I’m just getting started with my Crossfire, and I’m using a Hypertherm Powermax 30 XP.
The stock consumables have an offset built into the shield, so they’re intended to drag across the workpiece when cutting by hand. The stock consumables hold the nozzle about .067" above the surface when dragging, which is just about the cutting height I’ve seen recommended.
With the THC and IPS, though, if I set the initial height to .065", the measurement will be taken from the shield, and the actual nozzle height will end up about double this. If I set it to zero, the shield will drag on the workpiece.
How are other people handling this?
I considered just popping the shield into the lathe and cutting off the standoff fingers for CNC use, but maybe I’m overthinking it?
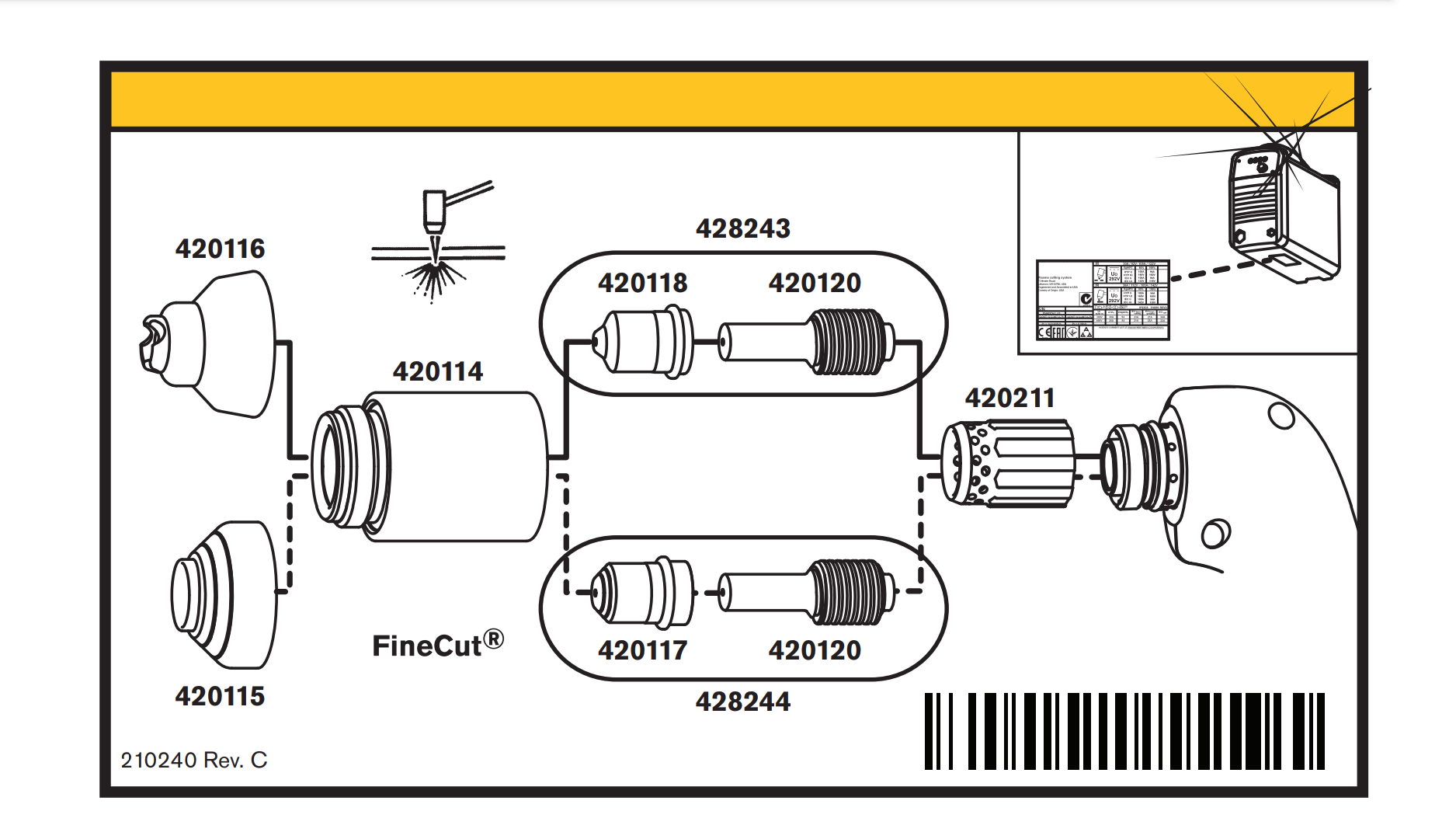
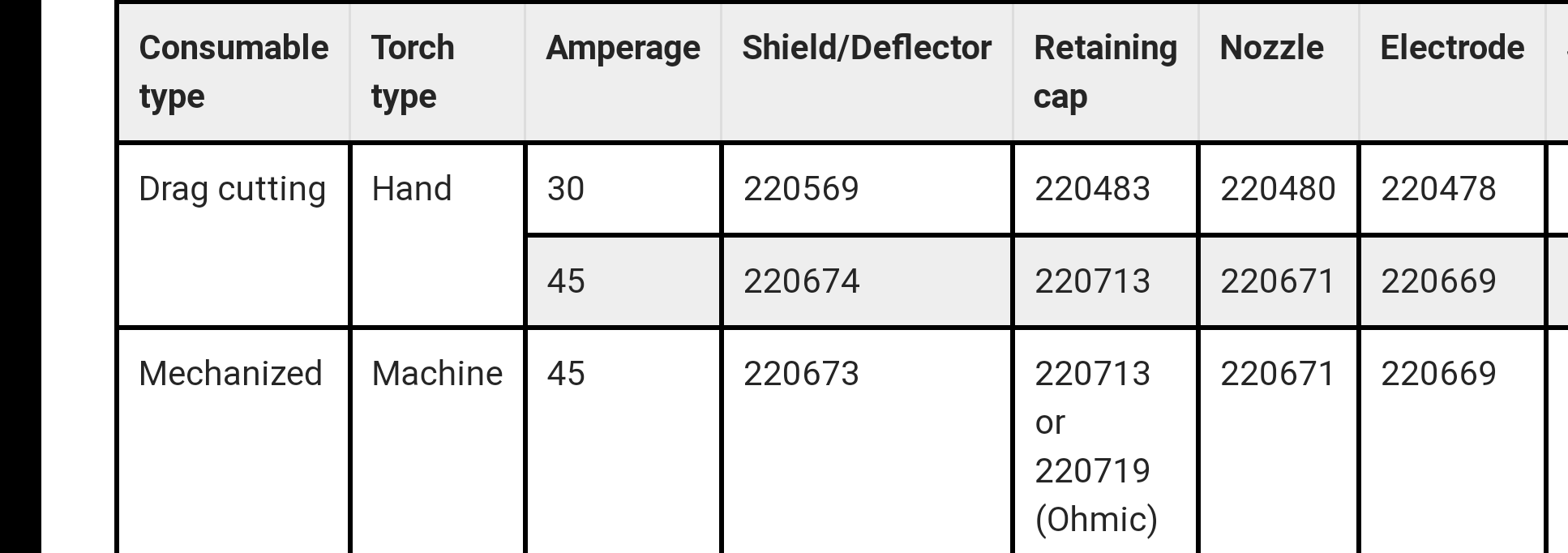
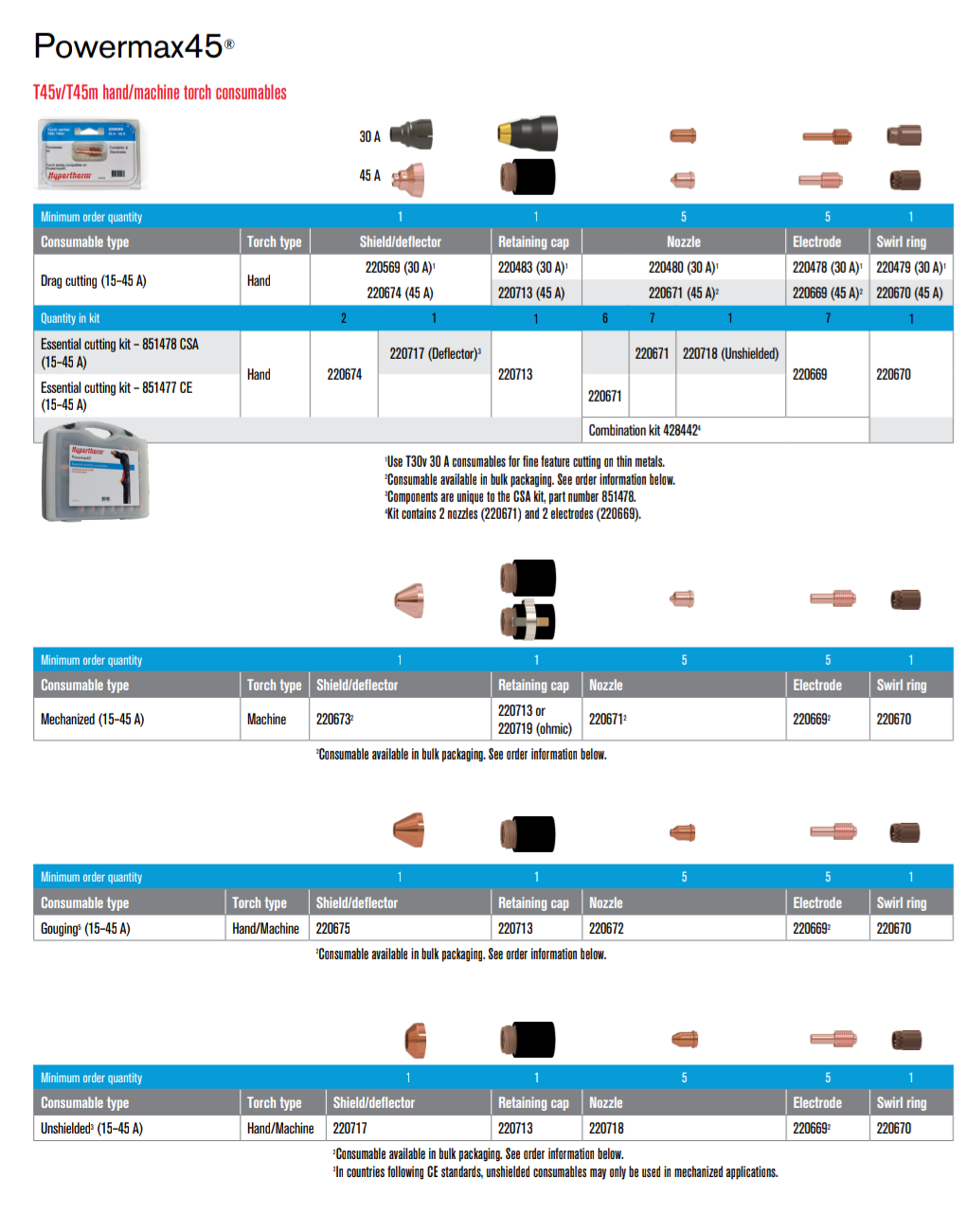
I don’t think hypertherm ever intended for this to be used on a CNC machine so I can’t find any literature that supports using any other Shields or deflectors besides what’s listed above in their combinations.
