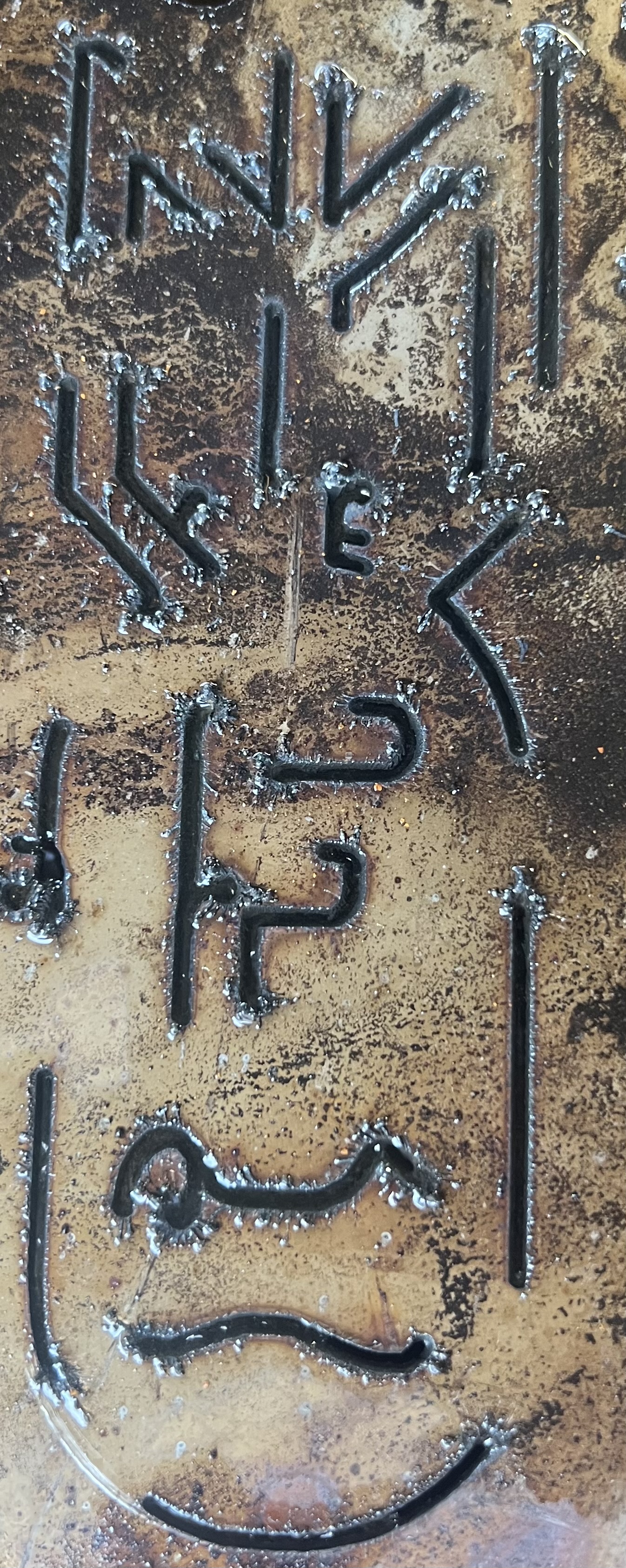
It’s been an ongoing issue with my everlast 62i. I’ve cleaned the THC and all that! I’ve got some cuts done before this happening today! It’s on 16g SS.
Please share the gcode file.
What is your air supply measuring at the plasma cutter (not the gauge on the machine)?
Photo of your consumables might be helpful.
You have some topside spattering that might be the torch too high. Have you measured the actual cut height recently? If the torch drifts too high the cutter will cut off.
1 Like
(v1.6-af)
G90 G94
G17
G20
H0
(2D Profile2)
G0 X0.6393 Y4.0523
G92 Z0.
G38.2 Z-5. F100.
