Probably I just didn’t want to make it worse.
Update, removed the inductor, updated the THC control software, moved the plasma cutter away as far as possible and added to the stepper motor cables and moved the control box from the leg away from the cutter and much more accessible to operate. ran two files 500-600 lines each in length ran like a champ. hopefully I can keep up the good luck streak.
Thanks for all for the help!
3 Likes
Looks like I spoke too soon, fire controls freezing sometimes fails to validate a program torch height control now seems to be offline.
Have you restarted FireControl? If let to sit for a while the USB devices (depending on settings on the computer) sometimes go into low power mode and can act like they are disconnected. Failing to validate (sending commands to the MCB in test mode) and THC “offline” can be symptoms of this issue.
Connections have been improved in the next version of FireControl. There are a lot of new features in this version and its taking longer than expected to release.
Please reach out to support with your specific issues with a program and we’ll respond ASAP.
1 Like
Yes I’ve restarted it and the computer several times I did finally get it to work a little bit now it seems to want to spark and go ahead and run a little ways on its own doing nothing.took a small video of the torch height control numbers they look way out of whack to me and it wasn’t cutting at the time but it was moving
I tried to upload the video it won’t allow me. essentially the smart voltage and the torch height control goes to between 285 and 300 volts. From what I remember it seems like it’s usually around 115 volts?
I’m a batch 2 guy, got my table up and running in May with a Cut 60 (placed on bottom shelf far side of table away from control box). Had initial issues with noise, incomplete cuts with Arc voltage alerts. Wrapped an extra loop of USB cable through the provided choke and added another choke with another wrap. Issues went away, whether laptop plugged in or not. Got about a dozen good cuts in by late May and was done with plasma cutting for a while since I didn’t need it just then and moved onto other projects.
Cleaned my water table last week, got everything spiffy, re-read/watched some of the how-tos and jumped back in a few days ago. I updated to 20.4 and the first cut was ok, but 2nd and 3rd I was getting Arc voltage lost and torch would stop midway through… uh-oh, back to its old shenanigans.
Looked here on the forum, found this thread. Good news was the process of removing L1 and soldering a bridge was fairly quick and painless. In case this plays into my continuing issues, I will say that in addition to the 4 white spacers, I had 4 white thin washers. I didn’t see them as I was taking the board out, so I figured they went under the 4 securing nuts on the top side of the board? That’s where they went when I put it back together. That was last night.
So I tested it out this afternoon. Both cuts I did I was having slightly incomplete cuts, as if I had programmed a tab in the post code (which I didn’t). But no Arc voltage lost errors.
Then this evening I tried a cut looking more for a complete cut than dialing in the numbers. On the first cut of the second round I again got an incomplete cut in the middle racetrack of the part and the small bolt holes turned out as oval circles, but the perimeter cut all the way through.
Then things got really weird. I lowered the amps (32) and tried it again. The torch went through the motion of cutting on bolt hole #1, but no arc. Then it fired on bolt hole #2, then cut a partial racetrack in the middle, then a partial perimeter cut. Then an Arc Voltage lost error. Tried the cut 2 more times, got an error each time (also tried unplugging the laptop as well on last 2 attempts).

