What’s the best settings for 1/8 mile steel. I’ve got 060 carbon steel cutting great. 063-.125 5052 aluminum cutting amazing but can’t get a good setting for 1/8 mild steel. I get a lot of dross on the back side and have tried tips and setting in the manual but they don’t seem be right. I’ve watched stone of videos of people cutting 1/4 plate and having very little clean up on the back side any help would be great
The book specs should work perfectly. Not all cuts are dross free, some of it comes off with a fingernail. What are the settings you are trying?
You also need to tell us what cartridge you’re using, 45, 65, fine cut?
3 Likes
I used what was in the book but I got some hard dross on the back. I down loaded a bottle
Opener from the share page and it cut really nice. I’m going to check to see what his cut settings were
Ok, you used what was in the book. What settings from the book, best quality or production settings? What cartridge are you using? We can’t help you if we don’t know what you’ve done or what you’re using. There could also be other issues.
What are you post processing your files with?
4 Likes
Torch speed 90 ipm
Torch height .120
45amps
45amp fine tip cutter
100psi of compressor air
Sorry new to this stuff. I own a fab shop and stepping into something new here
Thanks
The only manual I’ve found is calling for .14 cut height and 100 IPM at 45 amps for both high and low speed using the fine cut cartridge.
Are you sure you’re referencing the right manual and that your post processing is resulting in the right settings? If other cuts are going well then I’m guessing it is.
Keep in mind, you only want to use the fine cut cartridge when you need that smaller kerf. Otherwise the standard cartridge is much more efficient.
1 Like
