Also works, as long as it has the spine to dump the heat out.
Good idea packing it with mass (water) to reduce thermal shock on the system. Nice.
Only thing I’d do different is upgrade those desiccant housings to something rated for air (yea, I know). Pulses in the line could fatigue the plastic over time and break them, and shards of polycarb flying every which way may not be desired.
I just want to add extra emphasis on something that Bigdaddy2166 said. 75psi “WHILE IT’S CUTTING” I’ve seen lots of guys not have enough CFM (I was one of these guys back in the day) and the cut starts at 75 psi then falls off a cliff, and you loose the arc.
If your hose is too long or two small or both you’ll see massive pressure drop after the pierce. I had to upgrade to a high flow regulator and run 1/2" hose all the way to my cutter.
Also not having enough cfm to hold a consistent 75 psi will cause the voltage to change after the THC has made it’s calculation. Then when it tries to comp it can cause problems like this. You might have to increase the sample time to encapsulate the pressure stabilization.
Agreed. Lack of air and too high of a cut height would both cause the torch to stop. (Also EMI)
You know, my theory of the cut height being too high, is wrong.
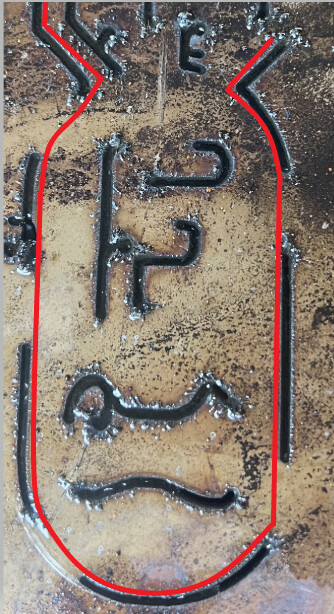
