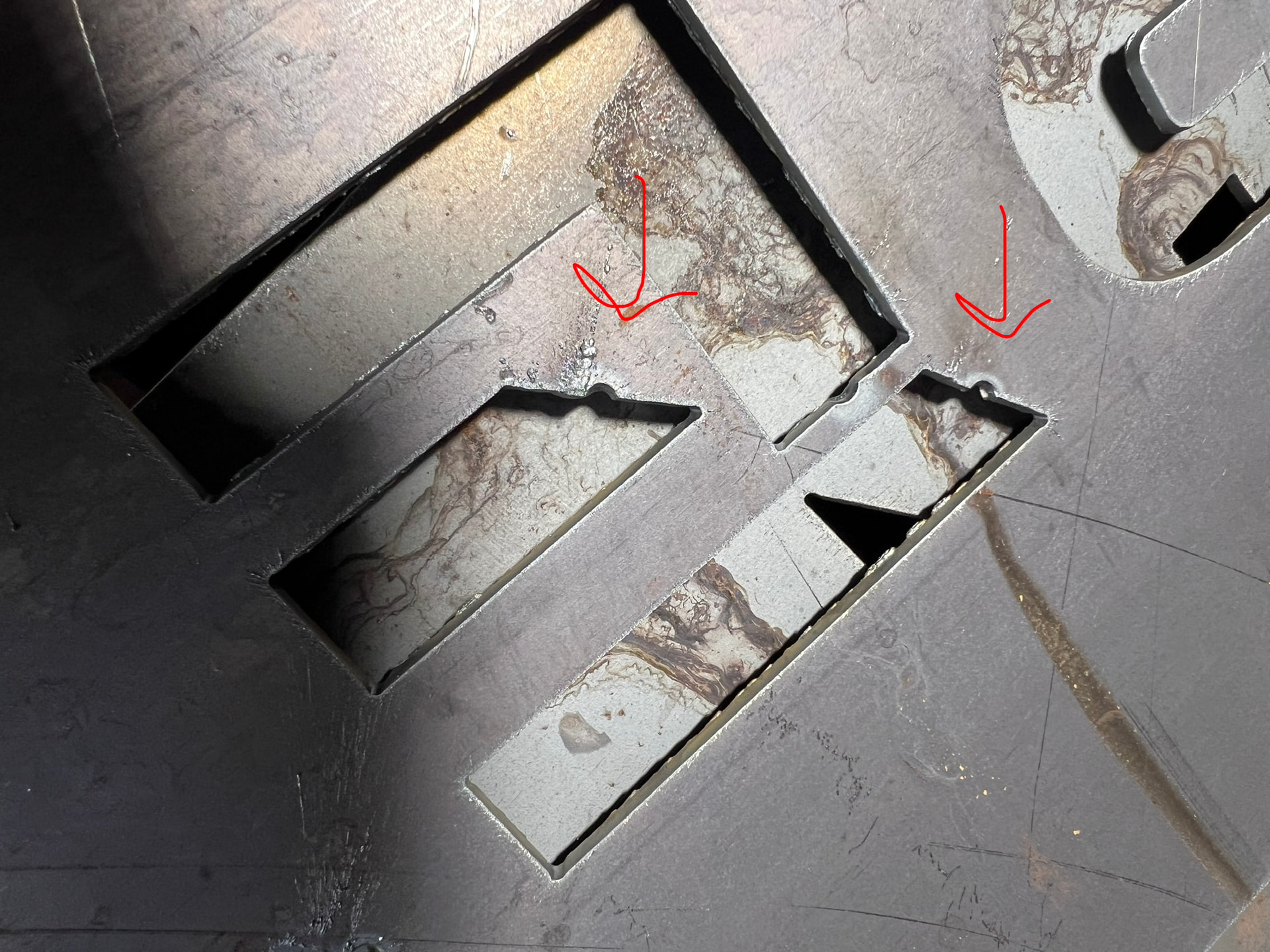
I just swapped my messed up plasma cutter razorweld cut45 with the exact same one. Im getting some weird cuts. I have attached pictures of what its doing and my settings. Cutting 14 guage. I feel like the torch stylays on longer than normal. Any help would be appreciated. Thank you
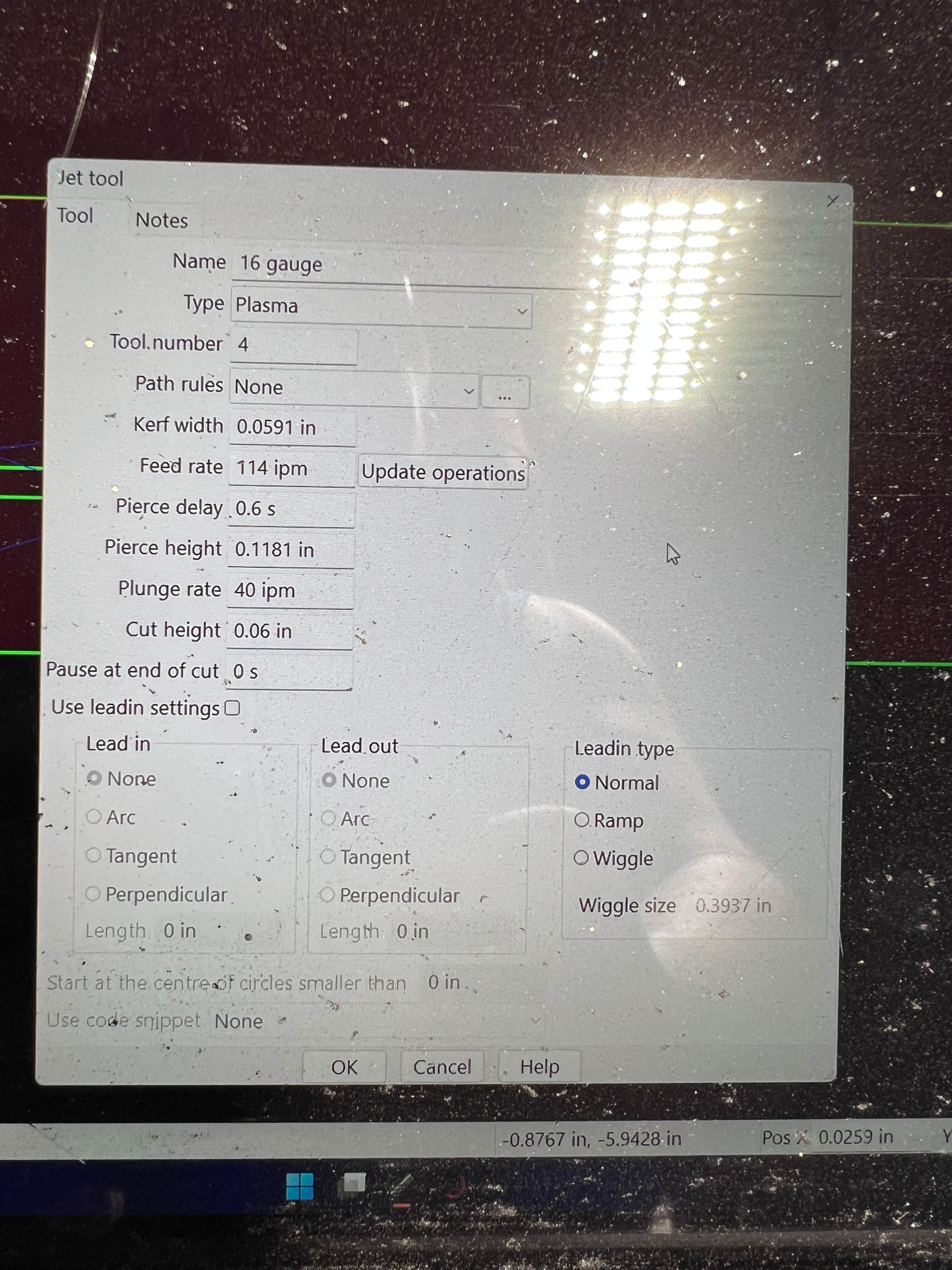
You need to click the box to reverse cut direction, and you also need to use an offset or your parts will not be sized correctly. Unless accuracy is not important for your application
the enlarged start point is 100 percent the result of the plunge rate being incorrect. It would behoove you to add a lead in as well.
Its not the start point its actually the end point. The torch stays on longer instead of cutting out when its done. What setting can change that? @TinWhisperer@brownfox@ds690
Thanks @Bigdaddy2166 lol that sounds weird saying ill just say thanks big dawg!!! And the rest of the crew here @TomWS@ds690@brownfox@TinWhisperer without you guys who knows how much material i would of wasted these past 3 years!!!
Nice. I wasn’t sure on the lead in based on the two pictures you posted, one showed it on, the other didn’t. Definitely reverse the cut direction though, and try to start using the offset. If you design correctly, you never need to designate inside or outside offset in sheetcam. It all gets detected. I can post process a file in seconds.
copied from a plasma spider post by Jim Colt from hypertherm.
Gas Swirl Explained…this is copied from a post I made on another site a while back, to answer tha same question regarding gas swirl in a plasma torch:
I am not aware of a particular document that explains the mechanism that makes plasma cutting directional?so I will just explain it here.
Early plasma cutting system (in the 1960?s) created a plasma arc using laminar gas flow through the torch?.essentially this means that the gas flow came straight down through the torch. These systems became popular because they would cut stainless and aluminum?..something you could not do with the other thermal cutting process of the day?.oxy-fuel cutting. Plasma was also much faster?.but had a drawback?severe bevel on both sides of the torch.