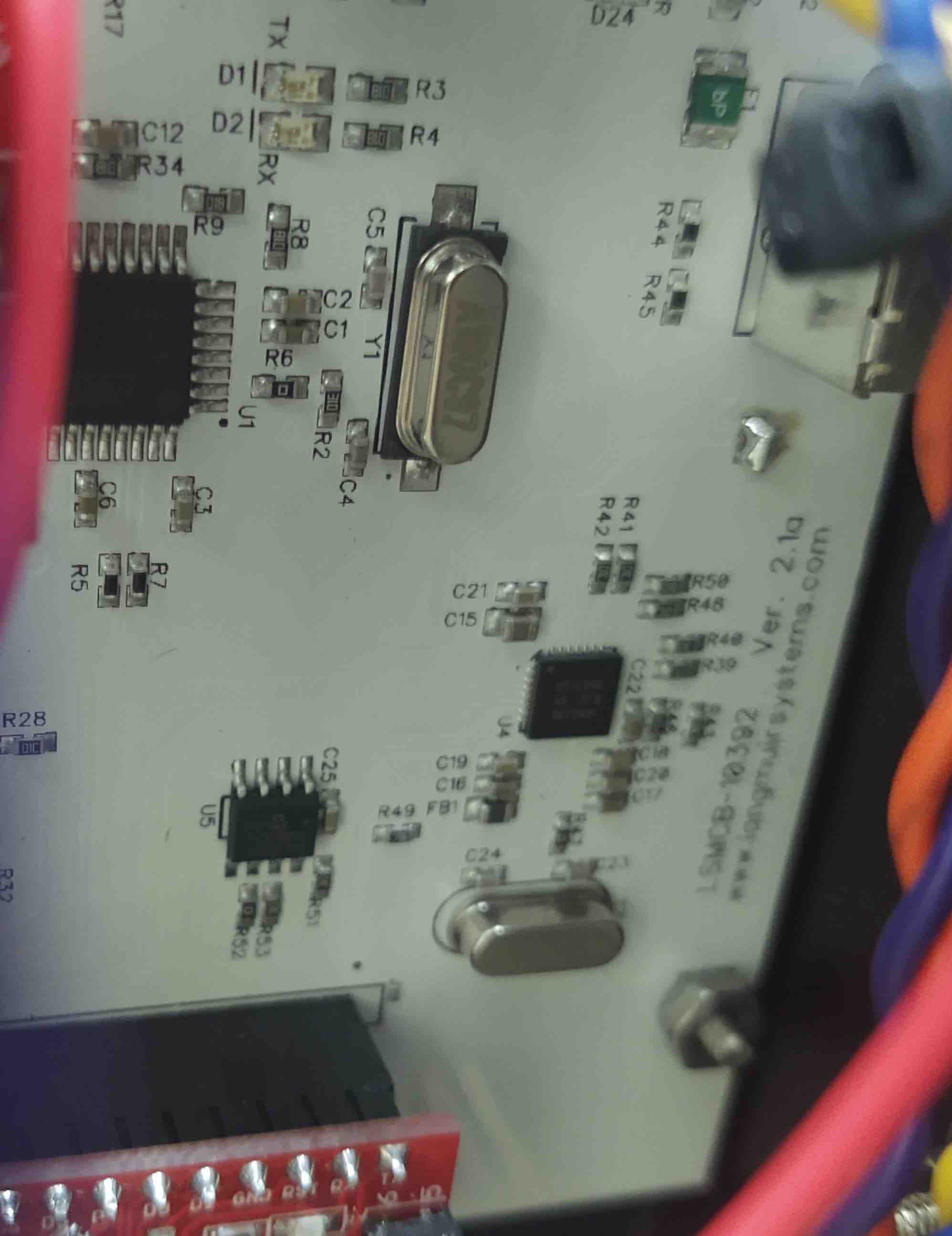
I pulled the cover to check to ensure my blob of solder was still intact… it was:
And here’s the lopsided cuts I’m getting. Seems smooth and zero dross on one side, jagged and much more dross on the other side.

Do I need a bunch more ferrite chokes as well? At a loss here! Can I roll back to previous firmware… would that help?
Your issues don’t seem like they are interference related, but rather parameter related. Would it be possible to share a video of the issues? That’s the best way for us to diagnose them.
Daniel, thanks for the response. Good to hear it’s not noise related. Yes, I do have video, let me get it processed and then I’ll upload it.
