That cutter should have enough power to cut the material
send a picture of your consumables you were using for the failed cut. Take the picture looking down into the tip and a pic of your electrode from the top.
That cutter should have enough power to cut the material
send a picture of your consumables you were using for the failed cut. Take the picture looking down into the tip and a pic of your electrode from the top.
Maybe your Titan unit is having an internal regulator issue?
That’s possible. How can I check that?
The switch control is raw voltage.
The swirl ring looks to be upside down.
Flip the tip 180 degrees and take a pic down into it.
I think your issues are air related, Tin is onto something with the regulator.
Yes, I think I will have to disassemble to see if there is a blockage
I flipped it to the correct side as pointed out in this post Swirl ring direction matters more than I thought - #6 by mechanic416
I mean, the successful cut I did a few days ago was done with the ring incorrectly installed..
You wouldn’t be the first to have an issue with their internal regulator.
I know there have been plenty of posts here regarding people replacing or even bypassing their Razorweld’s internal regulator.
Not bizarre for it to happen with another Chinese machine. Hell, even quality machines are susceptible to issues (maybe just less often).
Cutting 3/8” mild steel your settings should be somewhere in or around around these settings.
60 amps
40 ipm
cut height: .06”
.7, .8 pierce delay
.15 pierce height
Air should be 70 psi for the complete cut time
You have to consider the duty cycle of the plasma cutter also.
swirl ring direction shouldn’t matter as that is not causing your cutting trouble.
Your compressor can not keep up with the air needed to complete the cuts
Is this setting with a machine torch? I’m wondering if that makes any difference. The 40ipm seems a bit fast. At that speed as opposed to 15ipm at 45a, my cut should be less than 3 minutes. Duty cycle at 65A is 40% so I’d imagine that is acceptable.
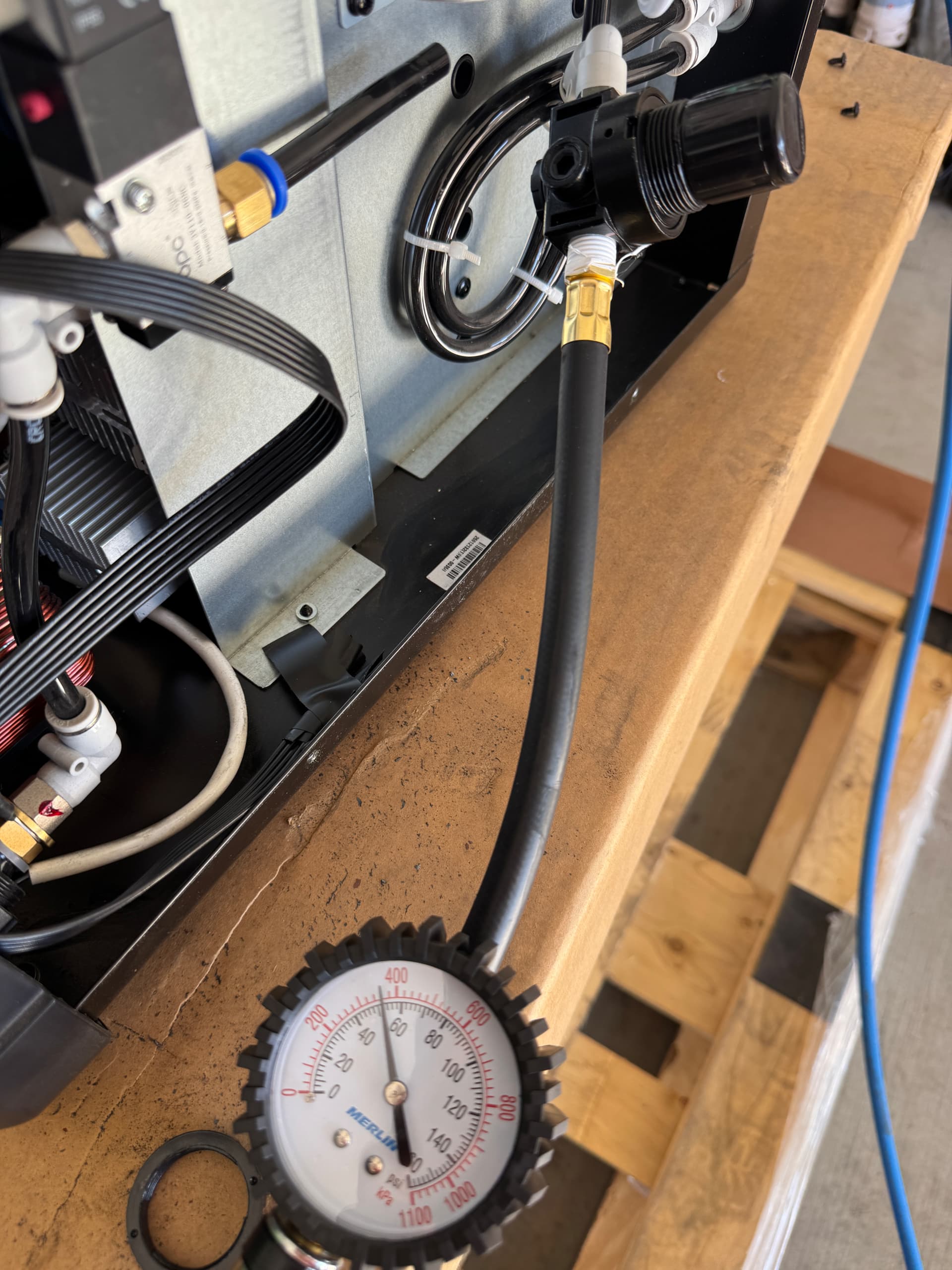
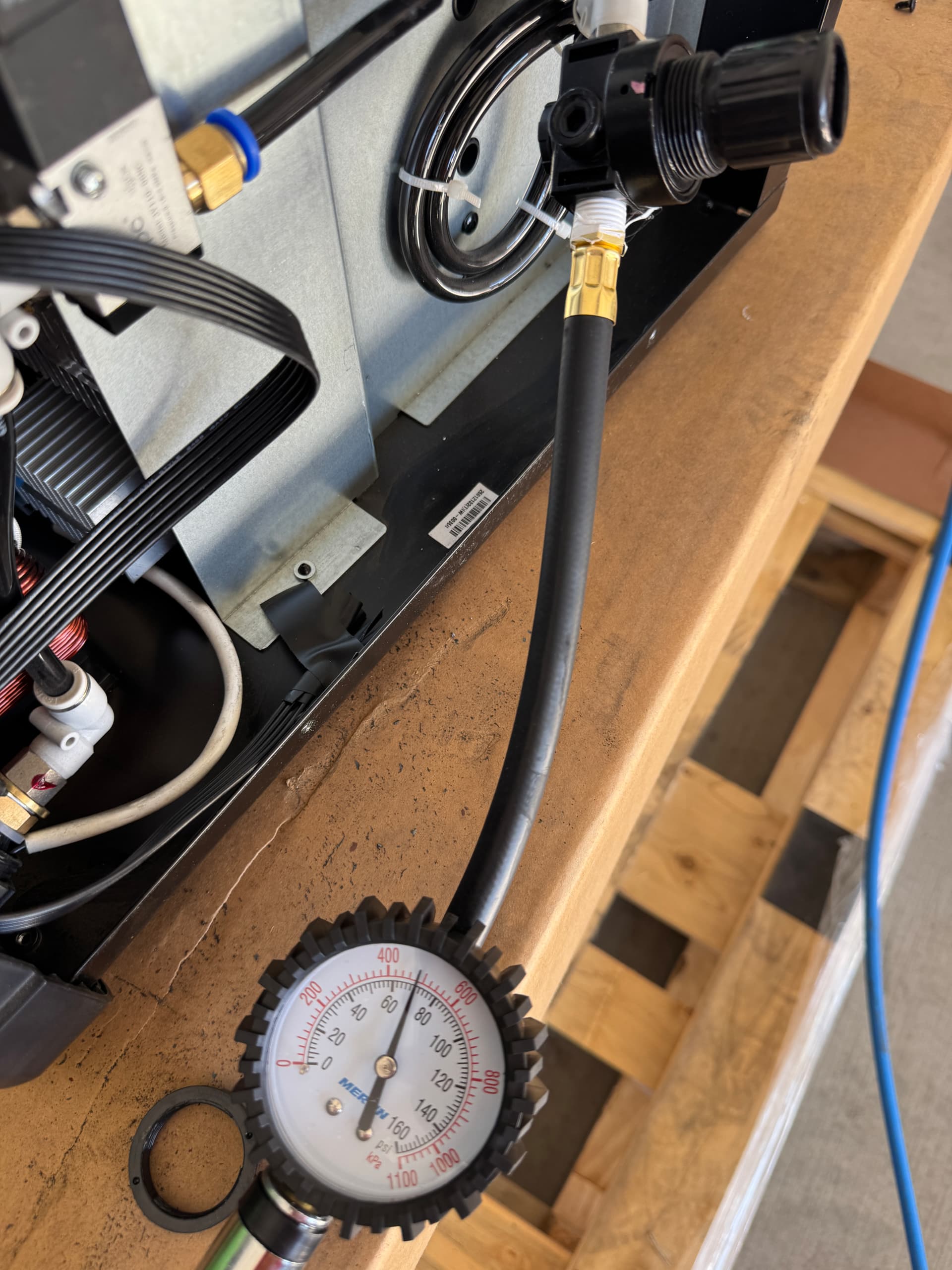
My compressor tool pressure is set to 90psi which goes through a dryer before entering the cutter. I’m at a point where I have to check pressure at the internal regulator to see what the actual pressure is at the torch. So per your suggestion, the pressure at the internal regulator should be 70psi right?
My compressor tank pressure never fell below 150psi during operation. It’s a 30gallon 200psi tank.
3/8” at 60 amps should be around 45 ipm. It does not matter what torch you’re using. You need to get a gauge on the output of that regulator and get a good air pressure reading. Most plasma cutters will stop firing at about 50psi. It should not drop below the rated SCFM at 90 psi.
faster consumable wear. wider kerf.
That is standing or static pressure, you need 70psi flow pressure. This means with air flowing from the torch. No 80psi is over recommend pressure.