Hey guys, I’ve been cutting for a while with our Crossfire Pro table & Primeweld Cut60 combo. We make most of our parts out of 1/8 aluminum sheet which has been great, and we’ve cut some 1/4" mild steel plate with great success. My problems start at 3/8" stainless plate. I can’t get consistent penetration without a massive amount of topside dross. This throws the THC for a loop and cancels the cut.
After troubleshooting with Primeweld for a bit, I switched the cutting gas from shop air to nitrogen. I can’t tell if the problems got better or worse after this (this is with nitrogen):
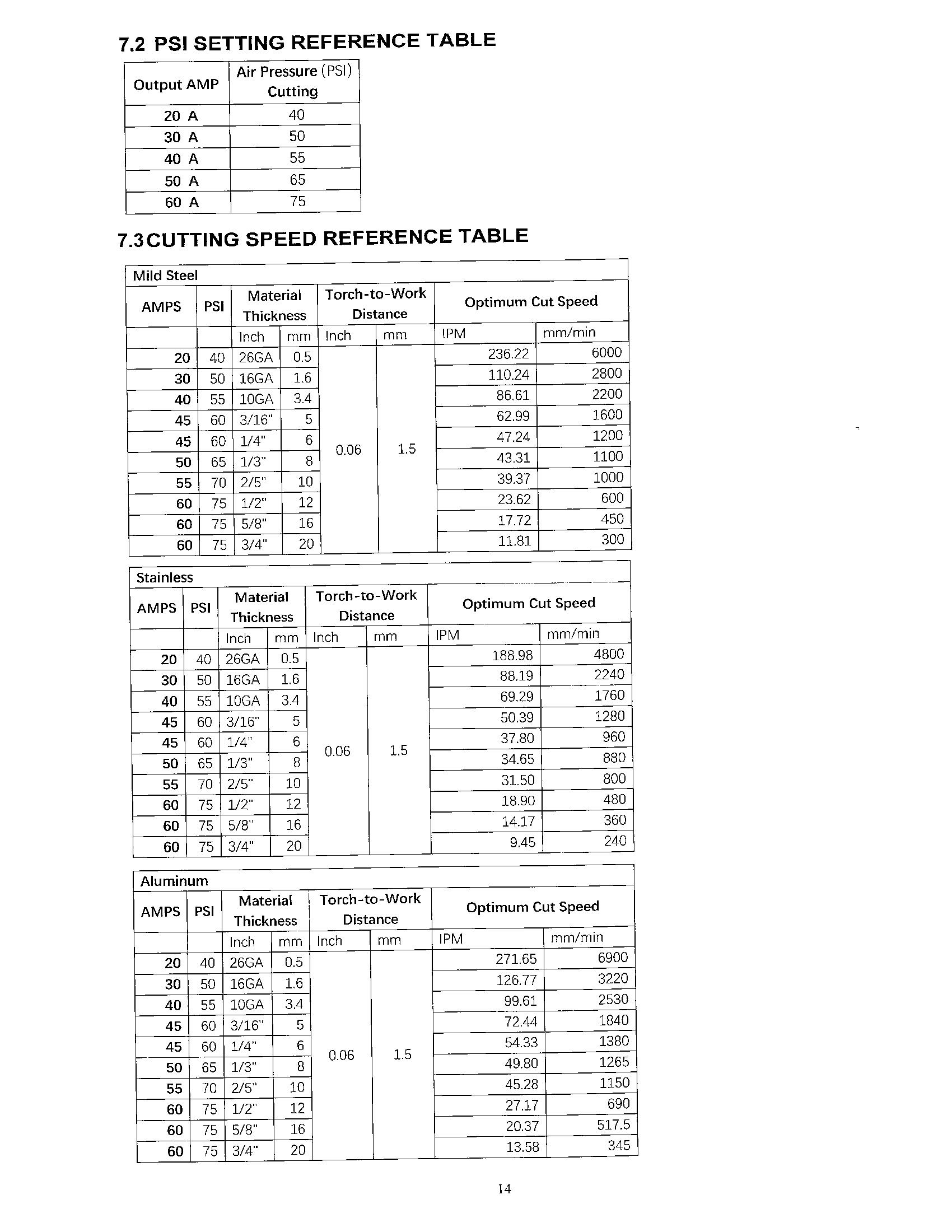
Started at the Primeweld recommended 30ipm feed rate but dropped to 18ipm to get full pen
Good ground
Setup done with Fusion360 and cut with FireControl V2.1.1.5
Cut height 0.06
Pierce delay 0.5 sec
I’ve played around with the feed rate in FireControl but maybe there’s something I’m missing. Coming from TIG, it looks like a massive amount of sugaring. I’ve read about people running shielding gas, but I’m not running any at the moment.