Engineers that were developing improved plasma systems at the time discovered that by swirling the gas flow through the torch consumable parts?the cut edge angularity would shift from one side of the kerf to the other. So?.with clockwise gas swirl?.a torch that was driving into a plate (moving away from you) would produce a rather severe bevel on the left side of the cut, and a slight bevel on the right side of the cut. With a ccw swirl?the bevel would reverse.
Gas swirl in the torch has been more refined over the years?in fact Hypertherm oxygen plasma torches use a complex two phase swirl in the torch that controls edge angularity, creates a centrifuge effect (slings cooler, heavier gas molecules to the outside of the nozzle bore) that dramatically improves consumable life, and also controls the arc attachment point on the electrode..again for longer life. On some plasma systems there are available swirl rings (the consumable part in the torch that controls gas swirl) that can swirl cw, and ccw. If (as an example) you are using two torches simultaneously to cut strips from a plate?you would use a cw swirl in the left torch (square kerf on the right of the torch) and a ccw swirl on the right torch (square kerf on the left of the torch) in order to get square edges on both sides of the strip.
99.9% of cutting with plasma is done using cw swirl. A good way to remember the proper cut direction is to think of cutting a ring. The inside diameter is always cut in the counter clockwise direction, the outside diameter is cut in the clockwise direction?this keeps the squarest edge on the id and od of the ring?and the more beveled edge stays in the scrap.
Most CAM software for plasma cutting (the key word is ?most?, often if software that is designed for milling or routing?which are also directional?will allow the programmer to set direction.) will automatically choose the correct direction?as the standard swirl rings for plasma cutting are always cw swirl. (ccw swirl rings are rarely used?are not even available for many plasma torches, and usually are special ordered when needed).