There is 90 different documents on their website on this machine so there might be something on a technical bulletin.
Physically they’ll probably screw together there just won’t be any cut charts supported by hypertherm.
Yes, this is the documentation I have seen, hence my question: Was the original response from @mechanic416 a misunderstanding, or a recommendation to use the CNC shield from the 45 XP on the 35 XP, and with which nozzle?
You can use the CNC shield I listed from the Powermax 45 and it will work fine. NOT the Powermax 45XP CNC shield it won’t work.
People are getting this all mixed up. The 30XP is just a lower power plasma cutter of the " OLD " Powermax 45, but a step up from the “OLD” Powermax 30. The Powermax 45XP is a totally new plasma cutter and has a new style torch.
Even their own site points to the 45 in the 30 literature for mechanized cutting.
I have no doubt that @mechanic416 information is correct. And through trial and error someone found that these parts ( old hypertherm 45 ) happen have the same thread pitch and fit together.
I’m just saying that there’s no manufacturer support or literature or intent for using this hand torch like that.
So any particulars or information for using your setup for a unintended use is going to be based on user experience and opinion, the manufacturer’s opinion would be used one of their other products entirely for this application.
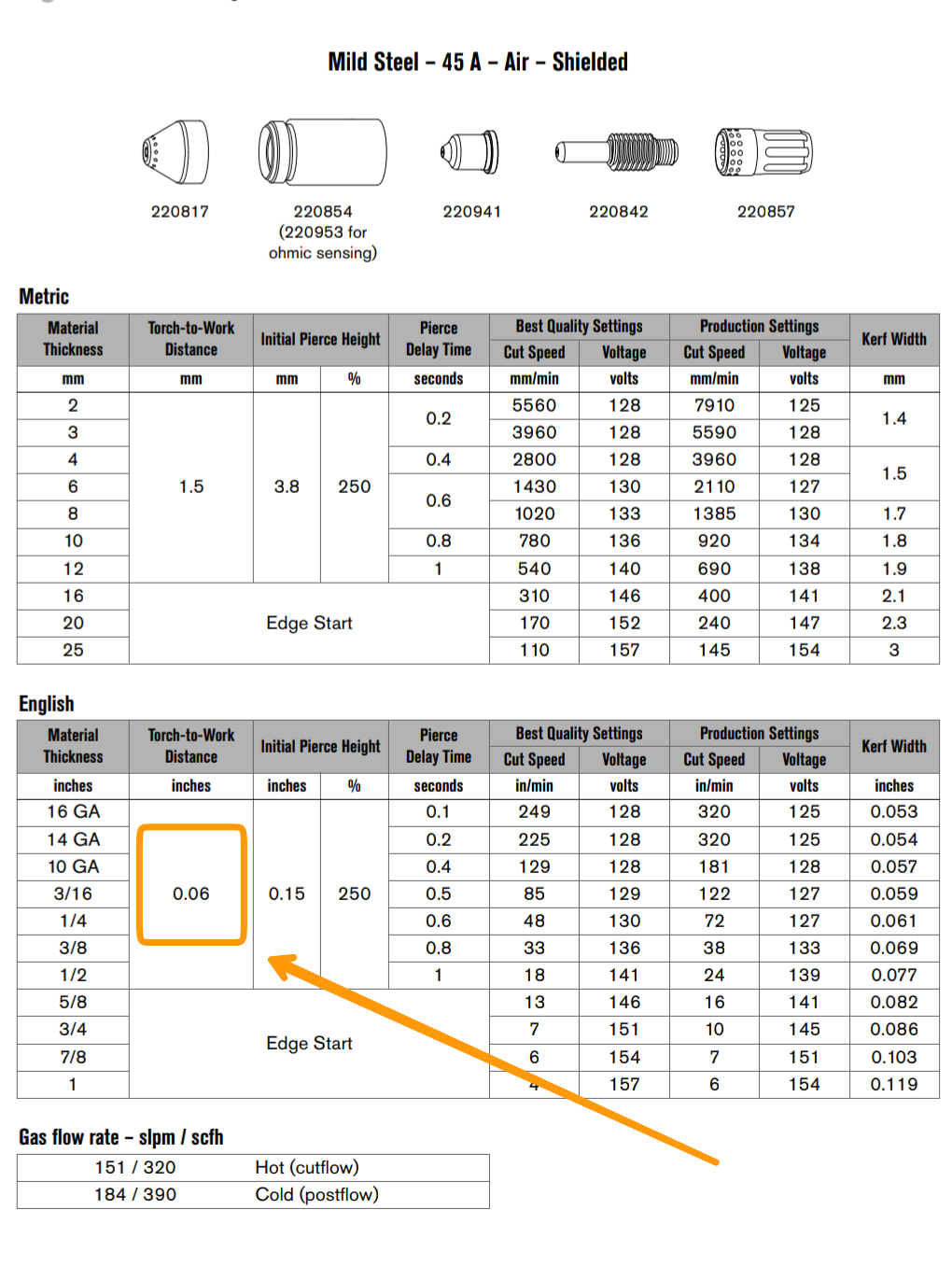