G38.4 Z0.5 F20.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.1 (Pierce Height)
M3
G4 P0.6
G0 Z0.048 (Cut Height)
H1
G1 X0.5873 Y3.9789 F65.
G3 X0.5968 Y3.8635 I0.0735 J-0.052 F65.
G1 X0.6635 Y3.7961
G1 X0.7163 Y3.7392
G2 X0.9423 Y3.7891 I0.3158 J-0.8941
G1 Y4.8718
G1 X0.7653 Y5.0137
G1 X0.29 Y5.4904
G1 Y4.1735
G1 X0.5968 Y3.8635
G3 X0.712 Y3.8529 I0.064 J0.0633
G1 X0.7859 Y3.9041
H0
M5
G0 Z1.
G0 X1.3263 Y4.0669
G92 Z0.
G38.2 Z-5. F100.
G38.4 Z0.5 F20.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.1 (Pierce Height)
M3
G4 P0.6
G0 Z0.048 (Cut Height)
H1
G1 X1.2377 Y4.0513 F65.
G3 X1.1633 Y3.9626 I0.0156 J-0.0886
G1 Y3.7842
G2 X1.3502 Y3.7384 I-0.1312 J-0.9391
G1 X1.4038 Y3.797
G1 X1.7972 Y4.1864
G1 Y5.488
G1 X1.3409 Y5.0276
G1 X1.1633 Y4.8833
G1 Y3.9626
G3 X1.2377 Y3.874 I0.09 J0.
G1 X1.3263 Y3.8584
H0
M5
G0 Z1.
G0 X0.7797 Y2.4527
G92 Z0.
G38.2 Z-5. F100.
G38.4 Z0.5 F20.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.1 (Pierce Height)
M3
G4 P0.6
G0 Z0.048 (Cut Height)
H1
G1 X0.6911 Y2.4369 F65.
G3 X0.6168 Y2.3482 I0.0157 J-0.0886
G1 X0.6173 Y1.9425
G3 X0.937 I0.1599 J0.
G1 Y2.3554
G1 X1.2023
G3 Y2.6248 I0. J0.1347
G1 X0.9323
G1 Y2.9324
G1 X1.4157
G3 Y3.2018 I0. J0.1347
G1 X0.7506
G3 X0.6159 Y3.0703 I0. J-0.1347
G1 X0.6166 Y2.5237
G1 X0.6168 Y2.3482
G3 X0.6913 Y2.2597 I0.09 J0.0001
G1 X0.7799 Y2.2441
H0
M5
G0 Z1.
G0 X0.6532 Y1.214
G92 Z0.
G38.2 Z-5. F100.
G38.4 Z0.5 F20.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.1 (Pierce Height)
M3
G4 P0.6
G0 Z0.048 (Cut Height)
H1
G1 X0.7205 Y1.2739 F65.
