitely helps although it makes me even more confused. I sometimes get so burnt out on searching for solutions I miss a lot. My retraction on rapid move is over 4" above the work piece when it travels to its first cut. I suppose it is coded into the post?
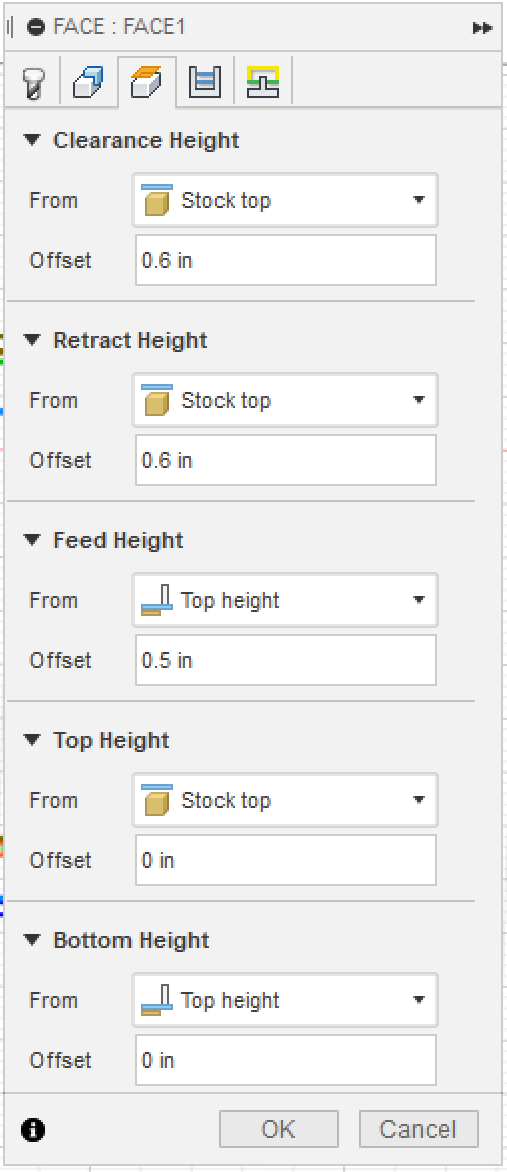
Looking at your pic you have your bottom height set to “top height” with no offset that’s why.
The bottom height is the lowest the cutter will go. Everything in your heights tab looks to be Z positive moves.
I would suggest watching some of the fusion 360 training videos from there website they give you the same file that the video uses so you can follow along
Thanks for the reply. Trust me when I say I have watched dozens of videos and most of them gloss right over these definitions. I would think the bottom height set to no lower than the top height would be what I want as I am facing the base plate and I don’t want the cutter any lower than the top height. I cannot imagine that would effect my rapid transition 4" above the work plane? I am thinking this was also happening with the base plate program from Langmuir as well but I might be wrong on that and will check.
Is there something in this code I am missing?? Any advise??. Also am I the only one that is experiencing Cut Control completely locking up on every error?? If the machine goes to it Z top safety it locks up. If it hits the soft limit safeties, it locks up?? Each time I have to reboot.
What would cause my Z to retract past +4" and hit its safeties on this when work zero is the bed?
(v1.6-af)
(BasePlate FrontCornerZero)
(T1 D=2.485 CR=0.05 TAPER=2deg - ZMIN=0 - face mill)
G90 G94
G17
G20
G28 G91 Z0
G90
Thanks again Fablab. Been thru that one 3or4 times now and according to what I see I should be good to go. There is no reason I see in that set up that would cause my Z to retract as high as it can go. Again it is a positive 4.8" what it faults out so I am missing something simple. The code I copied here appears to be a G0 “rapid move to” Z1? Shouldn’t that be 1" above the work Z0??
I see the problem, But I dont know what is causing it
This line:
G18 G2 X-1.3667 Z0 I1 K0 F40
is the problem G18 is setting all of the commands after are to be interpreted in the XZ plane
this line:
G17 G2 X18 Y17.5735 I0 J-0.9123
sets it back to XY
my best guess is you have something messed up in your Fusion job setup
Well you could definitely be right on that as I was struggling with the orientation options. The machine is doing the job just fine. It is milling the base great but the traverse from work zero to the start is what is bonkers. Trying to learn but gettin burnt out.
Hi WorkNPlay, the toolpath I posted here has no Leadin or outs. Only thing I am looking for is an idea why my cutter travels all the way up to around MachineZero and not above the WorkZ. I have not cut anything other than my bed plate yet but if this head was travel to this height on every transition it would take forever to cut something. I also own a 4x8’ CNC router table and the safe Z is always set to around .400" and I really thought this was set .600" on my retract height but it doesn’t do that. When I hit the start button the head travels as high as it can go and transverses to the start of the machining and it cuts everything like it should but I cannot figure out why it starts out that way