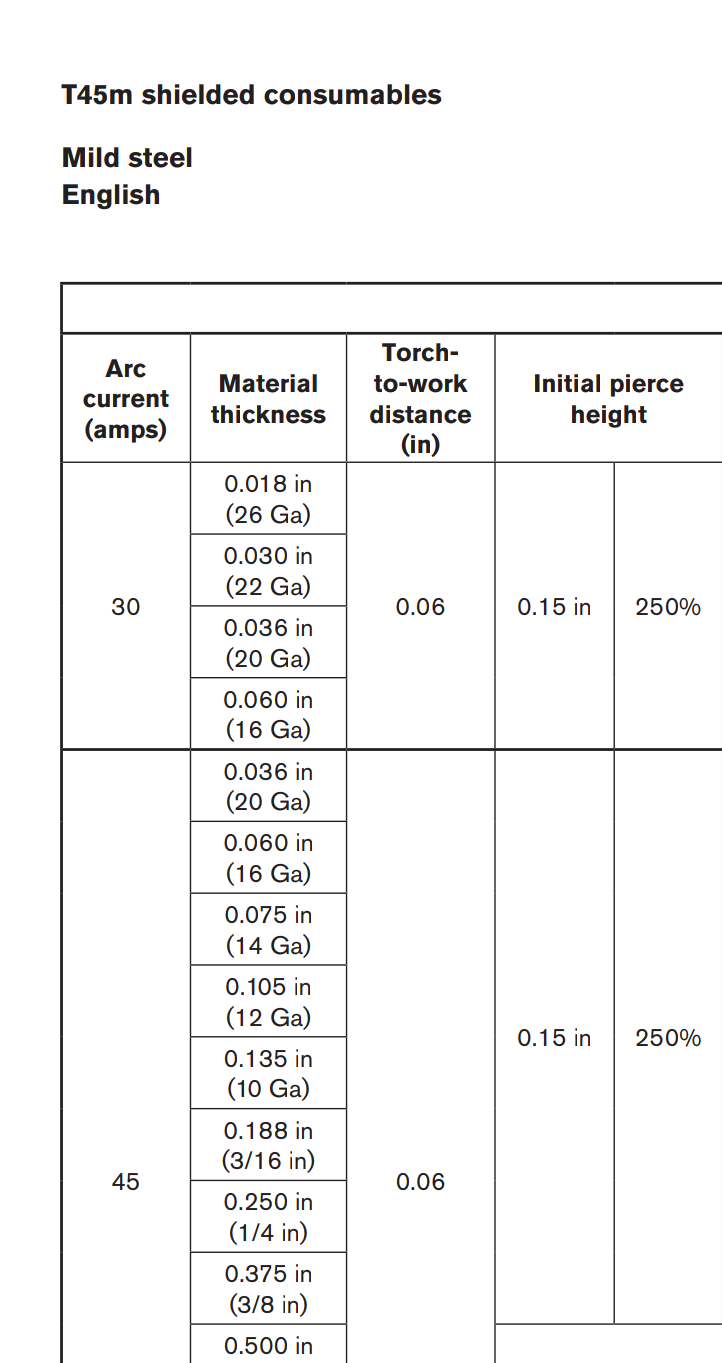
When you look in the cut charts for the 45 XP
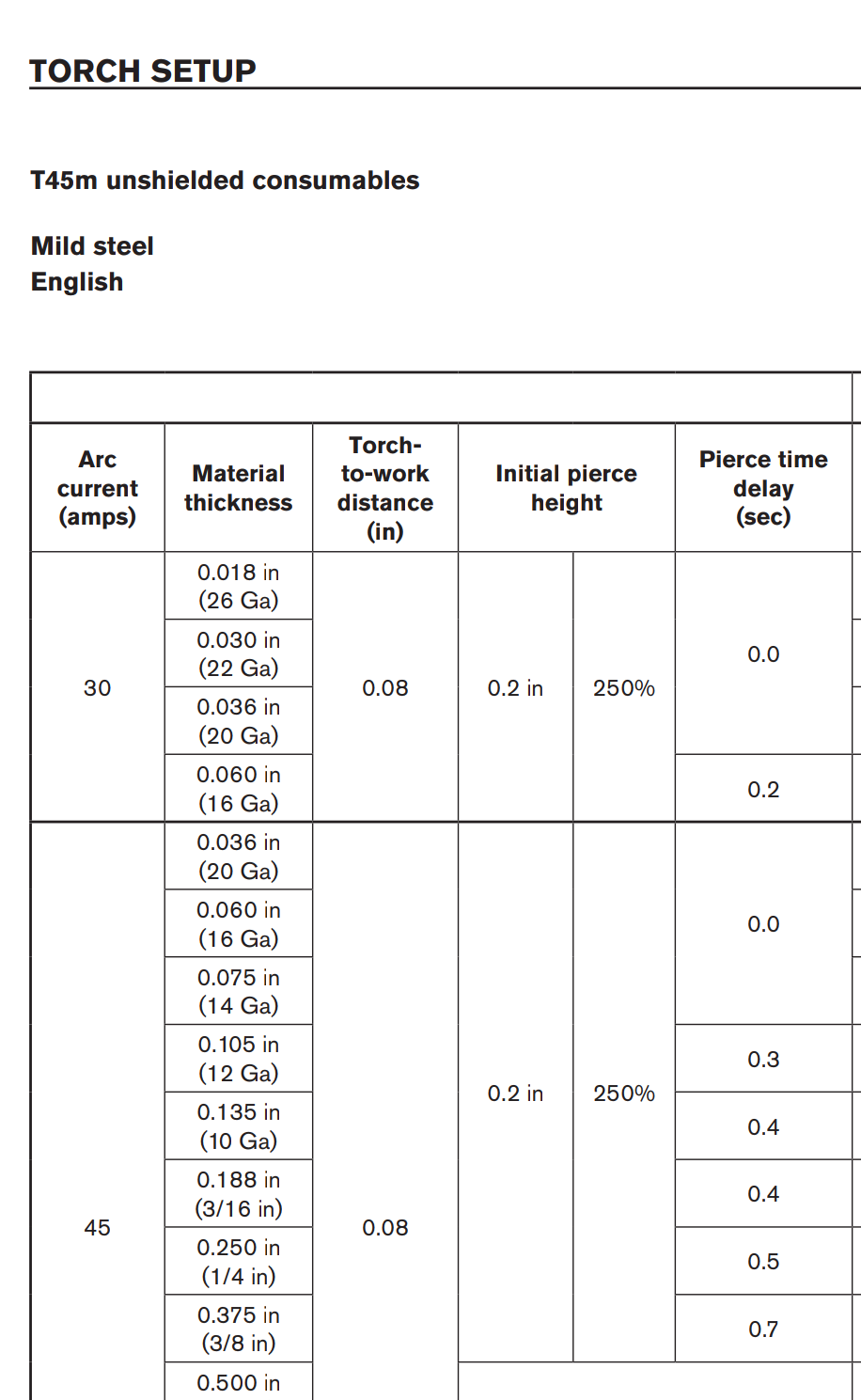
For shielded and non shielded consumables
it’s exact same work torch height.
So I’m not sure why the work to torch height would change whether using shielded or non shielded consumables based on hypertherm glossary description of work to torch height.
"Work to torch distance -
For shielded consumables, the distance between the shield and the workpiece during cutting.
For non-shield consumables, the distance between the nozzle and the workpiece during cutting.
Thanks, @mechanic416. That clears up my confusion.
I’ll order one and give it a try.
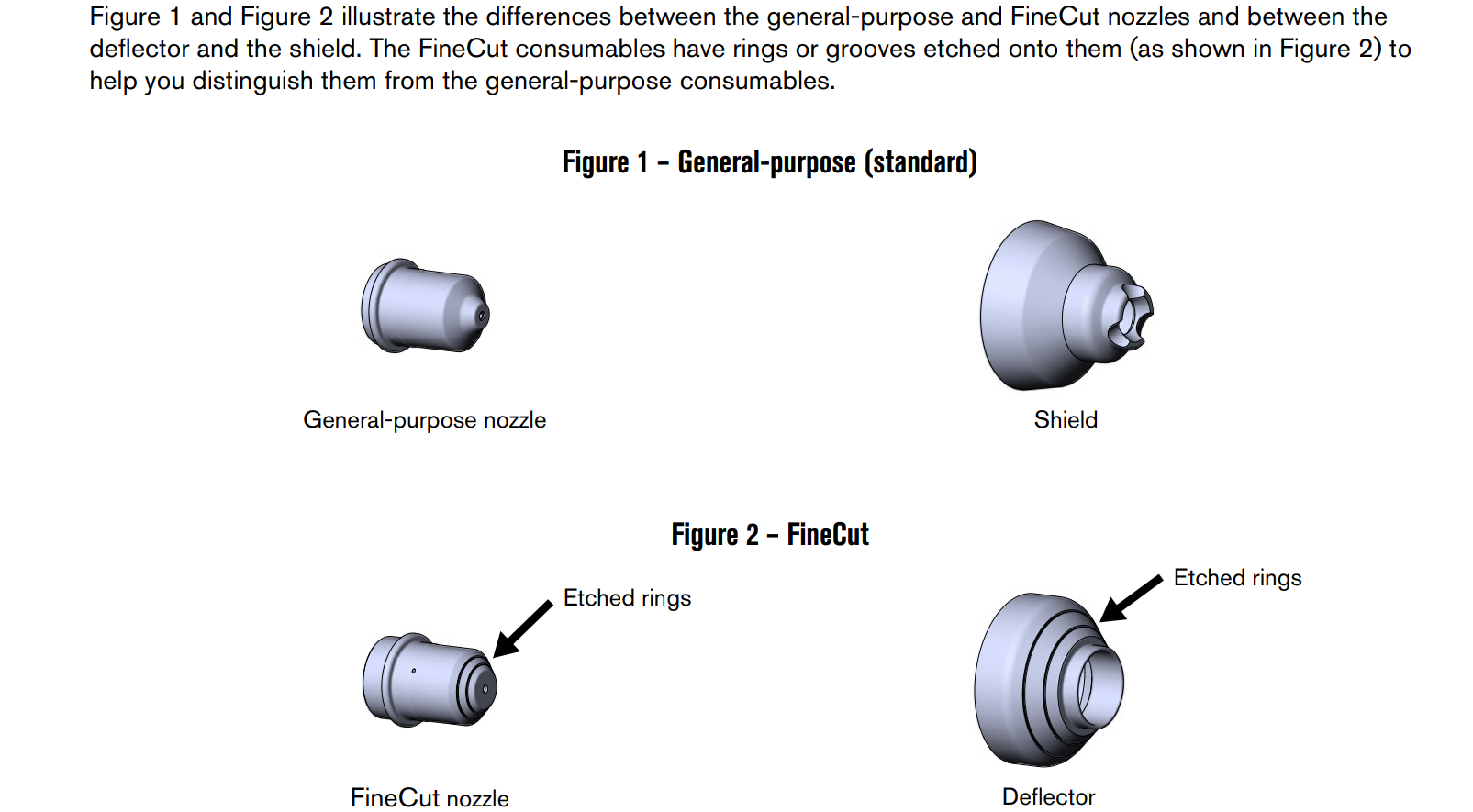