@langmuir-daniel Daniel, not sure where you wanted me to post the video. Don’t mean to hijack this thread, but here it is. As I was editing the video I noticed the small holes seemed to be getting cut twice each. Not sure what’s going on there since I only selected the 2 small holes, one center oval and perimeter to be cut. Also, speed seems to be way slow on the curved part of the racetrack/oval hole. These were very first two cuts I made (with 20.4):
Thanks for the video- definitely helps! Can you attach your G code file?
Sure. Haven’t posted G code on the forum here yet, so let me know if this is the correct file/type.
SC-1 Safety Catch.nc (23.7 KB)
You have good ground? Also I would try bumping the amps down on 22g with that speed. You can see how much heat sink you have on that middle oval. does your machine jog smooth? hard to tell by the video but it looks like it jumped speed real quick on the middle oval cut. I have no idea what could be going on with your little circles, it seems like the machine tried cutting twice.
I have had incomplete cuts bf but not to that effect. Infact I just setup my Pro and on the first run I had slight incomplete cuts, I turned up the pierce delay and on the second run and it seemed to work out better. But I also cut on a different portion of the table on the second run also. I have had this issue on my crossfire a while back to were it would only do it on certain files. I even had to add overcut to some files. Honestly I think what was a part of it, was my bearings were going bad. Once I set up my other crossfire it ran much smoother and the same files didn’t have those undercuts. So I think its a combo of things but if your machine isn’t moving smoothly or perhaps a lead screw is slipping that might be an option also. Or the THC which is a whole other variable.
1 Like
I just looked at this G code and it is thousands of lines long even though this part is extremely simple (i.e. could be programmed with 10-20 lines of code). Those simple arcs are being formed by thousands of lines of straight G1 moves that are extremely small. The controller has to parse through all that code so quickly that its up against the clock speed of the processor and as a result the feed rate suffers.
In short, i’d look at the CAD to make sure that those are true arcs. Also i recommend turning up the smoothing as much as possible to reduce the number of G code lines.
1 Like
@directioneast Yep, I double-checked ground. Jogged the torch all around the table just to check… I can say it’s as smooth as when I first put it all together, and all connections are tight. Doesn’t seem to jog rough at all to me. I did turn amps down to 32 and up pierce delay from 0.6 to 0.7 sec.
@langmuir-daniel I did repost the part. I simply ticked “smoothing” block in 2D CAM profile. As I said above, increased pierce delay to 0.7. Cut WAY better on 2nd and 3rd cut today.
Ran part #1 and it did same incomplete firing. Skipped small hole #1, then not clean on small hole #2, and incomplete cuts before getting Arc Voltage lost error popped up. My THC sample size for this cut was 180, turned it up to 200 for cut #2. On edit: Figured something may be up with the false starts, so I swapped out electrode and tip for new ones. Think that did the trick for the non-firing issues.

On cut #2 I got way cleaner holes, complete cut through on center racetrack hole, but incomplete cut on perimeter. Almost as if I had programmed in a tab… again, which I didn’t.

Thought maybe something weird was going on with identifying an entry position point on last tab of F360 CAM 2D profile, so reposted G-Code leaving blank, with no entry point selected.
Got pretty much the same result for cut #3, with an incomplete perimeter cut. Result on all 3 cuts was they all ended with an Arc Voltage lost error popup screen and the program paused.

Also, just as a data point: it took about a good 5 min of fiddling around to get FireControl and the CF Pro control box to synch up. The FireControl screen kept coming up with everything grayed out. Finally got it going after about the 5th or 6th try.
I was thinking maybe we could turn down the THC sample size after removing L1 and solder bridge?
Here’s my G-Code if it helps. Also, I can gin up another video if that would be helpful. Thanks!
SC-1 Safety Catchx2.nc (1.6 KB)
What gauge are you cutting?? Have you tried it with smart voltage on instead of inputting your own voltage?
20 ga. Went back to the shop to confirm I was using Smart Voltage, which I am. That’s when I noticed the asterisk pertaining to 14 ga. Doh! Maybe that’s contributing to these issues? Although it got me dialed in close enough to cut the part I was trying to make: 22 ga stainless.
