Hi everyone, so I’m using a crossfire pro with a Everlast 82i and all has been well until I started cutting the 1/2. It cuts the parts at an angle maybe even two different angles. I have a couple of pics but it won’t let me upload.
Any help would be greatly appreciated!


welcome to the forum…good to see you.
So I run a pro table and I run a 62i…so here is what I can help you with…
here is a picture to start with:
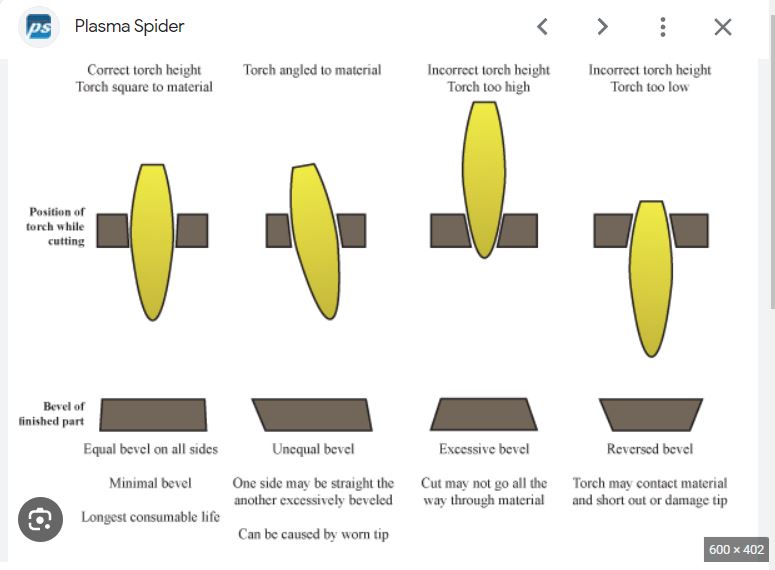
this picture looks alot like your metal cuts…almost too well…first you need to double check your actual torch height…have you ever measured it with a set of feeler gauges…jst toi make sure you are at the right height?
so what consumables are you using with the 1/2" cut? I ask as that some people try to overpower the consumables not knowing what the limitations are.

forget about the PSI…Everlasts are best maintaining 65 to 75PSI when cutting…
Lastly…what are your settings you are currently using to cut the 1/2"
Amps, Speed, PSI, pressure…
4 Likes
Hi there, thanks for the response. So Im Using a 1.0 tip I’ve never checked the actual height I’m not really sure how to do it. And my settings are 60 amps 75 psi 23.65 cut speed 0.06 distance 1.5 peirce delay.
Welcome,
A 1.0mm cutting tip is only rated to 50 amps so that may also add to the bevel. As in the chart @toolboy posted you need a 1.1mm tip for 60 amps.
You also need to make sure the torch is squire with the metal being cut and has no movement side to side and front to back.
1 Like
Do you know of any good videos on checking actual torch height and leveling up the head?
Run this program let it touch off on a thick piece of metal. It doesn’t fire the torch then measure the distance between torch and material. It is programmed for .060
cut height test.tap (224 Bytes)
2 Likes
I’ll run it tomorrow. So I double checked and the tip is correct. So I’ll check the height and make sure everything is square and level with the slats and go from there.
When cutting thicker material it is necessary to make sure the material is square to the torch.
When I put my machine together I used a level on the torch holder. Now when I cut thick material I level the material as well.
That is how our metal supplier does for material we by at work. We have flame cut block 8 1/2 thick. A lot of times there is less than .090 taper.
1 Like
I don’t mean to sound elementary here, but cutting 16 gauge and cutting 1/2" steel are two extremes.
If your previous cutting experience was with thin metal, you may not have notice the bevel as much. Thicker steel will magnify this issue.
Do you have some examples to show: like 10 or 12 gauge steel that you have recently cut?
3 Likes
Thick metals on the plasma table is a whole different animal.
I get your frustration, 3 sides pretty square, one side with a nasty taper.
Make sure your torch is not getting pulled to the side at certain points on the table. The torch holder to z axis carriage is a really crappy friction clamp, and not a real close fit, so it is easy to “twist” the torch mount side to side in the carriage.
Having the torch perpendicular to the cut material as mentioned above is crucial. Any amount of not perpendicular will show up real bad.
ETA - Throw in flaky LS-THC and your perfect cut height at the start turns into double (.120) on a third leg, along with the plasma bias to one side and the taper can get bad.
Turn off THC on anything over .250 material.
3 Likes
You said you are using an Everlast 82i, but it looks like a Hypertherm torch in the picture. That kind of bevel is almost always a bad nozzle or is too small of an amp size. It is cutting very nicely except for the bevel and the pierce point. Maybe there is not enough lead-in? Cutting 1/2 inch and above I almost always use a tip that is larger than required. 60 amp cut setting I would use a 70 amp tip. I’m sure the kerf on that piece is not an issue. If it is adjust it in Fusion.
2 Likes
Cutting 1/2 inch and above I almost always use a tip that is larger than required.
O nice! I’m going to try this out.
1 Like
Yes, @Bigdaddy2166 you are correct that is not a PTM80 CNC shield in that picture.
1 Like
ok guys, so i checked and squared everything and it wasn’t bad at all. and i put a bigger tip in. but i ran the height program and it checked out at 0.75 instead of 0.60 so how do i go about changing it?
Can I assume you meant .075" instead of .060"?
That being said, it depends on which program you are using to Post Process. If Fusion, (given the .075" vs .060"), enter a -0.015" in the Springback field. This will adjust the overall cut height by -0.015".
1 Like

Big improvement, but still has a slight slant. But this time the part fell out on its own and had cleaner edges both top and bottom
1 Like
How bad is the taper now?