I’d love to get this solved, as a few of our best-selling parts use 3/8" stainless flanges which we pay out the a$$ to get cut for us currently.
Thanks in advance!
Bill
Edit: Added pierce delay and cutting height to specs
The actual recommended cutting amperage as per Primeweld is 55 amps, but I bumped it up to 60 (which is spec for 3/4" stainless, the max thickness the Cut60 is rated at).
I have 110psi coming into the machine steady, and the gauge isn’t dropping below 70psi the entire cut.
When I say shielding gas I was referring to external shielding gas (not the plasma gas, or the gas used for cutting). I’m currently running Nitrogen plasma gas with air shielding (no external gas).
I did a bit of reading on Multicam about different gases, and it seems for this metal and this thickness, Nitrogen is the recommended choice:
“Nitrogen is often used for higher current plasma systems and for cutting materials up to 3 inches thick, although for anything over an inch thick consider using argon-hydrogen. It is the best choice if you cut a lot of aluminum and stainless and the cut quality and parts life is excellent (over 1000 starts is normal). It produces excellent quality cuts on most materials.”
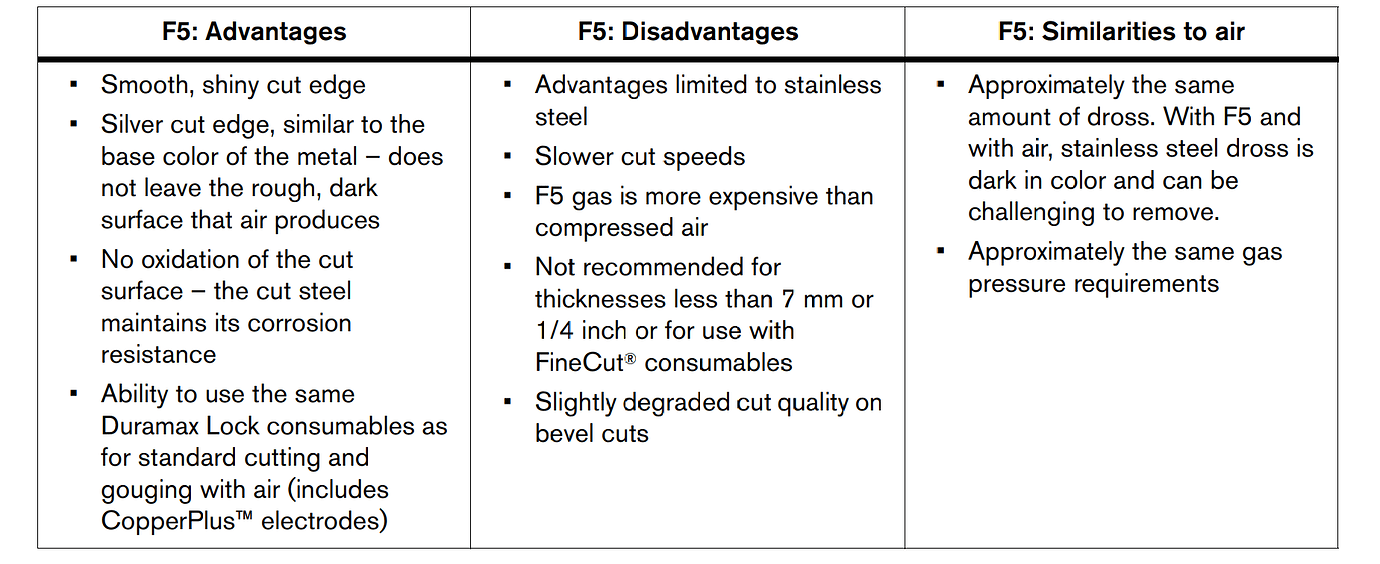
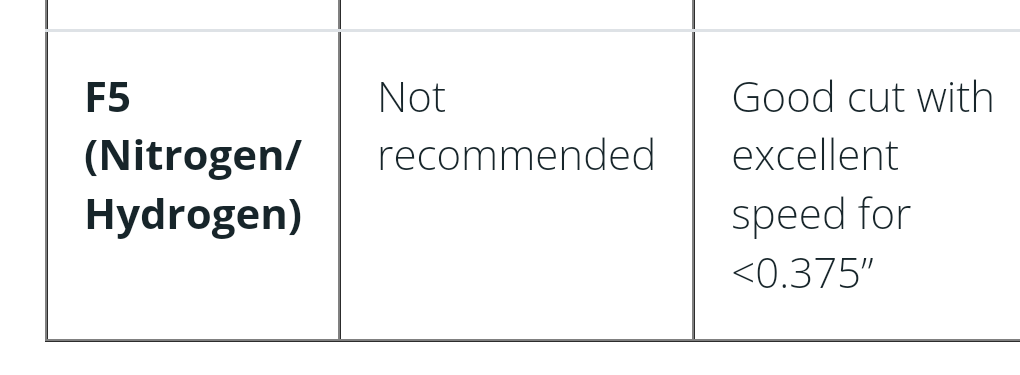
While F5 is recommended for any stainless thinner than 0.375" (which is what I’m cutting)
Pierce delay is 0.5 seconds, which reading it now does seem like very little for this thickness of metal. It makes a lot of sense that this could be contributing largely to my issue. Any recommended settings for this thickness?
