Most of my work is in 16 gauge metal. I find that even after looking at and making changes from all the posts about beveled edges I still cannot get a true square edge.
I’ve checked the Z-axis eccentric bearings.
I’ve squared my Hypertherm 45xp machine torch and installed new consumables.
I’ve tried cut heights from .03 to .08.
I’ve tried air pressure from 60psi to 100 psi.
I’ve tried amps from 35 to 45.
I’ve tried speeds from 100 to 300 ipm.
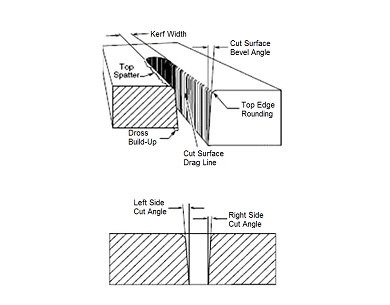
No matter what, I seem to get a 10-15 degree noticeable bevel on all internal and external faces. Is there another parameter or setting I might need to check or vary?
yes, I get great results on 16 gauge. My first question would be are you cutting clockwise or counter clockwise? I have the same setup, and use fine cut consumables at low speed book specs.
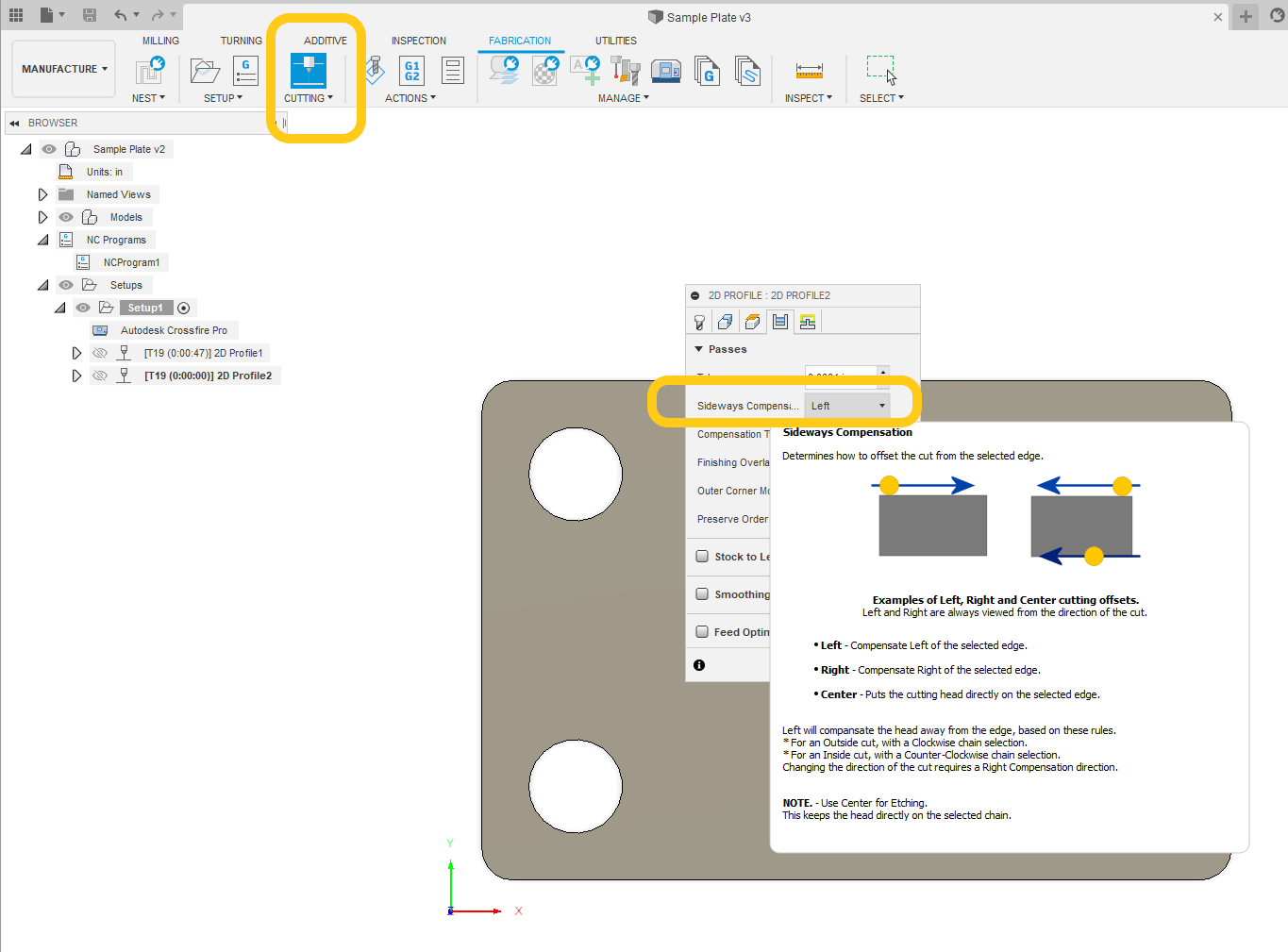
