Book settings are just that. Some times they work some times they don’t. Hypertherm book states .060, but if you set the torch height from the shield to the metal at .060 and have a .044 from the cutting tip to the shield then your cutting at .104 and that is way to high in my book. The best thing is to try different settings to see what works best for your setup.
1 Like
@mechanic416 thanks, my thoughts too.
however cutting at only .016 off the sheet seems a bit close? does the measurement ALWAYS go from the nozzle tip? I am almost thinking Hypertherm built this into the .060 cut height unless the 30xp nozzle that I am using is shorter then the powermax 45 nozzles are that are designed to go inside this 45 cnc sheild. can you confirm if the nozzles are different lengths?
@mechanic416 check out the nozzle tips. the powermax 45 nozzle tip definitely appears to extend further. this probably makes it flush with the shield tip, whereas the 30xp nozzle does not extend the same amount. you cost me 30$ buying the 45 cnc shield ![]()
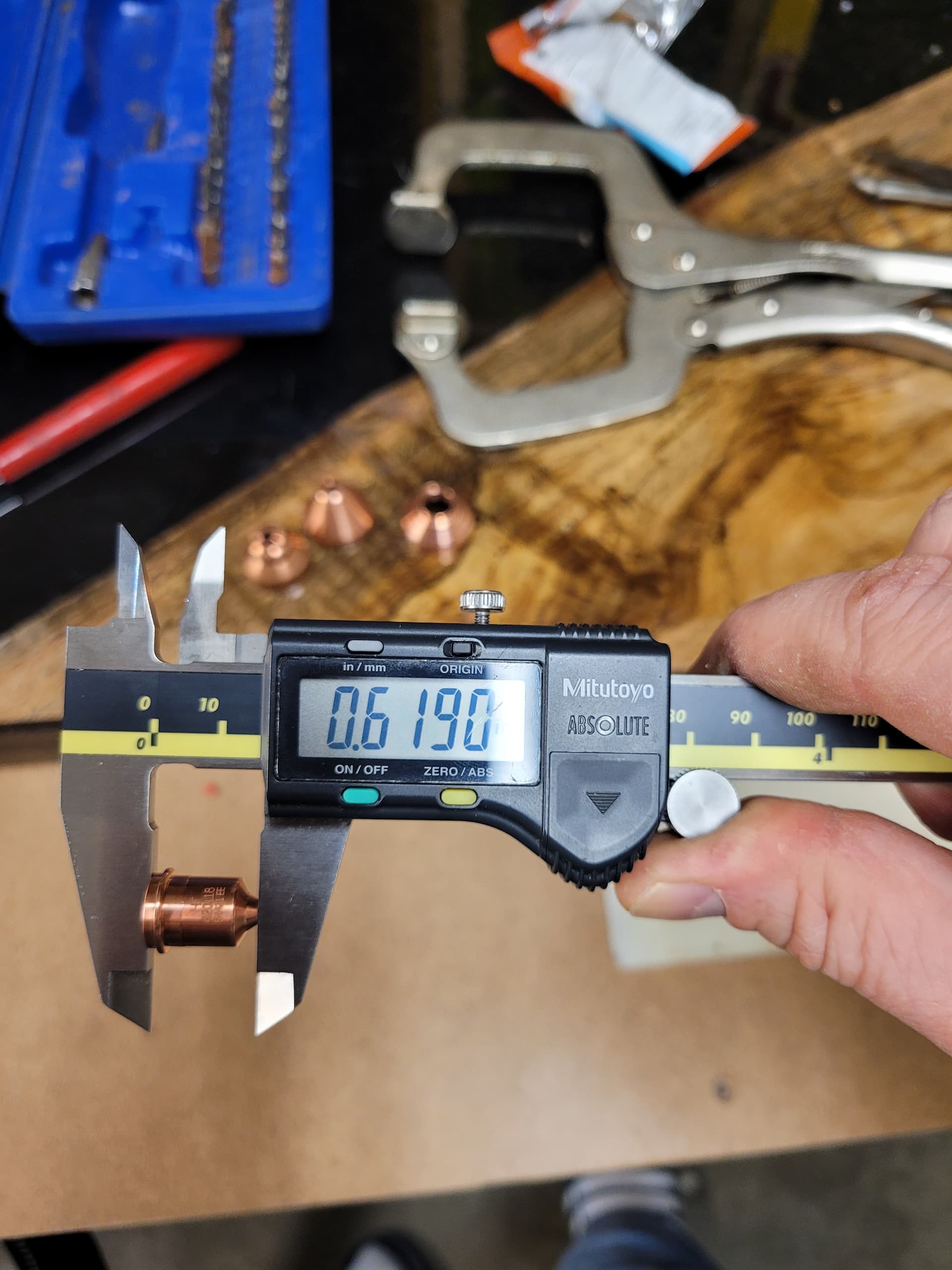
if you have a Nozzle #220671 kicking around can you measure it? the 30xp nozzle is .619 end to end.


I don’t have that torch, but my Powermax torch has the nozzle recessed about .060" inside the shield. Hypertherm calls for a .060" cut height between the shield and the work surface. The fact that the nozzle is recessed in the shield is not relevant to the cut height on Hypertherm torches. This assumes a mechanized shield and not a drag shield.
3 Likes
With the machine shield and standard tip, cutting .25" steel, I set the height to .030" in the CAM, and it worked well for me.
2 Likes