Throwing this out there - I have the powermax 1000
My Settings that work for me - Your Mileage may vary
Assuming connections are all ok - Good to check
Pierce Delay 0.6 Sec
Pierce Height - 0.15 In
Cut Height - 0.08 In
One thing with mine that needed to make sure, was measuring the actual height was the same as what was expected due to the spring back. I found my set up was a little higher than what was being called for, and it made the starting cuts have issues, but then would dial in with the volts.
I also used the volts settings in fire control. This was a value from the manual settings for my consumables (Fine Cut)
I’d like to see the code he is generating. If it works fine with the straight line cut (code that the OP didn’t generate), but not with his code, then it’s in the code.
I’m guessing that the delay time is set to milliseconds in Sheetcam.
I am using Fusion or CONfusion more like. Gusset.nc (841 Bytes)
I have cut a few full pieces and some half runs , But never lost flame in mid cut. Its a poke and hope weather the torch fires or not.
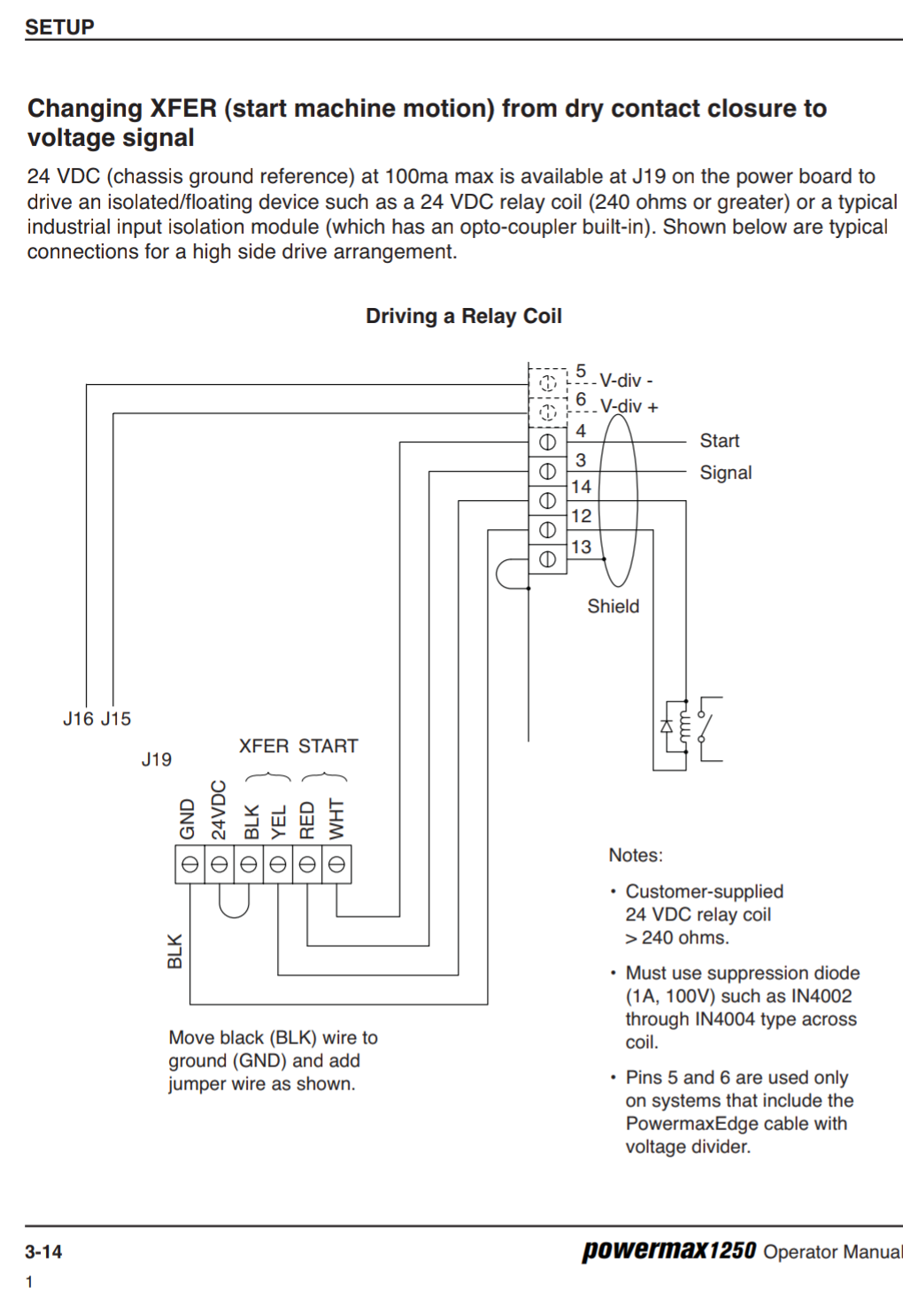
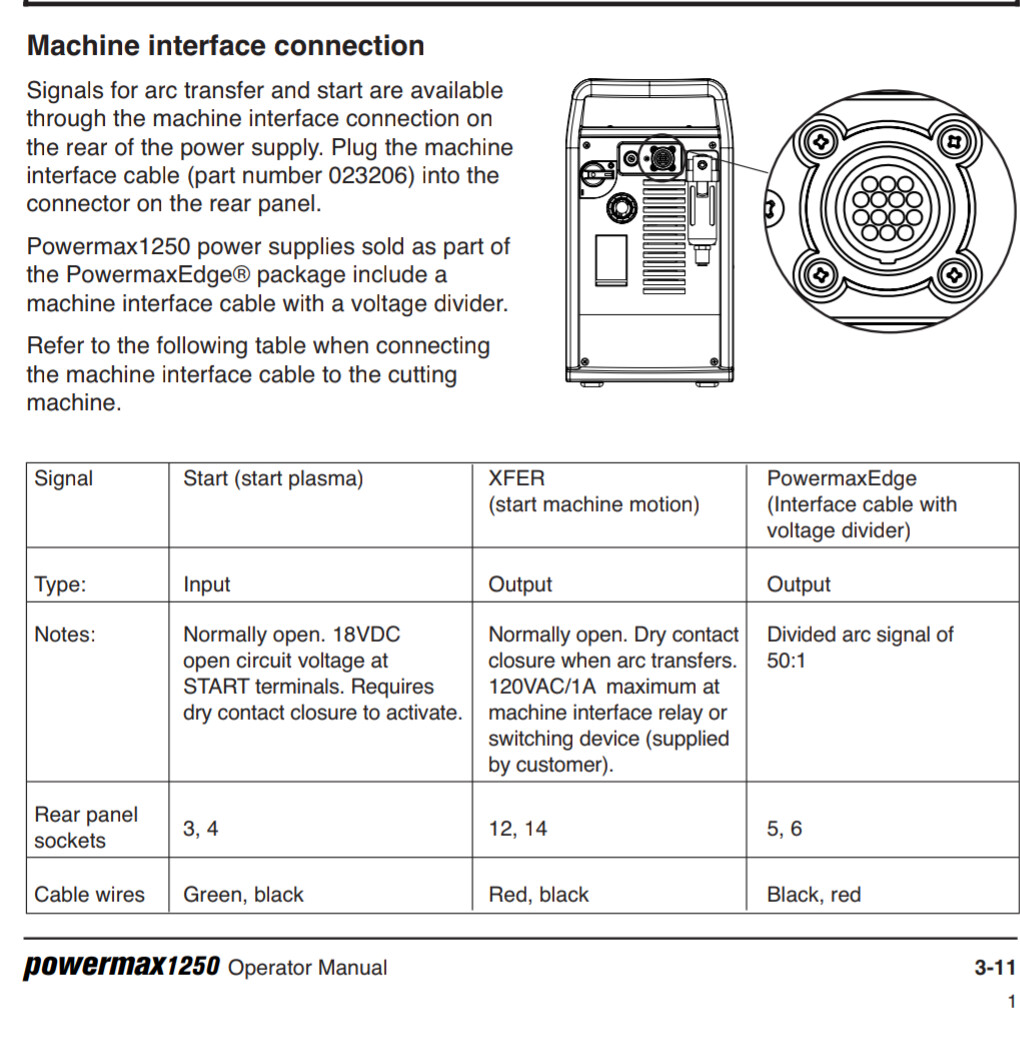
I am going to need do some creative wiring to pull raw voltage from the torch. ( No exposed lug to wire to the torch.) ( It plug directly into the machine frame.) Ground clamp will need to come directly from the board lug.
OK. My confusion came from the plunge rate you listed. I didn’t think there was a plunge rate setting in Fusion.
The code looks fine, but that 1.1 second pierce delay seems long for 1/8" steel at 60 amps. That clearly isn’t the issue here, though.
From your description, the pilot arc is not staying on long enough to transfer to the cutting arc. Voltage should not be involved with that issue, since the THC doesn’t get activated until after the pierce delay is completed and the torch lowers to cut height.