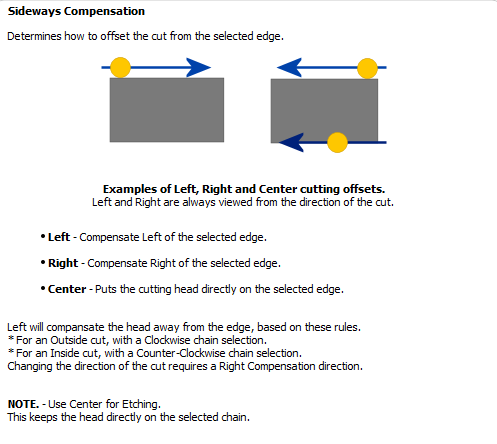
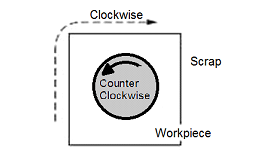
Cutting direction makes a big difference. The right side of the torch, in relation to the forward movement, gives the best results. This means counter-clockwise on interior cuts and clockwise on exterior cuts.
I don’t know how that is specified in Fusion, but in Sheetcam there is a check box for “reverse cut direction”
lol. @TinWhisperer puts together a powerpoint compared to my probing questions.
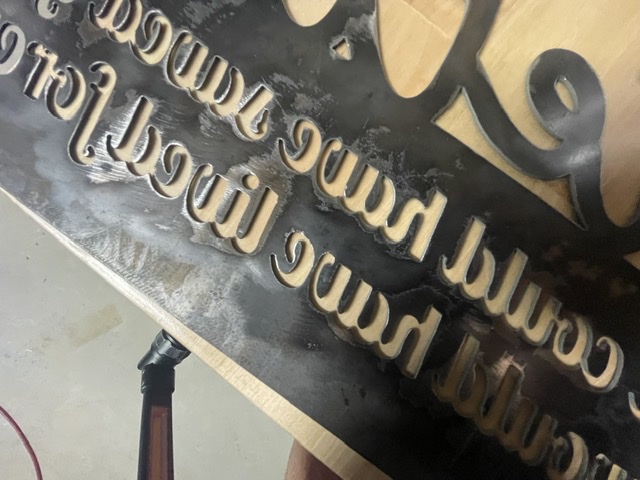
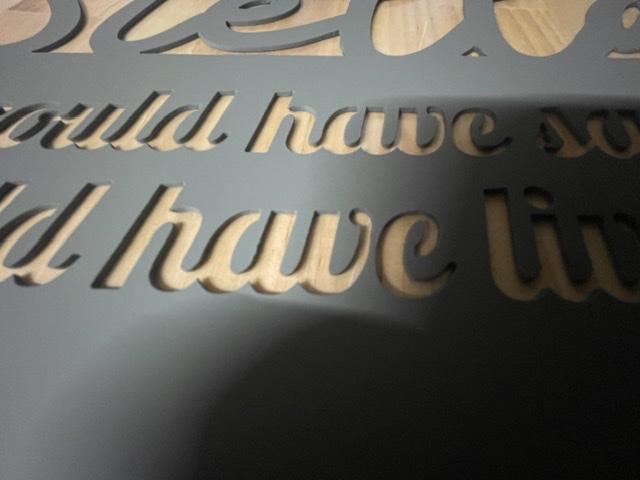
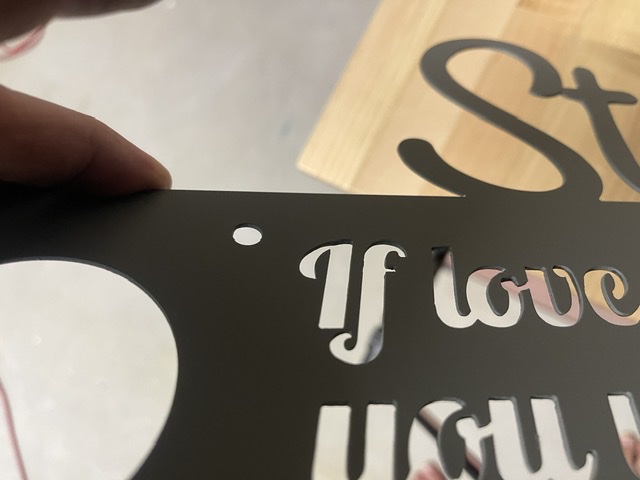
You also need to remember you’re using a plasma, not a laser. When I first started I posted a thread about managing expectations. I didn’t know how good or bad my cuts should look with this machine and my cutter. Yours look about right for 16 gauge on standard consumables.