Dialed it down to 26 amps and it cut great, minus my seemingly ever-present tab! I few wiggles and it came free and smoothed the “tab” off with a Dremel.
So I improvised with the “unexpected tab” on my last part, and besides the little rough spot from that area the final version came out fine.
I have now moved on to cutting a sheet metal version of an instrument panel. I have to come to learn some quirks with this system, have tried many things to try to resolve, but am not really sure what the problem is… so here goes:
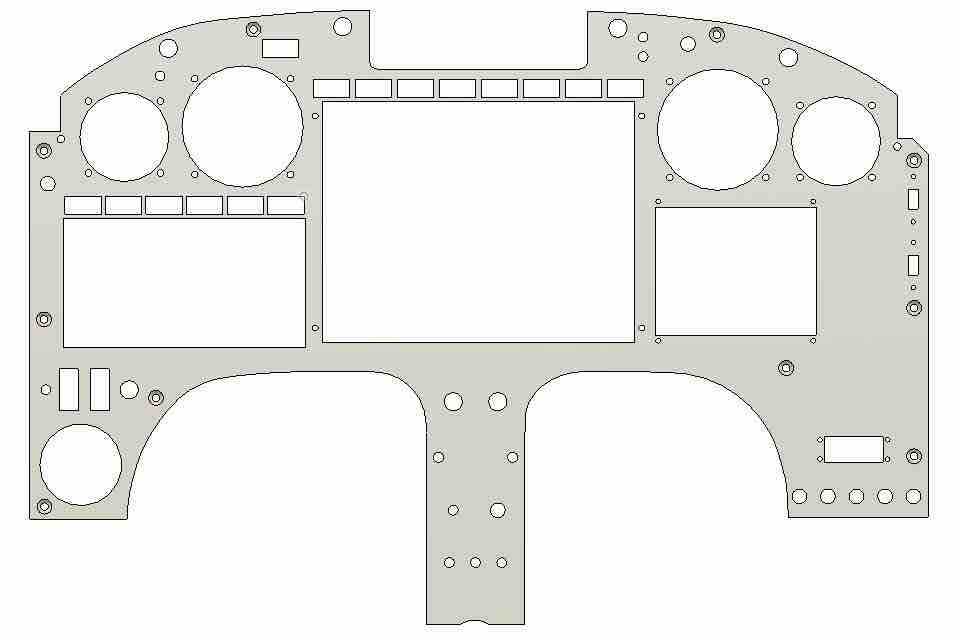
The instrument panel I’m attempting to cut should look like this:
The problem I’ve discovered is that any long runs of cutting results in an Arc Voltage lost error as the torch shuts off and stops. Any attempt to rerun the program gets nothing… EXCEPT if I up the THC sample size significantly, I’ll typically get another inch or two of cut. Decrease the Torch Speed Cutoff factor and I can squeak just a hair more… but never to a complete cut.
Although I’m on 20 ga steel (yes, I have seen the asterisk regarding 14 ga), and any playing around with live voltage (vs smart) settings does nothing as well.