G3 X0.7373 Y1.3883 I-0.0598 J0.0672
G1 X0.7275 Y1.4042
G1 X0.7154 Y1.4249
G1 X0.7028 Y1.4449
G1 X0.6961 Y1.4543
G1 X0.6889 Y1.4631
G1 X0.6811 Y1.4713
G1 X0.6729 Y1.4786
G1 X0.664 Y1.485
G1 X0.6545 Y1.4905
G1 X0.6445 Y1.495
G1 X0.6339 Y1.4983
G1 X0.6229 Y1.5005
G1 X0.6114 Y1.5016
G1 X0.5997 Y1.5014
G1 X0.5876 Y1.5001
G1 X0.5755 Y1.4975
G1 X0.5633 Y1.4937
G1 X0.5512 Y1.4888
G1 X0.5393 Y1.4826
G1 X0.5276 Y1.4753
G1 X0.5163 Y1.4668
G1 X0.5055 Y1.4573
G1 X0.4953 Y1.4467
G1 X0.4856 Y1.4351
G1 X0.4767 Y1.4226
G1 X0.4684 Y1.4091
G1 X0.4609 Y1.3948
G1 X0.4541 Y1.3797
G1 X0.448 Y1.3639
G1 X0.4426 Y1.3474
G1 X0.4379 Y1.3303
G1 X0.4338 Y1.3127
G1 X0.4303 Y1.2946
G1 X0.4273 Y1.2761
G1 X0.4248 Y1.2572
G1 X0.4227 Y1.2381
G1 X0.4209 Y1.2188
G1 X0.4181 Y1.1797
G1 X0.416 Y1.1405
G1 X0.414 Y1.1015
G1 X0.412 Y1.0632
G1 X0.4099 Y1.0258
G1 X0.4077 Y0.9896
G1 X0.4058 Y0.9545
G1 X0.4052 Y0.9375
G1 X0.4049 Y0.9207
G1 X0.4052 Y0.9043
G1 X0.4061 Y0.8881
G1 X0.4079 Y0.8721
G1 X0.4105 Y0.8565
G1 X0.4141 Y0.8413
G1 X0.4187 Y0.8265
G1 X0.4244 Y0.8123
G1 X0.4313 Y0.7986
G1 X0.4394 Y0.7857
G1 X0.4486 Y0.7737
G1 X0.459 Y0.7625
G1 X0.4705 Y0.7525
G1 X0.4831 Y0.7435
G1 X0.4899 Y0.7395
G1 X0.4968 Y0.7358
G1 X0.504 Y0.7324
G1 X0.5115 Y0.7293
G1 X0.5192 Y0.7266
G1 X0.5271 Y0.7242
G1 X0.5352 Y0.7222
G1 X0.5436 Y0.7205
G1 X0.5608 Y0.7182
G1 X0.5787 Y0.7174
G1 X0.5971 Y0.7179
G1 X0.6161 Y0.7197
G1 X0.6353 Y0.7227
G1 X0.6548 Y0.7268
G1 X0.6743 Y0.7318
G1 X0.6939 Y0.7375
G1 X0.7133 Y0.7439
G1 X0.7325 Y0.7507
G1 X0.7514 Y0.7579
G1 X0.77 Y0.7652
G1 X0.7882 Y0.7727
G1 X0.806 Y0.7801
G1 X0.8232 Y0.7875
G1 X0.84 Y0.7946
G1 X0.8563 Y0.8015
G1 X0.872 Y0.808
G1 X0.8871 Y0.8142
G1 X0.9018 Y0.8198
G1 X0.9159 Y0.8249
G1 X0.9295 Y0.8295
G1 X0.9426 Y0.8334
G1 X0.9553 Y0.8368
G1 X0.9676 Y0.8395
G1 X0.9795 Y0.8415
G1 X0.991 Y0.8429
G1 X1.0023 Y0.8436
G1 X1.0133 Y0.8437
G1 X1.0241 Y0.8431
G1 X1.0348 Y0.842
G1 X1.0456 Y0.8431
G1 X1.0564 Y0.8437
G1 X1.0674 Y0.8436
G1 X1.0787 Y0.8429
G1 X1.0902 Y0.8415
G1 X1.1021 Y0.8395
G1 X1.1144 Y0.8368
G1 X1.1271 Y0.8334
G1 X1.1402 Y0.8295
G1 X1.1538 Y0.8249
G1 X1.1679 Y0.8198
G1 X1.1826 Y0.8142
G1 X1.1977 Y0.808
G1 X1.2134 Y0.8015
G1 X1.2297 Y0.7946
G1 X1.2464 Y0.7875
G1 X1.2637 Y0.7801
G1 X1.2815 Y0.7727
G1 X1.2997 Y0.7652
G1 X1.3183 Y0.7579
