Been cutting steel and aluminum with no problem on one cut. start to do a second cut on either material and the IHC alarm comes up after a minute then the THC alarm comes up. Reset the cut path and the z axis does not want to contact the plate. cleaned everything on the Z axis, adjusted the roller bearing, no issues with cables or wiring.
I am at a lost for this issue. wasted several pieces of material. Please advise if you can help.
When you say IHC alarm are you talking about the green lit IHS at the bottom of the FireControl screen?
And when you say the THC alarm comes up are you saying the the lights of THC are flashing on/off?:
Because if you are seeing the IHS light turn green on the bottom of the screen, it is indicating that the IHS switch has lost connection either by the torch touching down or a faulty/dirty connection.
If the torch is, indeed, touching the plate, then THC will sense the decrease of voltage and then raise the torch to get back to a height that has the proper voltage.
You might hit the spacebar during one such cut and measure your torch height with a feeler gauge. If you don’t have a feeler gauge, a piece of 16 gauge metal is a close approximation (thank you Don!).
That could be because it already thinks you are touching the plate: connection of the IHS switch is lost either by the dirty or damaged contact. Or a wire is broken and not connected well. Check the connection going into the z-axis at the enclosure. Pull the wire from the IHS at the enclosure and test connectivity to the switch contacts in the z-axis assembly. You will need to push the torch up to expose the contact points.
Phillip has some good points and concerns as well. Please respond to him.
I’m guessing that it’s the Z axis lead screw coupler slipping.
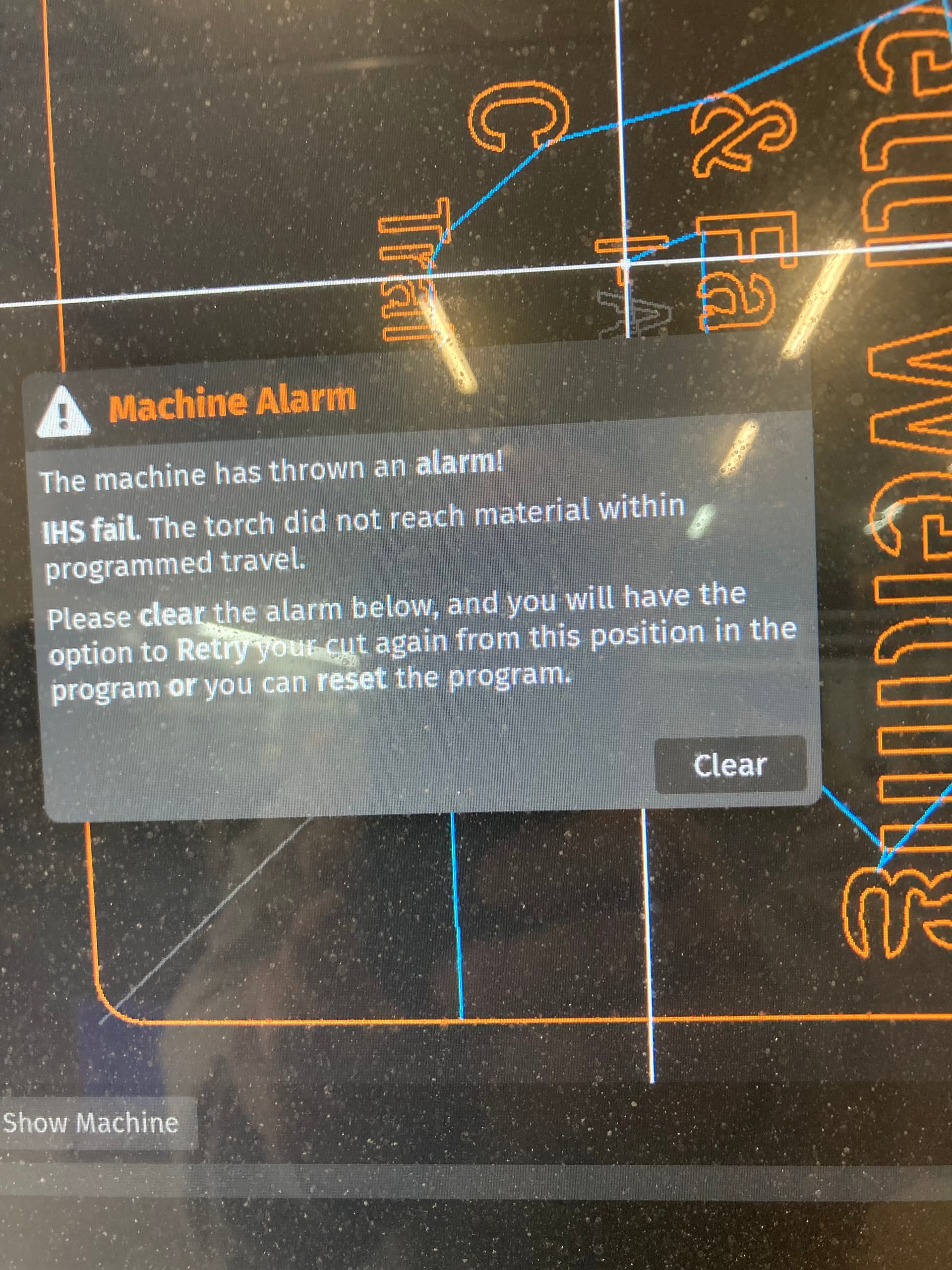
The IHS sequence includes a command to probe down, up to 5 inches or until the IHS switch opens.
That message indicates that Firecontrol thinks the Z axis has traveled 5 inches and has not opened the IHS switch.
The only way for that to happen, is the coupler is slipping. This allows the motor to turn enough steps to travel 5", but that movement is not being transferred to the lead screw.
