Hello! I have been running my Crossfire pro for about 1.5 years now with a 65xp SYNC unit. I do use this setup for my business mostly for ecommerce and rapid prototyping. I’m trying to figure out if my setup is working correctly!
I mainly cut 11G, 14G p&o steel as well as 18G cold roll and sometimes 16G.
For the past year I just had a water trap>large dessicant>motorguard>hypertherm unit for the air drying. Recently added a HF refrigerated air dryer right after the compressor water trap. Should be nice and dry now right?
I did this because I have been going through SYNC cartridges like crazy and business has been picking up, running the CNC table a lot more now.
Recently I started keeping track of the cutting time. Looks like I can get about 20 minutes of cut life out of the finecut cartridge @ 45 amps before I start getting really bad random bevels. Only 200-300 pierces. I also use THC at about 76volts.
Does this seem correct? I will attach some photos as examples. I find myself grinding a lot to clean up parts to my standards. The cartridges are 60$ a piece so its not something I want to swap out every time I cut new parts. I’m considering buying a different unit at this point altogether. Maybe an everlast or a old used 65xp that takes standard powermax consumables.
Does the water level affect these? I usually have the water about 1/2" below the plate, my next move would be to drop it way lower on my next cartridge to test it out.
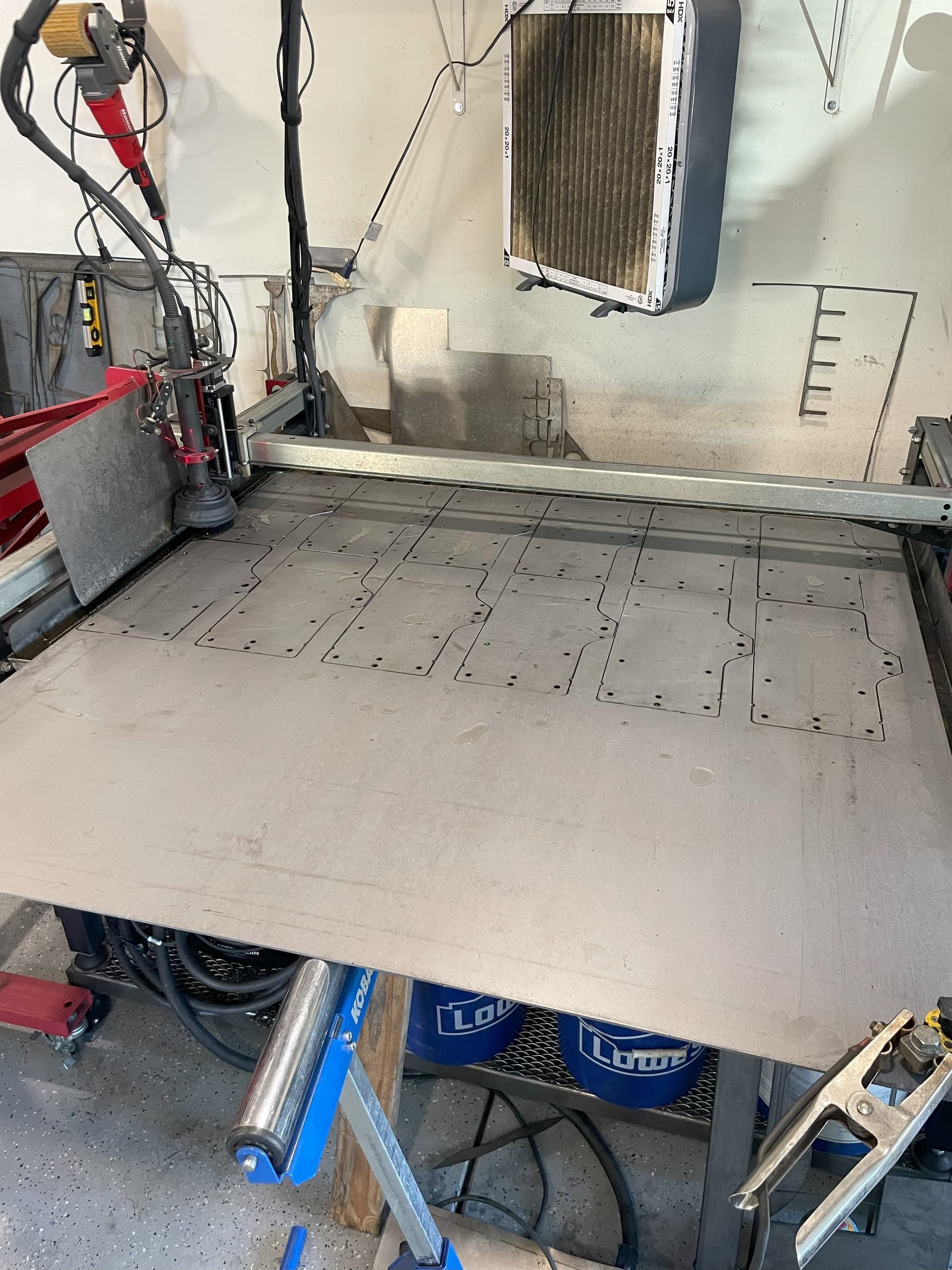
In the photos you can see I get a nice square cut on one side and the other is getting a pretty heavy bevel by the time I finished these 12 parts.