G1 X1.3372 Y0.7507
G1 X1.3564 Y0.7439
G1 X1.3758 Y0.7375
G1 X1.3954 Y0.7318
G1 X1.4149 Y0.7268
G1 X1.4344 Y0.7227
G1 X1.4536 Y0.7197
G1 X1.4725 Y0.7179
G1 X1.491 Y0.7174
G1 X1.5089 Y0.7182
G1 X1.5261 Y0.7205
G1 X1.5345 Y0.7222
G1 X1.5426 Y0.7242
G1 X1.5505 Y0.7266
G1 X1.5582 Y0.7293
G1 X1.5656 Y0.7324
G1 X1.5729 Y0.7358
G1 X1.5798 Y0.7395
G1 X1.5866 Y0.7435
G1 X1.5992 Y0.7525
G1 X1.6107 Y0.7625
G1 X1.6211 Y0.7737
G1 X1.6303 Y0.7857
G1 X1.6384 Y0.7986
G1 X1.6452 Y0.8123
G1 X1.651 Y0.8265
G1 X1.6556 Y0.8413
G1 X1.6592 Y0.8565
G1 X1.6618 Y0.8721
G1 X1.6636 Y0.8881
G1 X1.6645 Y0.9043
G1 X1.6648 Y0.9207
G1 X1.6645 Y0.9375
G1 X1.6639 Y0.9545
G1 X1.662 Y0.9896
G1 X1.6598 Y1.0258
G1 X1.6577 Y1.0632
G1 X1.6557 Y1.1015
G1 X1.6537 Y1.1405
G1 X1.6516 Y1.1797
G1 X1.6488 Y1.2188
G1 X1.647 Y1.2381
G1 X1.6449 Y1.2572
G1 X1.6424 Y1.2761
G1 X1.6394 Y1.2946
G1 X1.6359 Y1.3127
G1 X1.6318 Y1.3303
G1 X1.6271 Y1.3474
G1 X1.6217 Y1.3639
G1 X1.6156 Y1.3797
G1 X1.6088 Y1.3948
G1 X1.6013 Y1.4091
G1 X1.593 Y1.4226
G1 X1.5841 Y1.4351
G1 X1.5744 Y1.4467
G1 X1.5642 Y1.4573
G1 X1.5534 Y1.4668
G1 X1.5421 Y1.4753
G1 X1.5304 Y1.4826
G1 X1.5185 Y1.4888
G1 X1.5064 Y1.4937
G1 X1.4942 Y1.4975
G1 X1.4821 Y1.5001
G1 X1.47 Y1.5014
G1 X1.4583 Y1.5016
G1 X1.4468 Y1.5005
G1 X1.4358 Y1.4983
G1 X1.4252 Y1.495
G1 X1.4152 Y1.4905
G1 X1.4057 Y1.485
G1 X1.3968 Y1.4786
G1 X1.3886 Y1.4713
G1 X1.3808 Y1.4631
G1 X1.3736 Y1.4543
G1 X1.3669 Y1.4449
G1 X1.3543 Y1.4249
G1 X1.3422 Y1.4042
G1 X1.3296 Y1.3837
G1 X1.3228 Y1.3739
G1 X1.3155 Y1.3646
G1 X1.3076 Y1.3558
G1 X1.2991 Y1.3476
G1 X1.2897 Y1.3401
G1 X1.2796 Y1.3334
G1 X1.2687 Y1.3275
G1 X1.257 Y1.3224
G1 X1.2446 Y1.318
G1 X1.2315 Y1.3144
G1 X1.218 Y1.3114
G1 X1.2041 Y1.3089
G1 X1.1899 Y1.307
G1 X1.1756 Y1.3055
G1 X1.1468 Y1.3035
G1 X1.1182 Y1.3025
G1 X1.09 Y1.302
G1 X1.0622 Y1.3021
G1 X1.0348 Y1.3027
G1 X1.0075 Y1.3021
G1 X0.9797 Y1.302
G1 X0.9515 Y1.3025
G1 X0.9229 Y1.3035
G1 X0.8941 Y1.3055
G1 X0.8798 Y1.307
G1 X0.8656 Y1.3089
G1 X0.8517 Y1.3114
G1 X0.8381 Y1.3144
G1 X0.8251 Y1.318
G1 X0.8127 Y1.3224
G1 X0.801 Y1.3275
G1 X0.7901 Y1.3334
G1 X0.78 Y1.3401
G1 X0.7706 Y1.3476
G1 X0.7621 Y1.3558
G1 X0.7542 Y1.3646
G1 X0.7469 Y1.3739
G1 X0.7401 Y1.3837
G1 X0.7373 Y1.3883
G3 X0.6274 Y1.4247 I-0.0766 J-0.0472
G1 X0.5438 Y1.3915
H0
M5
G0 Z1.