I had similar failures to fire with my Everlast and they were caused by a weak air solenoid in the plasma cutter. It could also be caused by an electrode that is not moving freely in the torch.
Interesting, this the newer style powermax torch the electrode has a spring to hold the electrode down. Part # 220842
As far as the plunge rate, its whatever fusion has it set at. I know it jumps up and down pretty quick.
Well I tried everyone’s suggestions with no good results. Made over 100 attempts to run the programs to cut only 3 pieces. Checking wires and connections with a MM and the only thing I could find with my limited knowledge was the continuity between the black and orange wires for the torch trigger is only momentary at the start of the run. Full continuity during manual torch firing. I don’t know enough about the systems workings to know if this is right or wrong. At this time I am still dead in the water whit no clues.
so manual fire from the trigger works good right? have you tried shorting the barrel end of the torch on/off cable that’s connected to the cutter to see if it fires normally as well? if it does then I’m suspecting maybe the relay in the control box is faulty.
First off i said black and orange wires, I meant to say purple and orange wires,
Yes,I can fire the torch manually from the plug with a paper clip.
The relay is working in the table box.
I think possibly I have a delay in the cutter sending voltage to the VIM and onto the table box or a delay in the table box sending signal to the computer. OR the computer is slow sending back it’s signal to the box.
Because I hooked up a mm to the grey and white wires coming out of the board that fire the torch.
Ran the program and the table box is cutting off the continuity to the torch on/off.
Then I checked the signal from the VIM to the THC plug wires inside the box and manually fired the torch and got 3 volts DC .
For some reason the voltage is coming in to late and the program is shutting down the torch.