I have never cut out the F-bomb but I suppose If you look at this one contour, this is meant to be cut as one continuous line. It breaks almost in a rhythm of on-off-on-off-on. If it was cut height it would extinguish and not come back on. If it was bad consumables, it is doubtful to have this rhythm and EMI would have been much more random and likely stop cutting all together.
This is likely something with the air because neither the torch or FireControl is giving the signal to turn off the torch. Once the air pressure is up to critical threshold, the electrode moves into position to ignite again.
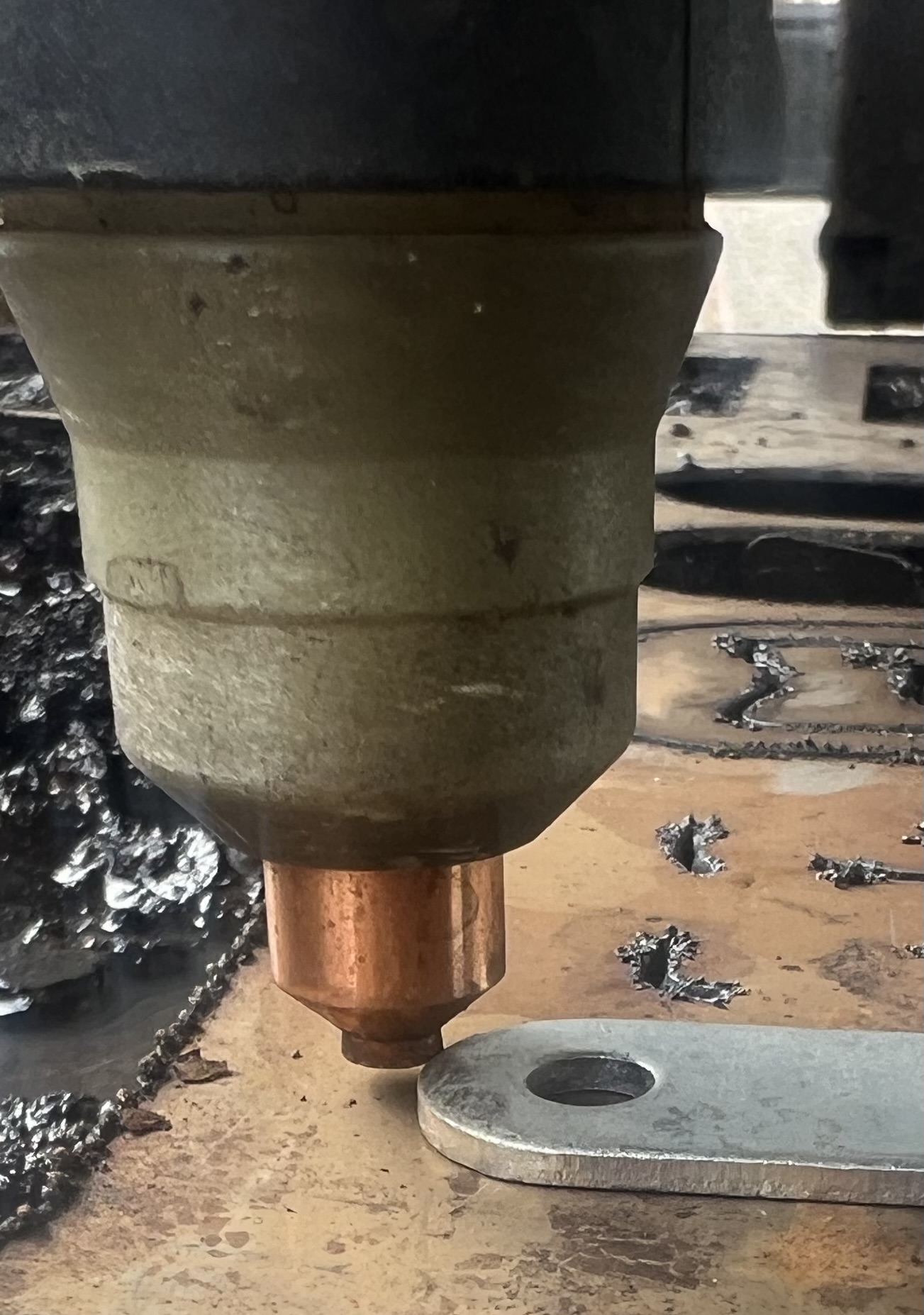
So I ran the THC test and here are the results. Also, these are how my consumables look after trying to troubleshoot that “maybe” it was the file (switched to sheetcam). That wasn’t the issue.
Assuming it’s an air pressure issue which you can see I’m getting moisture on the electrode but also on the tip I’m getting a “arc looking” deal. Any ideas?
For my compressor is a 60gal husky (11.5cfm at 90psi)
11.5cfm is a respectable number, definitely not an air pressure issue unless you’ve lowered pressure on -
1.the regulator going out to the plasma cutter and/or
2. the regulator on the plasma cutter itself
You definitely don’t want too low of air pressure going to your plasma cutter, and out of it.
But yeah, you can see it yourself that you do indeed have moisture in your air. The swirl marks on your electrode are evidence of that, and it’s pretty bad if that’s a new consumable set.