G0 X-0.0792 Y2.4194
G92 Z0.
G38.2 Z-5. F100.
G38.4 Z0.5 F20.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.1 (Pierce Height)
M3
G4 P0.6
G0 Z0.048 (Cut Height)
H1
G1 X0.0095 Y2.4351 F65.
G3 X0.0838 Y2.5237 I-0.0156 J0.0886
G1 Y2.8451
G2 X0.4859 Y3.6202 I0.9483 J0.
G1 X0.04 Y4.0706
G1 Y5.9376
G2 X0.1512 Y5.9837 I0.0651 J0.
G1 X0.9423 Y5.1902
G1 Y5.9479
G2 X1.0528 Y6.0584 I0.1105 J0.
G2 X1.1633 Y5.9479 I0. J-0.1105
G1 Y5.2037
G1 X1.9358 Y5.9829
G2 X2.0472 Y5.937 I0.0463 J-0.0459
G1 Y4.0821
G1 X1.5796 Y3.6193
G2 X1.9804 Y2.8451 I-0.5476 J-0.7742
G1 Y0.9883
G2 X1.0321 Y0.04 I-0.9483 J0.
G2 X0.0838 Y0.9883 I0. J0.9483
G1 Y2.5237
G3 X0.0095 Y2.6123 I-0.09 J0.
G1 X-0.0792 Y2.628
H0
M5
G0 Z1.
M30
(PS65)
I recently changed my TH from .06 to .048
I need to double check on the air supply on the gauge on the regulator.
Too many factors, and seeing how you already posted in Facebook, I’ll ask something else.
Post pictures of your consumables, especially the electrode.
Share with us your entire air setup, your plasma cutter, how you’re wired, and how you came to establish your physical cut height.
Also, share your file - if this was done on Fusion, share the F3D file as some of us (myself included) would love to see your CAD/CAM setup as you created it.
1 Like
For air supply: I have 50ft of hoses to a Desiccant Dryer and Filter to a Industrial Air Filter Regulator
Consumables do have some life on them. I was cutting just fine last week until today. (pics to come)
Im not sure if Im sharing the file correctly or not.
F-Bomb.f3d (57.4 KB)
You shared it correctly.
I’m about to open it.
As for “have some life on them”…let’s see!
We’re just here to help.
Just opened your file, there is no setup or any profiles created?
If you created a new file, that won’t show what you actually created.
I’m going to venture and guess it’s either a mechanical issue (torch height might not be where it should be) paired with moisture and possibly air supply issues. Although I learned recently about another member having IHS acting up and actually allowing a torch on/off to occur while cutting.
Your air supply is missing info such as air pressure (at the plasma cutter and out the regulator on your compressor) as well as CFM, etc. More info helps, less info doesn’t unfortunately.
1 Like
So what I did try was turning off the THC and it still did it. That’s why I assumed it was a gcode issue.
THC works as long as the end user has everything set up correctly.
You never stated how you established your actual torch height.
Yes I did when I first got my THC installed and everlast 62i
What Nelson and I are asking is “Have you verified what your system is actually setting your torch at when you designate the cut height of 0.06 inches.” Systems once tested sometimes reveal an amazing divergence from the actual setting you were expecting.