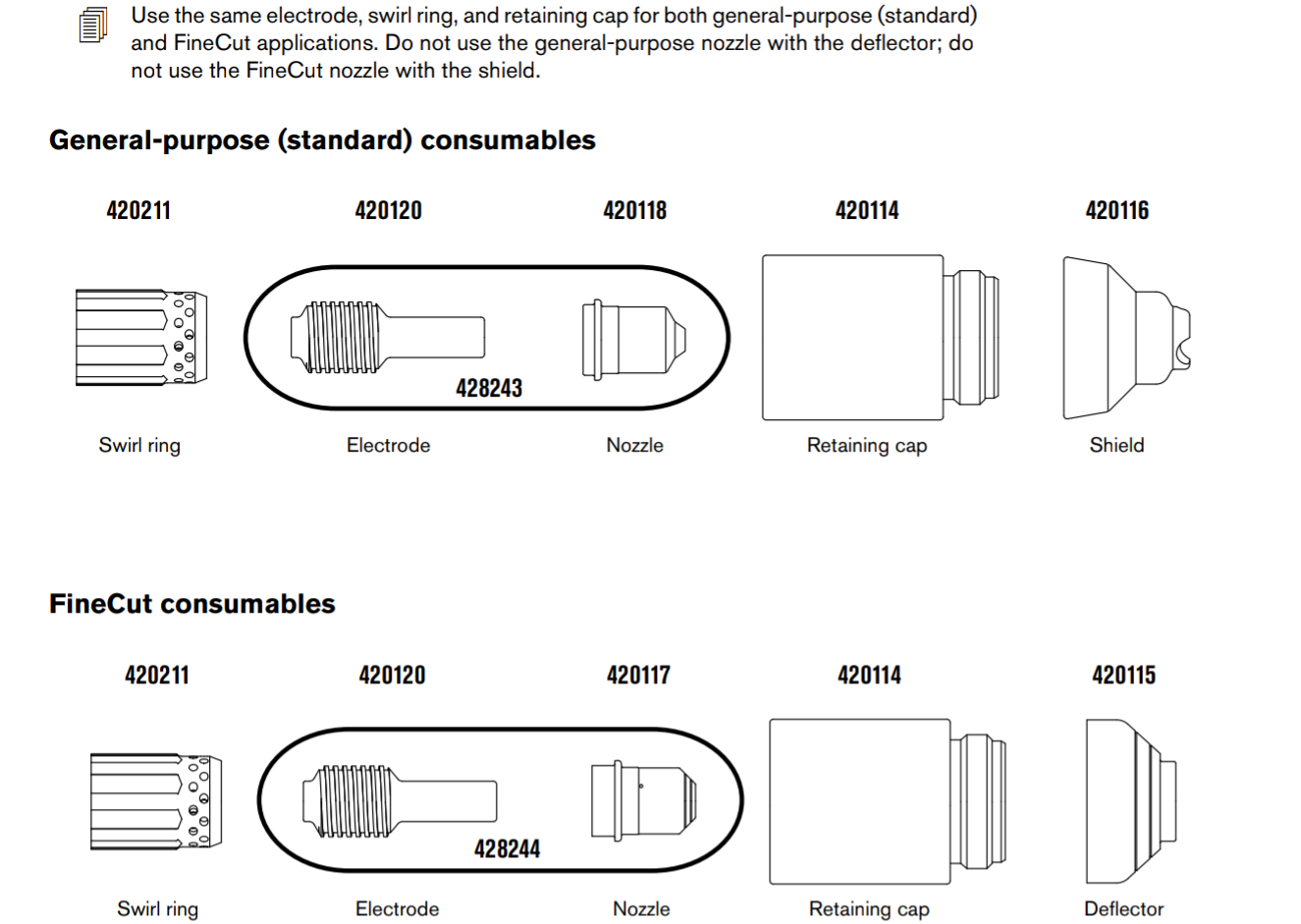
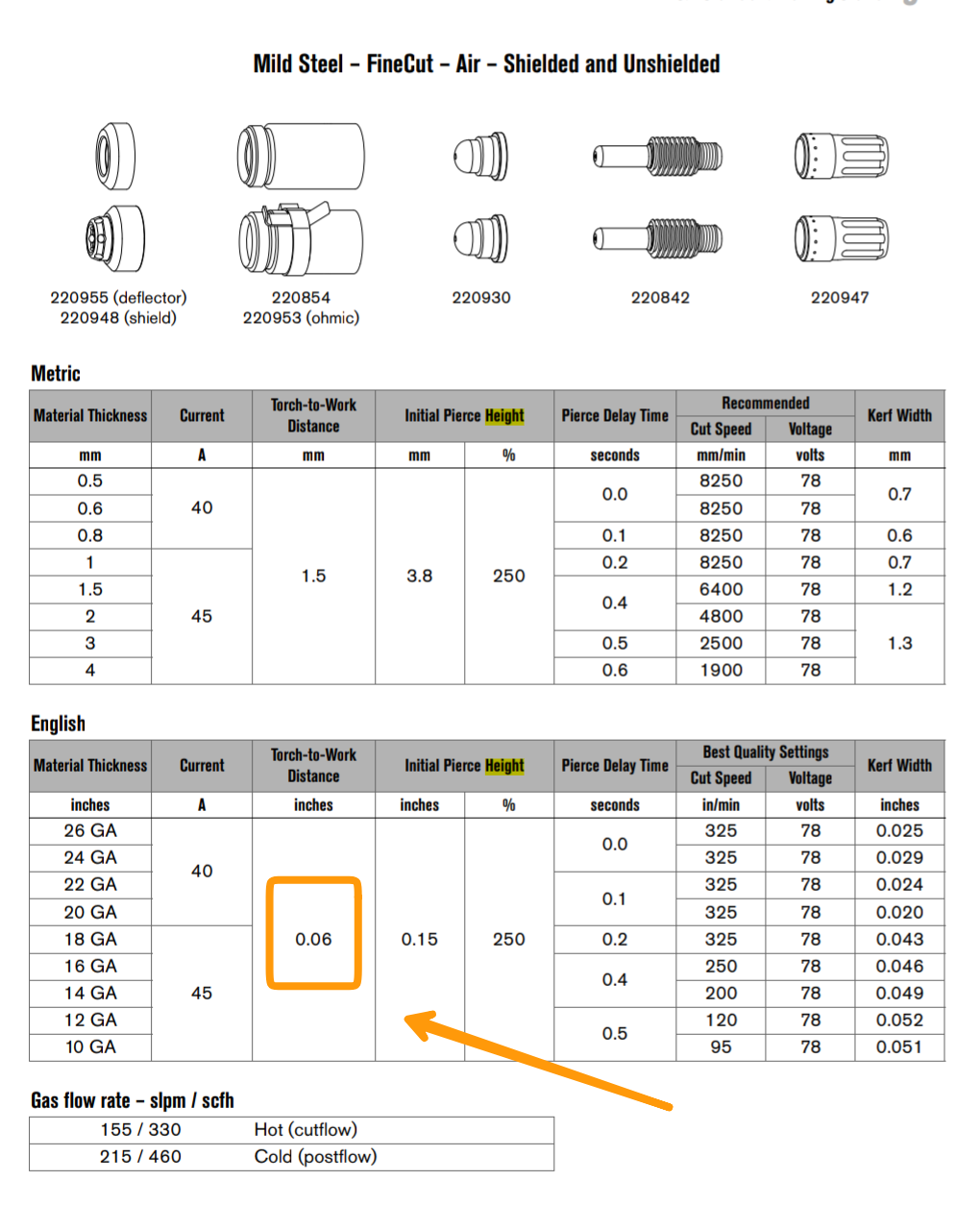
My other question (about FineCut vs. Standard) nozzles turns out to be a moot point. I hadn’t tried the FineCut consumables yet and didn’t realize that the nozzle extends past the shield, making this a moot point for that setup.
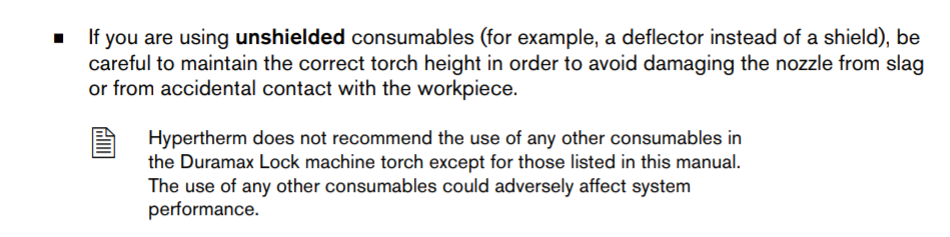
I hadn’t appreciated the difference between shielded and unshielded consumables, i.e. “shield” vs “deflector”.
So if I’m understanding all of this correctly, the FineCut consumables are “unshielded” because the nozzle extends beyond the deflector. The cut height can be set directly by the IHS.
The standard consumables use a shield that has the nozzle recessed. The documentation you referenced above suggests that the height should be set based on the shield (leaving the nozzle a little higher) and @mechanic416 is suggesting setting the shield lower, so the recessed nozzle is near the standard .060".
@mechanic416 recommendations are based on his and his customers real world experience.
This is your best source of information right now.
As far as hypertherm literature goes you’re outside of their playbook.
In mild steel if you’re within hypertherm operational manuals and cutting mild steel with air the work to torch distance is whatever hits the metal first on IHS plus .06"
And just take into account that you do not have much of a duty cycle on that machine another reason why it’s not used for mechanized cutting.
