I remember reading about a solution somewhere on here but I’ve spent the past hour trying to find the thread and I haven’t been able to, so forgive me if this is a repeat question.
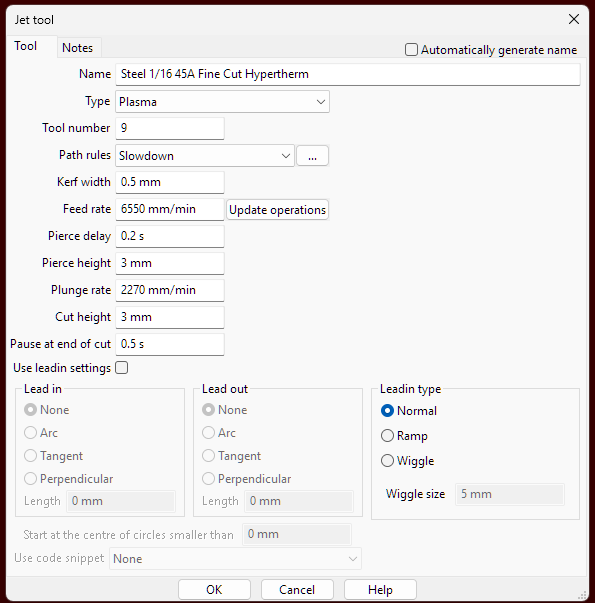
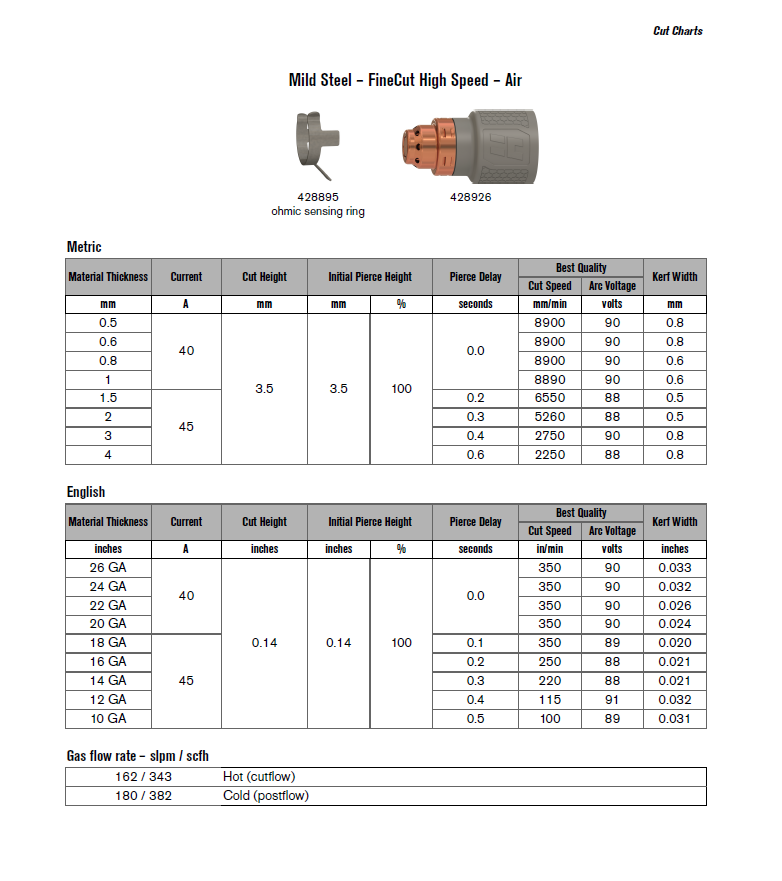
I recently (today) just got my new Powermax 65 Sync and I have been loving it for cutting 1/4"+ matieral. Today, I went to cut some 12 gauge mild steel, and I was following the official Hypertherm cut charts. The recommended pierce delay was 0.4s, but I quickly ran into the error telling me to use a pierce delay of 0.5s or greater. I upped it to 0.5s and still got a few errors thrown at me, so I upped it to 0.6s and got what I needed to get done, however, it left me with some questions.
What do I do if I want to cut thinner material? Anything under 10 gauge has a pierce delay recommendation of under 0.5s, with thinner materials having no pierce delay at all. I really enjoyed having numbers to go off of from Hypertherm themselves, but am I going to need to come up with my own numbers for thinner metals?
Table - Crossfire Pro w/ LS-THC
Cutter - Hypertherm PowerMax 65 Sync
Cartridge - 35-40A FineCut Cartridge
Settings - By the book settings for 12 gauge mild steel w/ FineCut cartridge
I will keep reading through the forums, as I know the answer is out there, but any help is greatly appreciated.
Interesting, so I’m safe to “ignore” the pierce delay section of the hypertherm chart? For 20 gauge and thinner, it recommends no pierce delay at all, but I should be ok with 0.5s?
Appreciate the response, I haven’t got a chance to mess with the thinner cuts yet, but this is all helpful info
Hmm ok that’s interesting but I think I’m following. So what does that mean regarding the hypertherm cut chart? I cut a lot of 18 gauge, but now with the Hypertherm, it’s recommending 0.1s pierce delay. Do I just set it to 0.5s and call it a day?
I have the Hypertherm 45XP. You will find that you will generally need to add 0.2 to 0.35 seconds to the charts. If it tells me I need 0.5 seconds, I need about 0.72 seconds to make sure it fires every time. Sometimes it will fire with 0.5 but 0.72 fires every time.
Good to know. I had it set to 0.5s after getting errors thrown at me, but had a couple where it didn’t arc, so sounds like I might have to bump it up again. Still not too sure how to handle super thin material (20 gauge and thinner) where it tells me to have the pierce delay to 0.0s. Apparently I still run it at 0.5s?
Pierce delay have nothing to do with how thick or thin the metal is. Its the time it takes for the plasma cutter and controller to fire the pilot arc. Every setup is a little different so .50 to .70 sec. seems to work in most cases.
I have the 105 Sync, I set everything including pierce delay as per Hypertherm charts and have no issues at all. I cut everything from 1/16 upto 3/4 in steel and Aluminum,
I read that with a water pan, Hypertherm recommends slowing down a little but I run everything at best quality.
Even when I have 0.2 seconds set, I have no issues. The actual pierce delay is longer then 0.2 seconds (not sure what fire control is doing) but I don’t get any alarms or warnings.
Hi Craig,
I notice you have your Pierce Height and Cut Height the same. You are probably getting good results but the chart suggests the pierce height to be 120% of the cut height. It might help the consumable life.