Are my expectations too high? I have talked to other people who are getting a lot more run time out of one set of powermax consumables on a old 65xp.
By trashed, you mean the cuts on a new project are as bad as they left the last? I find that the THC is fussy and will raise too much during a cut program causing bad cuts for me, and I rarely cut anything thinner than .250.
There is always going to be some bevel. Never perfect.
First, is the torch square to the table, front to back, left to right?
Is the plate that is being cut square to the torch? Might have to level it out.
Verify your cut height using the test program - cut height test.tap (224 Bytes)
This will not fire the torch, just moves it down to the programmed .06", and has the .02 spring back programmed. Use feeler gauges to verify the height.
You can test your program by running a cut on some scrap, and stopping it during a cut and them measure it.
There’s a couple differences with the sync versus PowerMax.
The SYNC cut height is quite a bit higher (.12-.15"ish) almost and sometimes equal to the pierce height. Check your cut charts.
The SYNC is also far less susceptible to water in the air damage. Where are the PowerMax air quality rating is ISO 8573-1 1.2.2 the water rating the air quality rating for the SYNC is ISO 8573-1 1.4.2 .
I also would be scrutinizing your cut height.
Considering that you’re using nominal voltage that works very well for when the consumables are in New or like new condition. Once you’re consumables start to wear let’s say 200 to 300 pierces, then the voltage will not match the cut charts because of consumable wear. this is the time where you would switch from nominal voltage over to smart voltage.
Yes once I start getting bevels on holes and edges it will continue onto the next program of parts. I thought it was moist air that was destroying them so quick but it doesn’t seem to be the issue anymore. I have adjusted my programs to the correct torch height using filler gauges, which a few times I have turned off the THC to see if cuts better and it doesn’t help.
Now can the torch height running too low cause premature wear or pierce height being too low?
I have been running the cut heights much lower than (.12) About half that height actually. This is what I found gave me the most clean/square cut. I haven’t tried smart voltage but I will on the next go around.
I have been running the recommended book voltage lower than recommended. I could see that combined with a lower than spec pierce height causing premature wear?
Also the torch is square to the plate. Its not clamped in the area it is recommended because I need to raise X & Y higher with extended plates.
Yes, definitely. It will cause excessive blow-back on the torch nozzle and the nozzle is what concentrates the plasma stream. Once that nozzle orifice begins to widen, you could also see an increase in the bevel.
I’m going to have to change up my programming and see if I get improvements. Also I will run the THC voltage at the recommended spec on the next cartridge. I did get more life out of them when I initially got the table running with everything on book settings. So many factors but at leased I know the air is nice and dry.
Does anyone have any data on their total cut time per consumable? Doesn’t matter what brand Id love to hear it!
For the items your cutting just use the standard 45 amp cartridge. Fine cut works best at 30 amps for thin metal and fine detail., not cutting out parts. You will get whatever you get with any consumable as it all depends on what your cutting and your setup.
I started using a standard cartridge like you suggested. Checked tip height, it was only off by .015 so I made adjustments in my program. My parts have a bunch of .28 holes so I ended up cutting those holes about 1/4 the speed to get the desired cut, makes for more clean up on the back side but I was happy with it.
My plan is to stick with 14, 16, and 18g on the fine cut cartridges and see how that goes.
That is pretty slow. That is going to cause some terrible bottom side dross. Most folks set the speed on small holes and curves to 60% the speed. I am guessing that you are using Fusion 360 because their default is 25% when you pick “Feed Optimization.” You can change the default value to 60% by pressing the 3 dots next to the “Feedrate Reduction” item box.