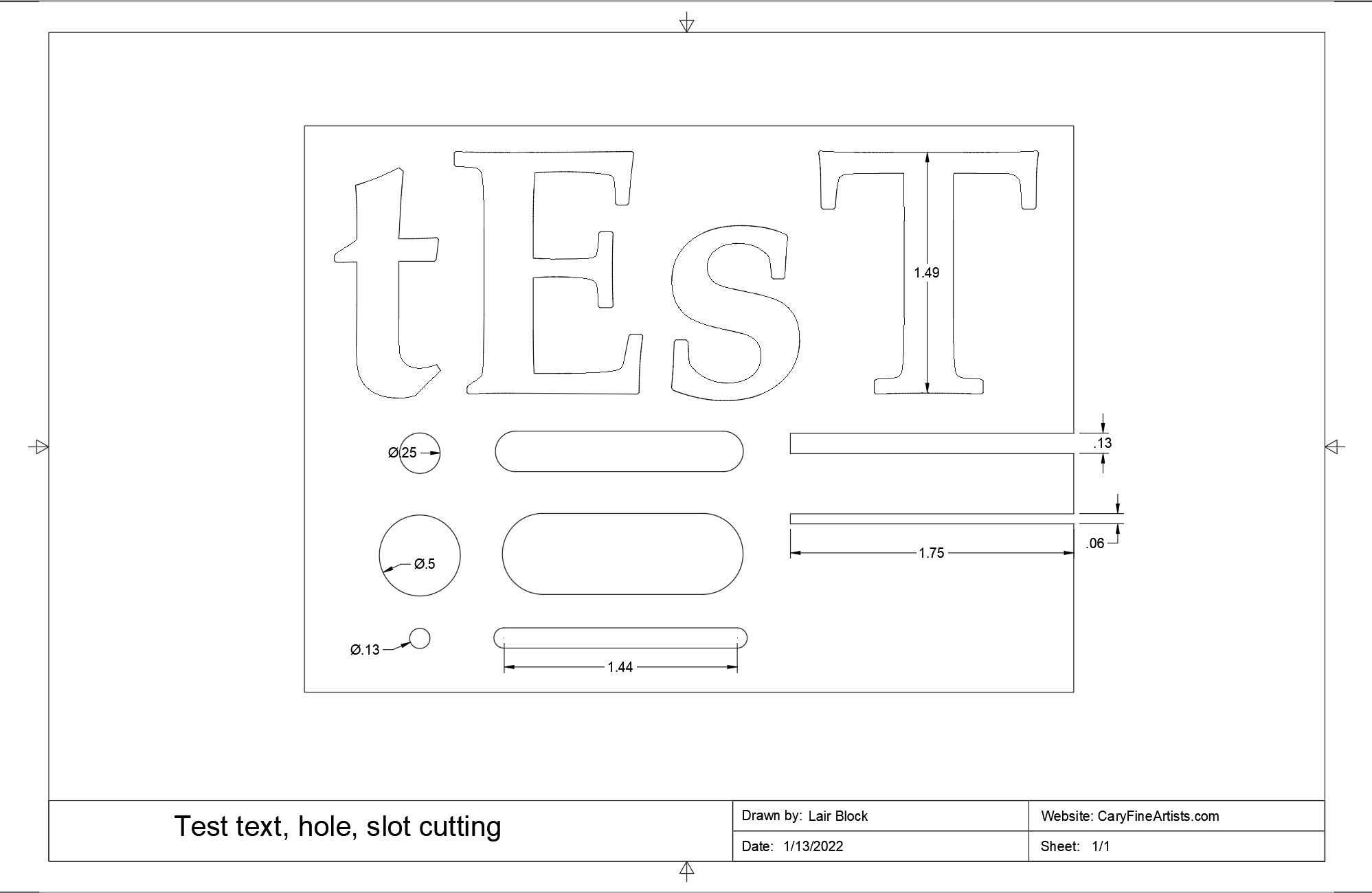
Here’s A small font I cut for a sign I make. This is about as good as is it will get if you ask me. Eyeball the crap out of anything and you’ll find a flaw.