So that’s probably not even piercing all the way through before it gets traveling. I would try 1.3 1.4 seconds for a pierce delay. At 60 amps maybe 25 in a minute. I would try to do your cut height at about .04 .
Ultimately you’re going to want to run as fast as possible but still cutting through.
As far as hypertherm goes with F5 they do not recommend it being used for anything under a quarter inch.
“Another way to remember the greater than and less than signs is : the Alligator Method. Imagine the symbols as an alligator mouth with the numbers on each side being little fish. The alligator will always want to eat a larger number of fish.”
Lol, I appreciate the alligator image, but < 3/8" is less than 3/8", as your alligator picture demonstrates (5 is less than 8).
Elementary school math aside, I definitely hear the high current systems (the 3" thickness is obviously unattainable for our machines). I’ll give the delay settings you suggested a try and report back!
No worries! I’ll try out the suggesting changes with my current setup and will definitely consider giving F5 a shot, since it’s right on the boundary of what is recommended either way. My only turnoff is that it’s not recommended for cutting aluminum, which I do a lot of, and I already stock a large number of argon tanks, as well as nitrogen, oxygen, and tri-gas, so less is more when it comes to the number of tanks in my fabrication department. Nitrogen is still rated highly for stainless cutting so switching to F5 will be a last resort for us.