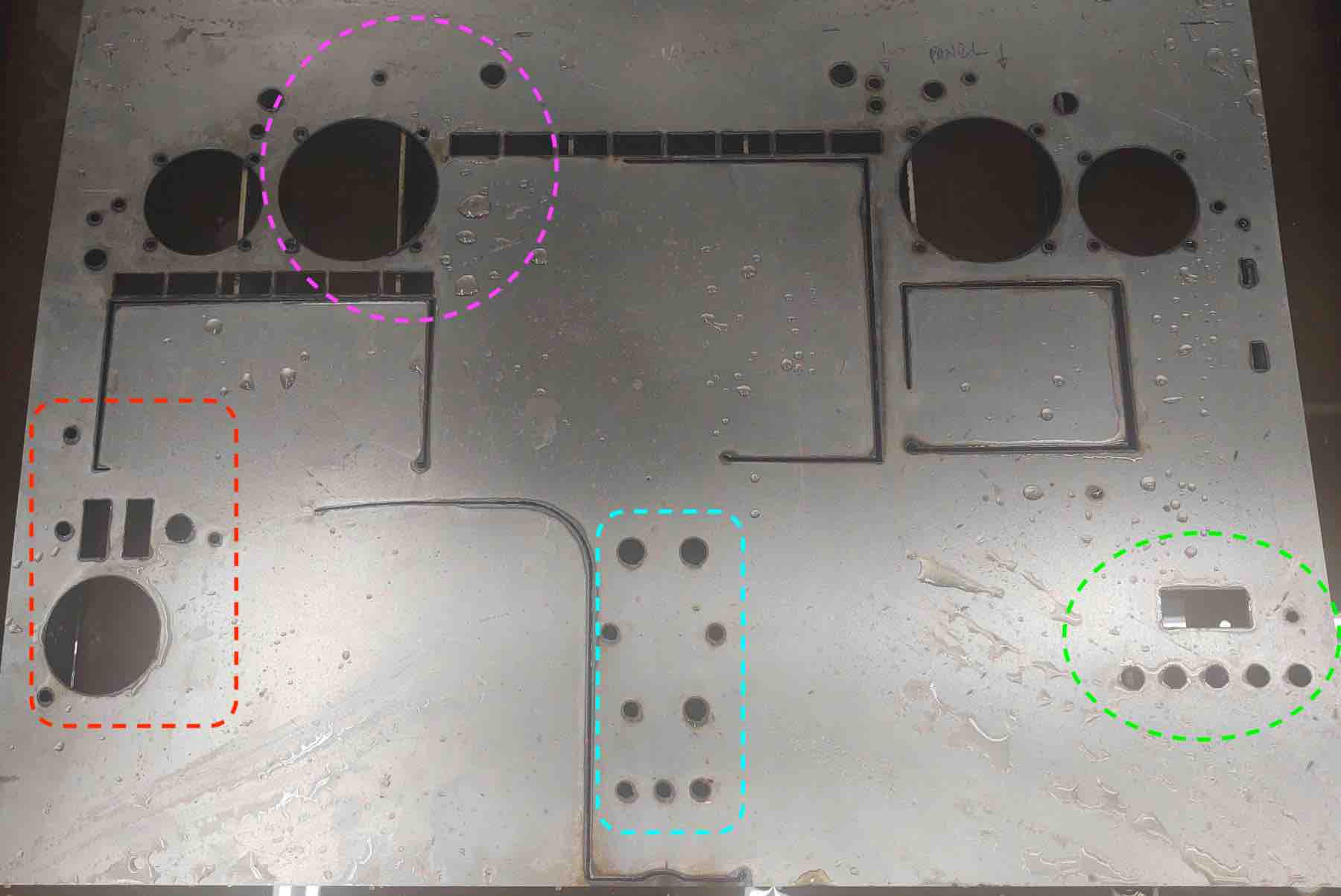
To try and get this thing done, I cherry picked clustered groups of holes and posted my G-Code for those. That seemed to be working, until I got to the 3 big rectangular holes in the middle and the perimeter which all stopped cutting --with arc voltage lost error-- at roughly the same length of cut.
Not sure what is going on. I’ll reiterate that I had issues early on after the initial table assembly, but the ferrite chokes resolved those. Now I’m plagued by these torch stoppages and Arc voltage errors, seemingly on longer cuts. Help!
In addition, here’s a copy of my original G-Code for my original intended job of cutting the entire panel.
Instrument panel.nc (30.8 KB)
Maybe we should move this into the THC subforum? But do you have any logs videos, or anecdotes about what the THC output was doing during these cuts? Wondering why you were losing arc, if it’s due to bad THC or something else. Have you done the long cuts like this on thicker material without THC successfully?