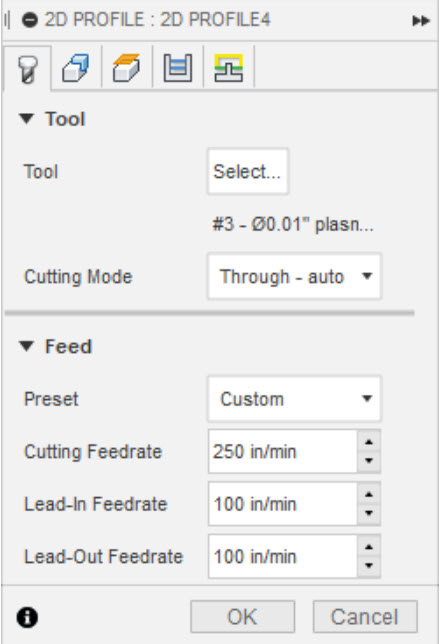
What kind of Kerf width are you using for this tool?
.01…? Seems pretty small
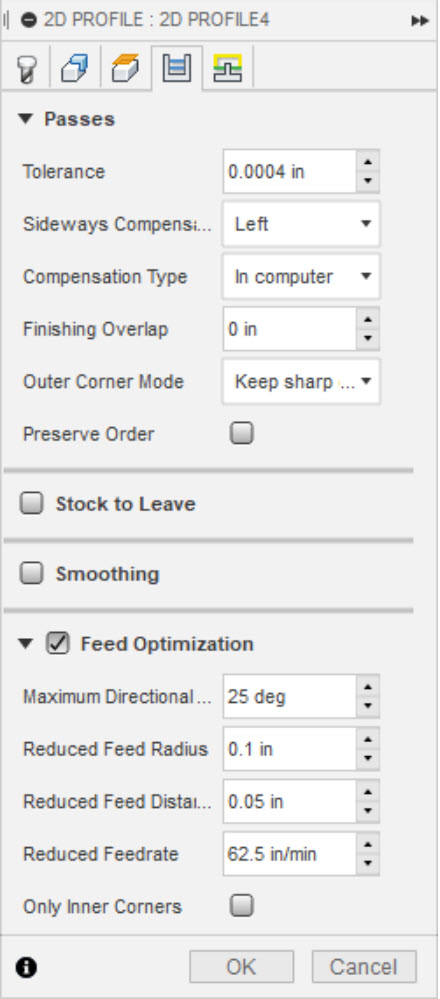
If you use a kerf width here that doesn’t match the actual kerf width of your tool it will affect the geometry.
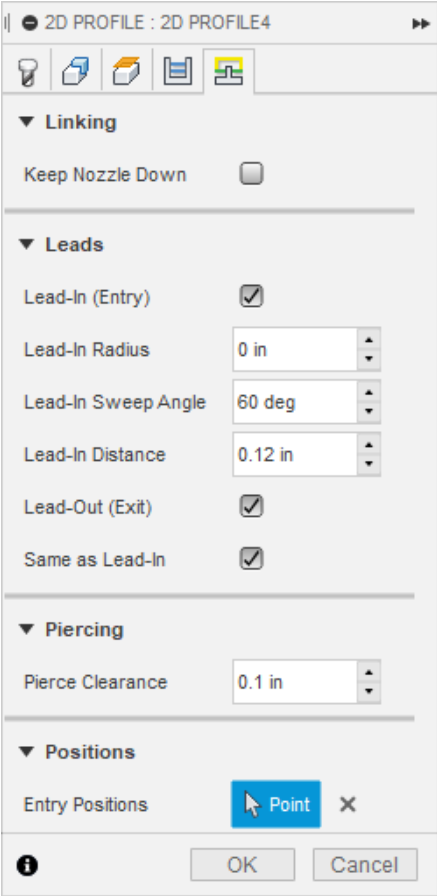
Also that slow lead in and lead out speed is going to give you a little bite at the lead and lead out point.
In some of my programs I run a slightly faster lead in and lead out then the cutting speed.
You might want to look into certified steels to keep it consistent on mills to a tighter tolerances to make all sheets even in there crystalline structures grain, like matched bullets makes for a tighter groupings vs a pile of random ammo, the rolling force direction when it comes through mill you might cut the plate the plate in half and turn the next plate on its side in comparison to it milled roller force direction and changes the circumstances, it could be very slight, and your trying to get it neat and clean as possible.
For a solution I might try sand blasting the surface to remove any scale, than try cutting., drawing a bar magnet in one direction, just experimenting to see what works and the effects, is it better to let it sit in the sun for hour - than cut it etc. You might be looking for that .005 difference to find that little trick that’s going to do it for consistency.