Run this gcode file from @Phillipw
cut height test.tap (224 Bytes)
It will go thru the IHS (initial height sensing) and then go to the cut height of 0.060 inches and stop. Measure and see if you are at 0.060 inches. The torch will never fire with this code as it never gets the command to fire.
Here is what the file is:
(v1.6-sc)
G90 G94
G17
G20 (Units: Inches)
H0
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.15 (Pierce Height)
G4 P0.5
G1 Z0.06 F100.0 (Cut Height)
M5 M30
(PS100)
Notice it also includes the “springback/Backlash” of 0.02 inches. If you are doing this test on 10 gauge or thicker, you really don’t need any springback so adjust accordingly. You will also notice, this gcode file does not include the M3 (turn torch on) command.
4 Likes
Measure with feeler gauges, not a ruler or eyeball guesswork.
5 Likes
- Change your consumables, including the electrode. Not Chinese junk.
- 2 Air pressure to 75 psi, not 55 or 60 75!!
- Ensure the work clamp is on the metal you are cutting. Not the slates.
- Pierce delay .05- .07
- 110 ipm
- Pierce height .12
- Cut height .062
- backlash to 0
- 30 amps.
- Please send a picture of your torch consumables and mounting.
- Ensure the work connection is connected to the plasma cutter correctly.
- Again, ensure you have 75 psi on the front of the plasma cutter while it is cutting.
This is the correct setup. I am willing to bet your electrode is toast among other consumable parts.
Do not buy crap Plasmadyn or Amazon china junk consumables.
Run the
cut height test.tap (224 Bytes)
file and see what the torch height is really at.
Good luck and please update us on your results.
ACFrOgBiZgGnIZ_faY61udw-c58QsbPreCBsXLA_OYF1ihr_DCGwP0F1nNeWtQxbT3qOFse26mG6UB9i7AdWW56CarYnZXREt_IM6CALWPZDdnM43xHNu8SpANBgov0= (3).pdf|attachment (48.0 KB)
7 Likes
I’ll reinforce this with I doubt the supplied air is very dry either based on the described setup. 50ft of hose to just a desiccant dryer is typically not enough (well I guess based on geographical location, if in the desert maybe) to sufficiently cool the compressed air for drying. Where are you located, Cazworx? I would highly recommend adding a water trap before the desiccant and then motor guard filter right before the plasma cutter.
Most of us who have been in this for a while have either a run of copper as an “aftercooler” with a water trap immediately after, or an “intercooler” between the compressor and tank to help drop suspended moisture out of the charge air. To get maximum electrode life, however, a HVAC air dryer is really needed right before the plasma cutter to get the dryest air possible.
Also, when cutting stainless, make sure your water table is maximally full, you want to protect that alloy as much as possible from oxygen getting introduced to it, as well as capture ALL of the stuff you’re vaporizing away from it. Have GOOD ventilation blowing any fumes from the table away from you. Ain’t gonna kill you (immediately), but chromium isn’t good for you.
2 Likes
Im based out of south Texas Bordertown to Mexico. Humidity 77%.
2 Likes
I can get all that info when Im out of work today! Also, the pictures of the consumbles as well!
2 Likes
In that case, yes, you’ll definitely need to beef up your equipment to dry your supplied compressed air. I’m in Houston, and my intercooler, runs of air hose (100ft and 15ft), desiccant dryer, and motor guard, are not enough as I am still getting moisture into my consumables. Eventually when I win the lottery, I need to put an HVAC air dryer before my motor guard
Right now my setup is: Compressor, Intercooler, Water Trap, Tank, 1st Regulator (125psi), 100ft hose, Reg/Filter/H2OTrap/Desiccant, MotorGuard, 15ft hose, Everlast Regulator (80psi), Plasma
See, the request for all information wasn’t a personal one as you can see multiple members requesting the same information.
People are only here to help, but man it’s like pulling teeth around here just trying to get others to provide the information we ask for.
1 Like
Go budget.
Dorm fridge from WalMart, 40’ of soft copper tubing a couple fittings and be done.
4 Likes