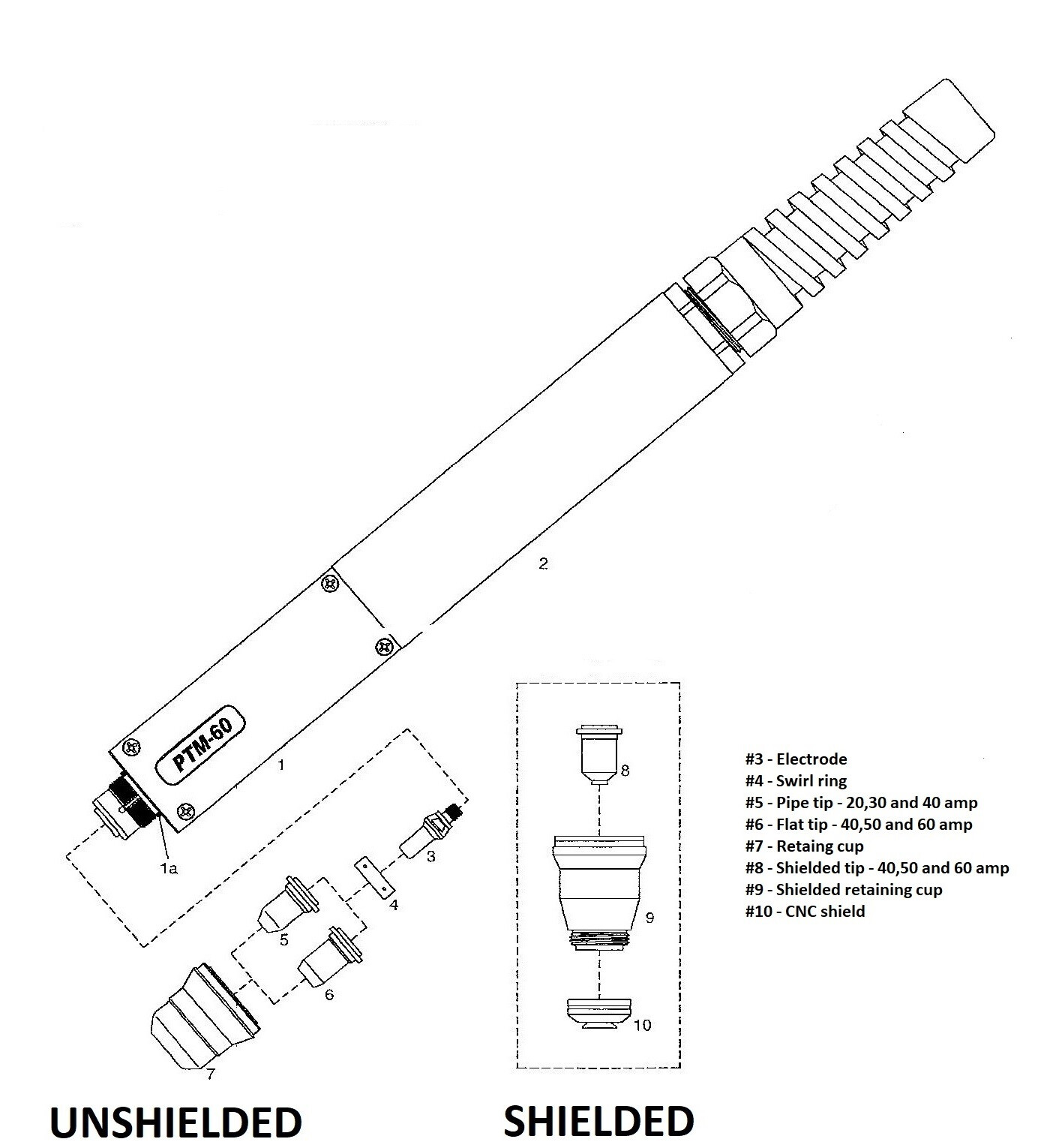
The electrode is toast. The problem that sticks out to me is the tip. It looks like a shielded version of the tip being used without the shielded-style cup, but I could be wrong.
I’d say you’re correct, looks like a shielded tip with that projected end.
edit and to Caz, stick with the shielded tips, but get the shielded cup too (@mechanic416). It WILL help you not chew through expendables as fast. Keeps the gunk and schmoo away mo betta. However, your air system also needs more moisture control.
Moisture in the air, Yes. Wrong cutting tip for the application, Yes. Wrong size cutting tip for the plasma setting or burnt out tip, Maybe. Air pressure may be low, Yes. But none of these will cause what is going on.
If it was air pressure dropping out it would not re-fire on its own. This would have to come from a command from the program. The plasma cutter can not re- fire with out something telling it to. Also if you blow up the picture the starts and stops are to clean.
I wondered if I was all wet with that prediction. Thank you for clearing that up.
I had times that my cutter was intermittently being successful to cut thru the metal but it was scarring the metal in-between those successes. In my case it was flecks of aluminum bouncing around in the torch head that was interfering.
Possibly. EMI does some very unpredictable things but similar to this situation with the torch stopping it’s burning, how does it come back on without the command.
A video would be very helpful and if possible a video of FireControl and the torch behavior.