The easiest way is to edit their value for the “0.25” to “0.60”. Then “Save” as User Default. Then when you pick Feed Optimization it will always set it at 60%. You will still get extra dross but that is to be expected.
Thanks for the fusion tip. So if im getting a ton of bevel on my holes (with a new cartridge) Would I want to lower the tip height or raise it? Also does the divided voltage drop the tip when its set lower? or is it the opposite? I have some parts I make that I need to maintain minimal bevel. Tons of slots I’m cutting. As the tip wears what adjustments should I make as I start to get bevels?
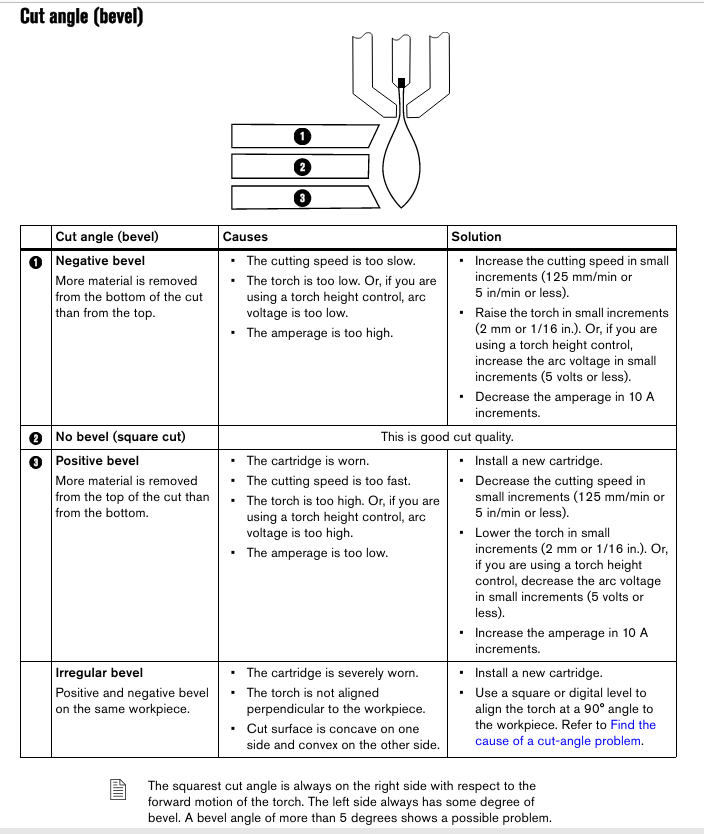
If the bevel is undercutting your piece look toward these possible culprits:
Torch is too low
Nozzle is wearing out
Torch might not be perfectly perpendicular (warped metal or mounting needs adjustment)
Cut speed is too slow
If the bevel is cutting in on the top of the plate, look toward these issues:
Torch is too high
Torch not perpendicular to work piece (as above)
Then you can have varying bevel that could be worn/damaged consumables… Not just the electrode and nozzle.
The worst bevel plus bad dross is often the wrong cut height.
With THC, it moves the torch away from the metal if the voltage drops (raising the torch forces the cutter to increase voltage). When the voltage is too high, THC will lower the torch to decrease the voltage.
For the best cuts (Tips from TinWhisperer):
Use new consumables
Make sure your cut height and speed are correct
Use nominal voltage
As the consumables start to wear, switch THC back to smart voltage.
Smart voltage. You won’t be able to change the torch height or speed to improve your results once the consumables are compromised. You will cause more, terrible dross and end up with a bad product in the end.
I have made a few adjustments basically starting back at zero. What I am noticing is areas that are getting no bevel then mid way through the cut really bad bevel. Then the next cut comes out perfect. Its very inconsistent. Seems like my THC is not working properly. Do they go bad?
Now I’m going to run some parts with it off and see how that goes.
So when the bevel starts, it would be nice to know if you noticed that the torch was rising at that location. And, is the bevel consistent with the torch being too high?
I cannot say if they go bad very often. I will say that the voltage readings, that are used to control the THC, are sensitive to interference such as EMI.
Sync is a great idea and concept, but when it comes down to it, the ability diagnose wear and replace individual components as needed is better for cut quality and most definitely your wallet. The ability to change out the electrodes and nozzles are key.
With the fine cut cartridge about 20 minutes of arc time on 1/8" plate. I want my parts to be nice and uniform so once it starts cutting really bad bevels I have to swap it.