When I first received my 45XP I attempted to cut using the book settings only to find out it would do terrible and waste material. Biggest problem was the pierce delay is way too short for using on the Crossfire Pro and Firecontrol software.
I was given advice on what seetings to try out on 16 gauge and it worked great.
For 16 gauge;
Cut Speed - 230 IPM
Pierce Delay - .4 sec
Amps - 30
The rest of the settings are per the Hypertherm book.
Is there a user cut chart for each gauge of mild steel for this plasma cutter on the crossfire pro?
I purchased some 14 gauge and would like to spare myself and just start with settings that other folks have had success with. No point in reinventing the wheel.
I did a search first and didn’t find anything that would cover all this. Thanks
This is a known issue with the HTs. Langmuir measures pierce delay from when the torch on command is executed. HT measures it from when the arc is established.
The difference is the relays in the plasma unit have to fire between torch on and the arc fires. Langmuir says it’s about a half second. Just add that to the HT cut chart times and you should be good.
What I am really trying to do is make a one stop shop on this forum where new folks can go (including myself) and get a starting point for cutting like this;
For 16 gauge;
Cut Speed - 230 IPM
Pierce Delay - .4 sec
Amps - 30
The rest of the settings are per the Hypertherm book.
Can you recommend what to use for the 45XP for any other gauges besides 16 gauge in a similar format so new folks have a starting point? half second extra on pierce delay is great advice but I think torch speed and amps are also other big factors. From what I understand is the other book recommendations are fine BUT these three parameters should be adjusted for better results?
What settings are wrong besides the pierce delay? Hypertherm book settings are almost spot on. If you’ve got issues running the recommended cut speeds and voltage, you’ve probably got other problems with your system. I had a Powermax 1000 and now a Powermax85 and the book settings on both are damn near spot on. I don’t even bother “dialing it in” on most materials.
I’ve cut tons of 16 gauge using the HT cut charts and the parts come out amazing. I always use the best quality charts and not the production charts. I also use the fine cut consumables for the thinner stuff however so maybe that helps with the quality of the cuts.
I have not tried the fine cut yet. So you follow the charts to the T and only change peirce delay as James mentioned above?
I might try the book setting again and only change the peirce delay to see how it goes. When I first started cutting with the 45XP I was using the book reccomendation on pierce delay and my torch would move before peircing. Someone reccomended some new setting which worked good (mentioned above) and i just didnt bother changing or asking about it until I purchased that 14 gauge sheet recently.
Thanks for all the help guys. I will post picks of some test cuts on F bomb bottle openers.
I changed my pierce delay as recommended but a half a second extra on top of book setting recommendations is way too much. Point four seconds works perfect. A half a second extra would brings it to .6 second delay which leaves too big of a hole behind at start point.
The other book settings work just fine as u all mentioned.
For 14ga, I use 85-95ipm, 30amps on my 45xp - it works good. Only issues I have is when there are a lot of direction changes (i.e. letters/words), then the dross can get pretty bad. I’m working with a friend to try using Sheetcam to generate my g-code, thinking maybe it’ll do better with those small areas… I currently use Fusion 360.
30amp fine cut tip - it’s the book spec. Yes, kinda slow for production, but the 45xp only has a 50% duty cycle at 45amps, so I run at 30amps (100% duty cycle) and can run all day that way.
I wouldn’t get to excited with the 45XP duty cycle. Since I’ve moved on to a 4x4 table I have done jobs in 1/4" to 5/8" plate with run times ranging from 45-130 minutes and I have never hit the duty cycle.
Set pierce delay to .6 for 18g-10g anything thicker than 10g go to .8 sec. Keep using book settings for everything. If you are cutting 24g or thinner than set to 295IPM and lower voltage. I have about 40 hours of cut time on my pro with Hypertherm 45xp. I stopped using smart voltage and started using book settings of 124v and my consumables are lasting about twice as long.
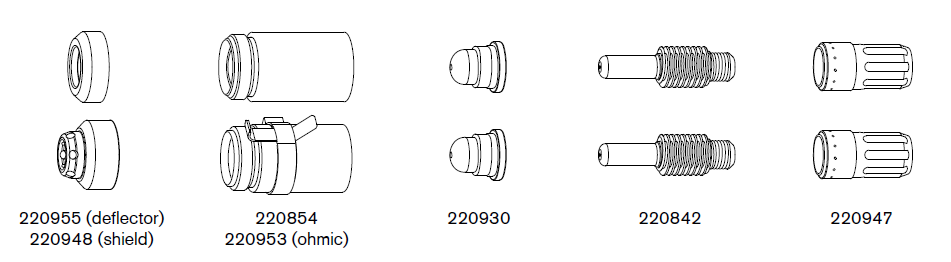
Hey Smart Folks! (not me, that’s why I’m asking) The Hyperthem book, showing fine cut, gives me an illustration showing “deflector” and “shield”… So, I’m on a Pro with a machine torch, (no ohmic sensing, AFAIK), so do I use the deflector or the shield?
I am new to this Plasma CNC cutting so forgive me if make a dumb suggestion. In answer to your question why couldn’t you just get the cut chart from the Hypertherm 30XP and use it. It’s on page 33 of that manual. You would still have to make the delay adjustment. From what I have read, for someone like me that is a hobbyist and not concerned with speed, running at a lower amperage would save on consumable wear and tear. I also have a Hypertherm 45XP. If I am wrong about this please post suggestions.
Thanks for posting this information. Quick question, why does the book not show recommended amps on the first cut chart for the mild steel - 45A - air - shielded section? I see that it states 45 in the description yet I see every one setting 16 G at 30 amps. How do you really know the best amps to set each material at. I m using the pro with a hypertherm 45xp regular cut consumables. Thanks in advance!