Since I already had a 30XP when I bought my OG Langmuir, that’s all I used for about a year. I ran the finecut consumables. While the 30XP works great handheld, I never got it to work optimally up to 1/4" on CNC. Could never get cuts that were taper free on 1/8"-1/4" plate. Didn’t matter what I tried from compressor, clean air, torch heigh etc.
So saying all that, I would be interested to hear your specific setup with the 30XP, air settings, torch height etc.
I am using a Primeweld Cut60 now and get near 90 degree sides on cut parts up to 1/4" but I still own the 30XP.
I’m in the same boat: I already own the 30XP. I bought it originally because I don’t have a 50A welder outlet in my garage shop, but I do have a 30A 240V circuit that will run the 30XP easily. The entire house has only a 100A panel.
Most of what I plan to do involves zipping out one-off sheet metal parts that will be bent and welded or riveted together, so the duty cycle should be okay. I do have a couple of projects with 1/4" material in mind for the future, so I guess we’ll see if I’m in over my head when the time comes.
Using the drag tip probably isn’t recommended at all, as that is a “drag” tip, and the cnc tip is meant to float above the steel at a certain dimension. If your counting on it being clean on the top, ie no slag, no warping, then you can use it, but that in my experience is not the case, and it will catch often. I see from others that they are pointing you toward a proper cnc shield, but if you can’t find that, you may want to just get a machine torch in addition to the hand torch, as this with just a plug change will allow you to do hand cuts with the current consumables, which if you just want to cut a quick piece, or something larger and heavier than you want to move, it’s a handy alternative.
I picked up some of the CNC shields recommended by @mechanic416 and they fit perfectly. I still need to put it through its paces and see how it runs, but it looks good. Thanks!
I grabbed an original Hypertherm part and a box of knockoffs. There’s definitely a difference in the machining and dimension control, but they look like they’ll work.
I was pretty excited to find a listing on eBay also showing the same CNC nozzle from the old Powermax 45 recommended for the 30 XP. Turns out it’s @mechanic416 's listing. Small world, I guess.
I have a 30XP as well. I took the high points off of the drag tip by sanding them down on a flat surface with very fine sandpaper. Worked like a champ and allowed me to set the correct cut height.
Agreed (I don’t have a lathe at home, so I rednecked it instead). It works great especially with torch height control. The mod was suggested to my by Langmuir (Danny) so I am sure others have done the exact same thing
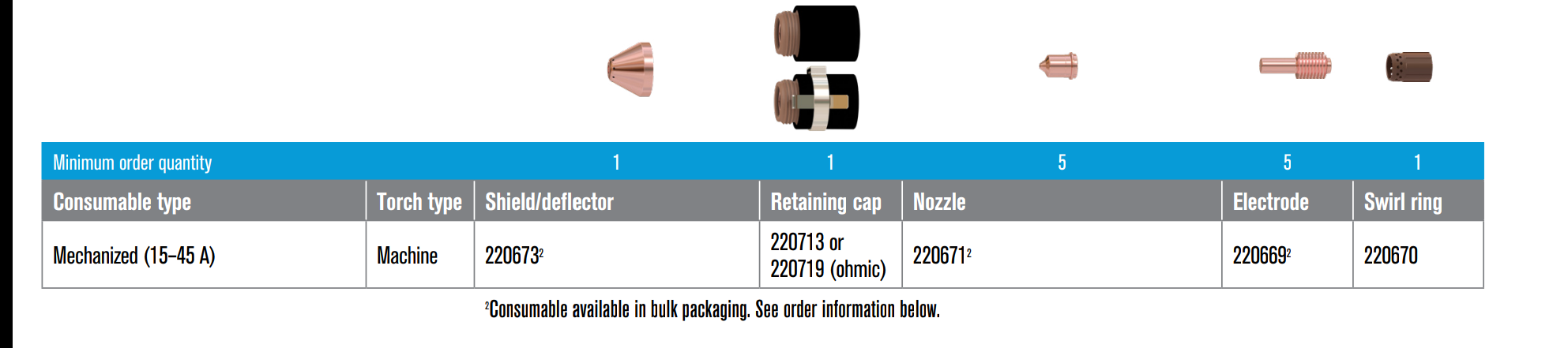
Just buy the Hypertherm cnc shield # 220673 and be done with it. If you don’t want to spend the money on Hypertherm stuff there are a lot of aftermarket shields on ebay and amazon.
Sorry to dig up the past here guys , but its exactly the predicament I am in. I have a 30xp on my crossfire with the Hypertherm 45 cnc shield # 220673 installed on the 30xp torch. What I am wondering about is the actual nozzle is recessed inside the shield by approx .044 - same on your setup James?
I believe the cut height spec in the book for the original 45 is .060
would that mean that you would set the cut height in fusion post process to .060 or would you set it to the actual nozzle height .044 + .016 = .060 so set it at .016 in fusion to achieve an actual .060 to the nozzle from the work piece? or is this something that hyperthem has already taken into account, and just set at .060? @clough42 I seen you set your height to .035 in a youtube vid - not sure why - if the nozzle is recessed by .044 + .035 (your cut height) you would be cutting too high or too low if hyperthem intended a .060 setting. im probably overthinking all this, but wanted to figure out exactly what the optimal setting is. thank you.