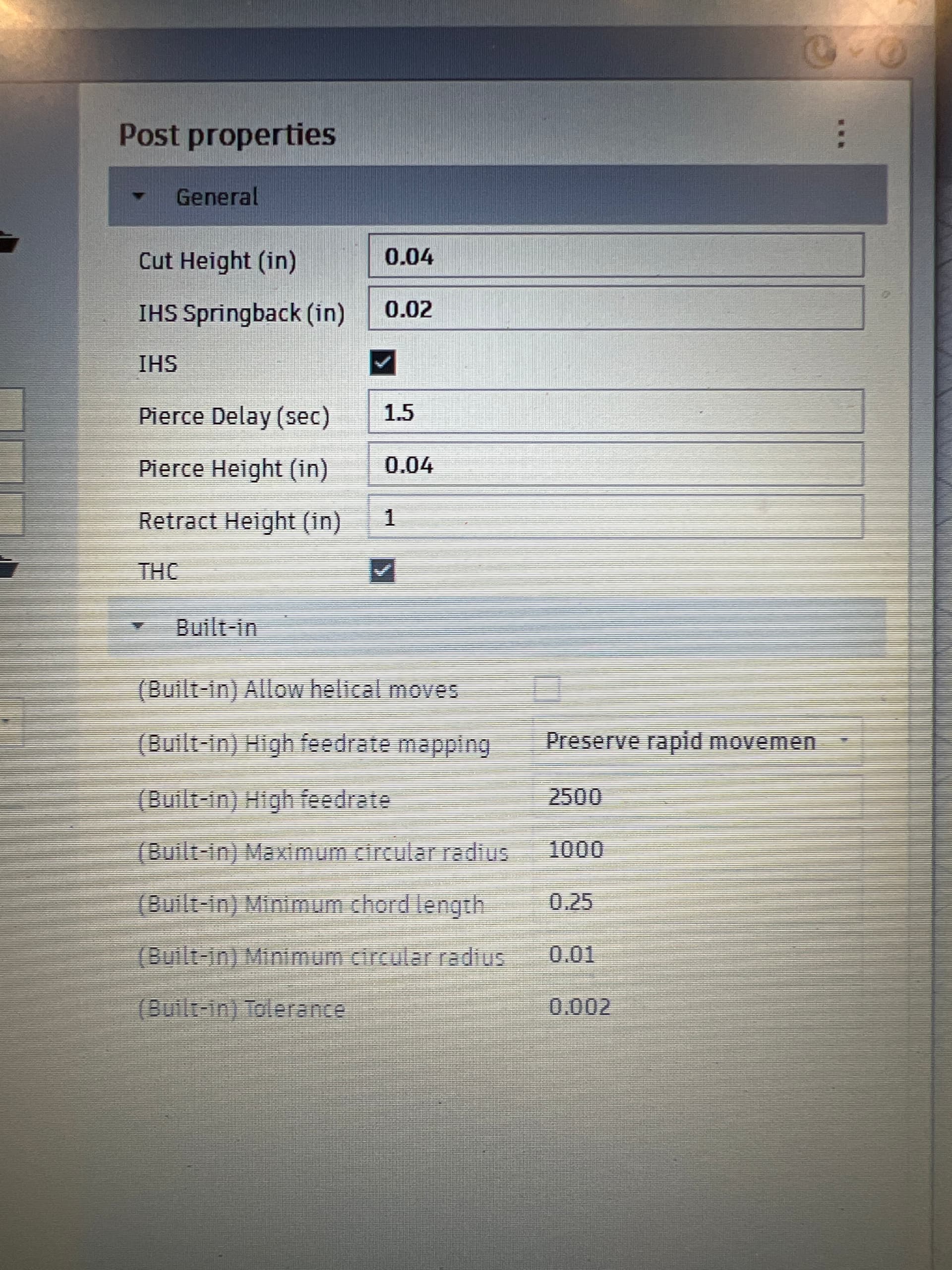
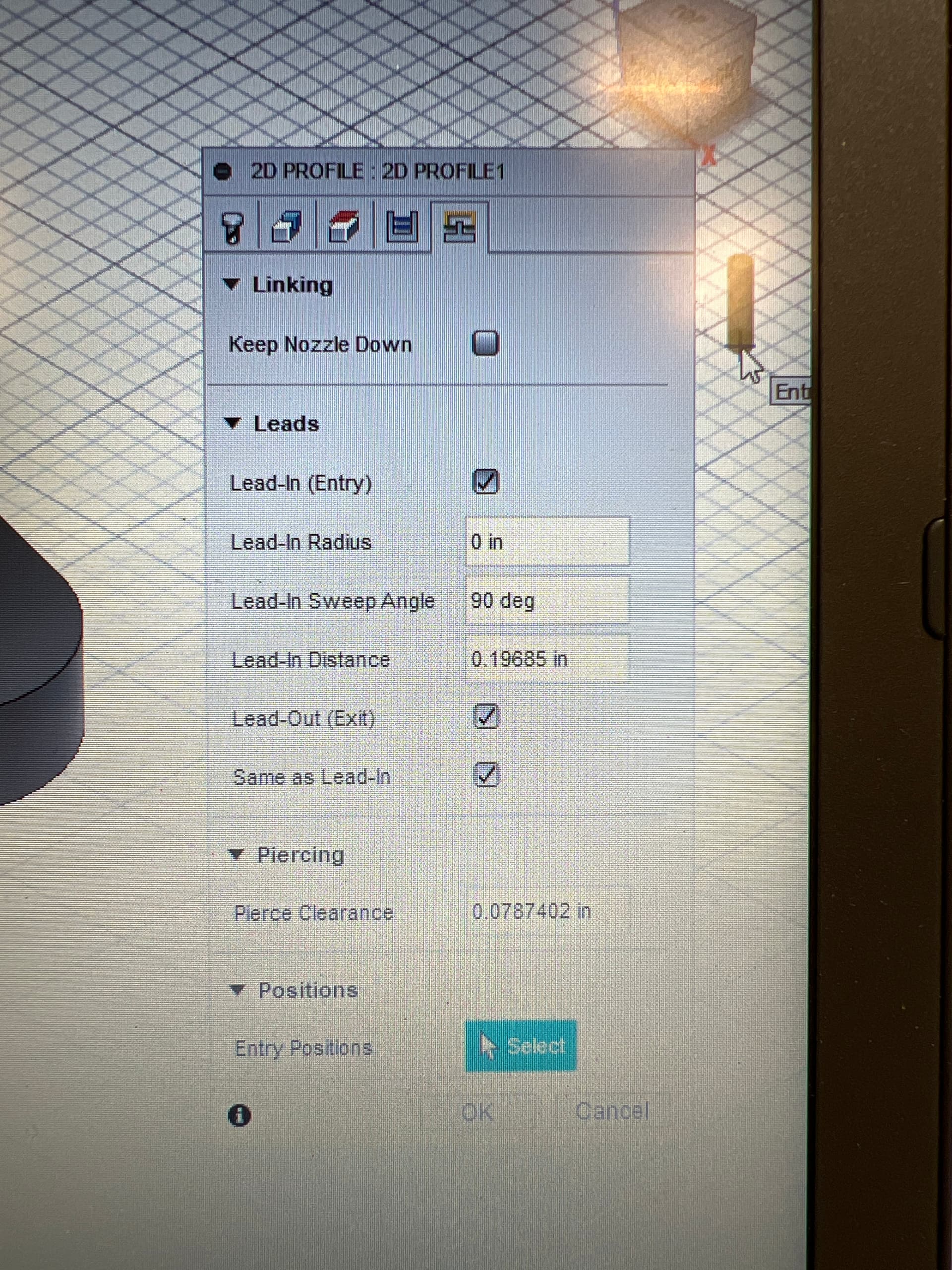
This is with a 1.5 second pierce delay, 25ipm feed and 0.04” cut height. I also changed the pierce height to 0.04” as it was set to 0.15” previously. I’ll post my post settings below in case anyone has any more ideas… there has to be something I’m missing here
I’m curious what Primeweld’s position on this is? Are they saying it should work? This isn’t just a finicky cut quality thing, this is not working at all!
That’s what I originally had pierce clearance set at, I’ll set it back now. I dropped it because a pierce at that height was hardly making a dent.
I believe Primeweld said that the factory installed tip is a 1.1 or 1.2mm
The machine has been used for only a couple of weeks, maybe 3 sheets of 1/8” aluminum and a 4”x6” piece of mild steel. Everything looks clean in that department
They are saying the only issue they could find with my setup was that I needed to switch to nitrogen. They’re very fast to respond so we’ll see what they say today