My wire came loose because I was trying to be tidy and pushed the wire up to change the direction of the wire so it would not get bumped. Bad move on my behalf. I spent the next 2 hours trying to figure out my approach and then fix it.
Only recently did I see a posting by a Langmuir tech that described how to access and tighten it. Not sure their approach would save any time over my approach but it is safer and more complete.
Has anyone had issues with the THC piercing the plat and then goes up to the highest travel ,starts moving as if it were cutting ?
I just upgraded from a razor weld 45 to a Hypertherm 45 sync and it has been not a very good experience ,not sure if the plasma cutter has anything to do with THC problem since I did not have any issues before.
I did disassemble the THC to clean it up and tighten a loose wire but it did not help any.
It does but all it does is switch from gouging and cutting. If you try to cut on gouging mode it sounds different and won’t pierce. Lol. I’ve switched it before on accident.
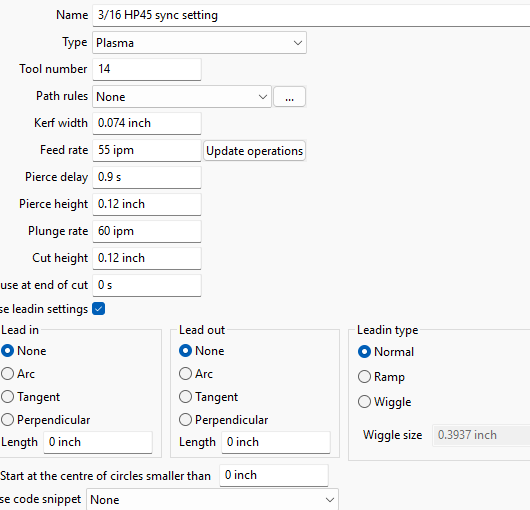
Thank you both for the quick reply and assistance, I got it figured out I changed the pierce height to match the cut height at .012 and it worked out .
This is the cut parameters I am using and it cut great .
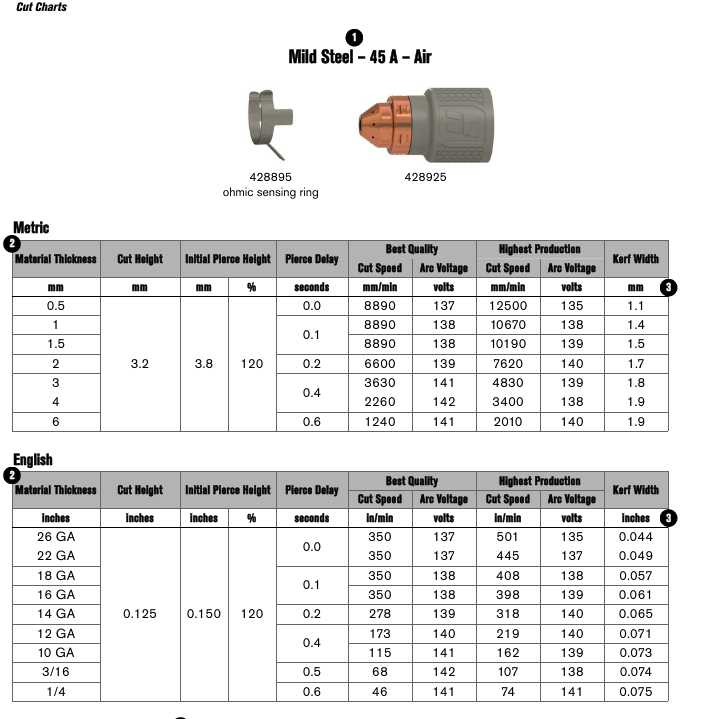
arc voltage was 140 at 40 amps ,100 psi for 3/16 plate 45A mechanized consumable
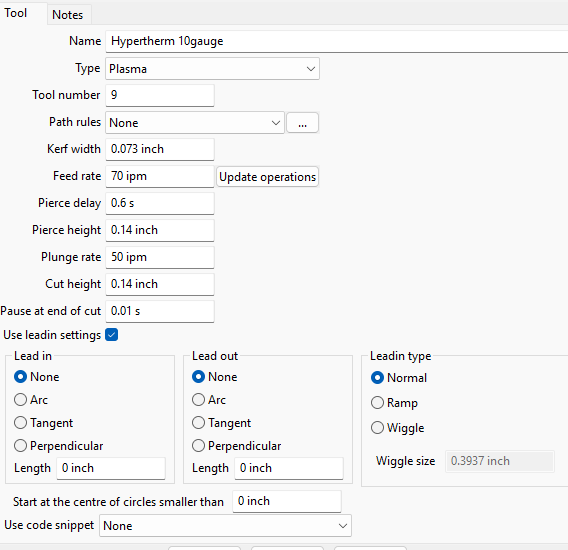
arc voltage 100 at 35 amps , 90 psi 1/8 plate (10gauge) Fine cut mechanized consumable
Hopefully it will save someone a lot of trouble down the road or at least a starting point. Dross was minimal on both cuts , this was cut on a Hypertherm 45 sync.
mechanized
You probably had transposed a decimal in your previous settings that caused the issue. Changing your pierce height by .02 won’t cause what you described.
Just to be clear, you are now using 0.12 inches for cut height. Not sure what your cut and pierce height were before but with the Hypertherm SYNC chart pierce should be 0.15 inches and cut height 0.12 inches.
Just wanted to get back on this post to provide an update , the one thing I changed is went back to smart voltage instead of nominal voltage, it gave me a better and cleaner cut with a worn cartridge. I did not have the THC raise up during the cut like I did before.