Well 10g shows 100. I’m going to play with it some more
Yeah I’m not sure you need to be over 100. I’d adjust the cut height, but this also depends on the design. How intricate is it? Is the fine cut even needed?
You can’t compare someone’s dross free cut on 1/4 inch to your cut on 10 gauge with fine cut consumables.
It would be helpful if you answered the questions that are being asked, otherwise we can’t pinpoint what may be causing this.
1 Like
I cut 10g at 90ipm 0.12 cut height with 45a finecut cartridge with very little dross. Water height can effect dross also. When cutting 10g I run it about an inch below the metal.
1 Like
I’m going to lower the water now thank you. I’ve read that a couple times
Totally regret buying this thing now the software keeps crashing. And these guys don’t have a phone number.
It is not really a “rule” but when someone is trying to help you, you need to supply as much information as you can that allows you to get the help you need. Try to answer the previous posts to the best of your ability before bringing up another issue. I doubt that BrownFox, who is very knowledgeable, will respond again if you do not answer his questions completely.
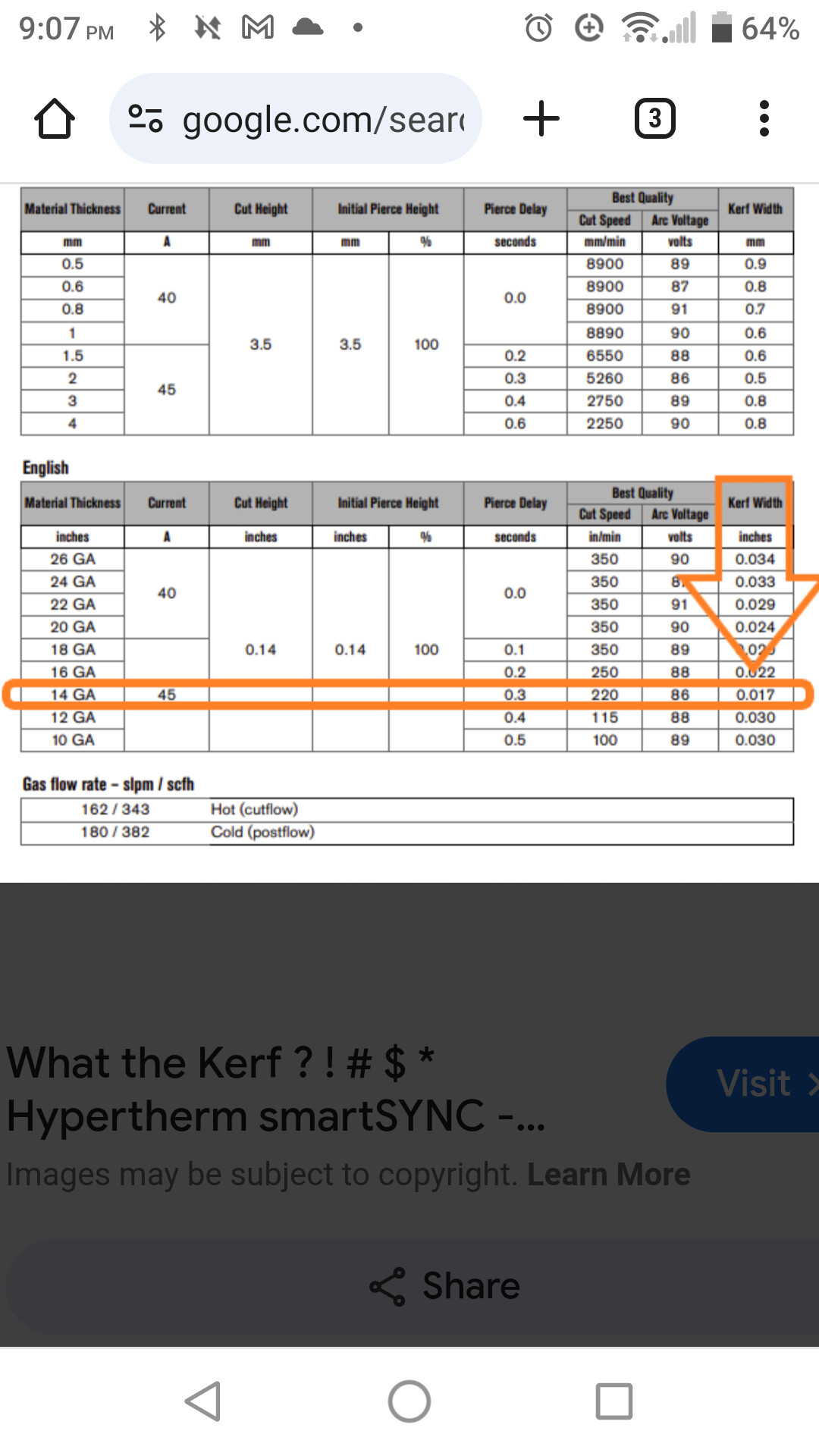
Here are some charts from the Hypertherm manual for Powermax 65 85 105 Sync.
Can you verify if one of these charts are what you have and is this the cartridge that you are using?
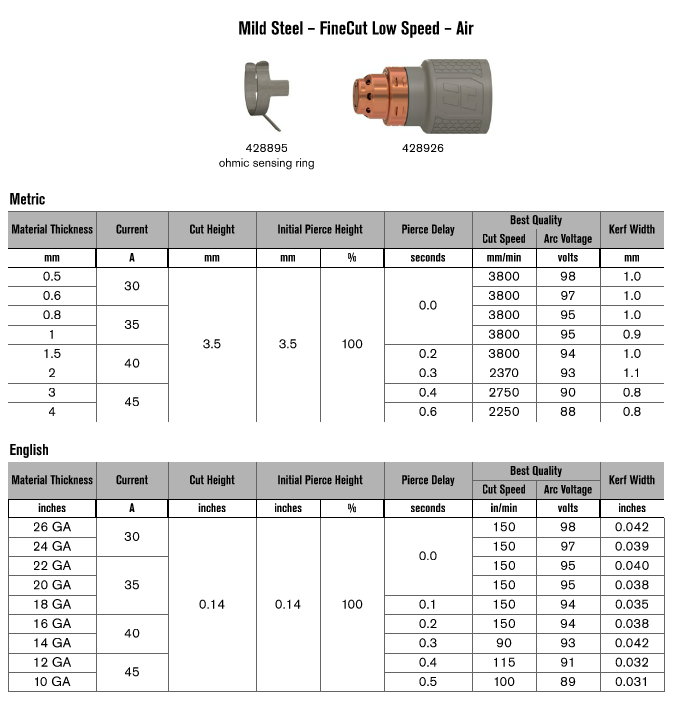

In both cases, these charts suggest your torch height (usually referred to as “cut height”) should be 0.14 inches. You are inputting a cut height of “0.120” without reason for varying from the chart…if this is the chart you are using.
Having the torch too low would cause more bottom-side dross. You should verify your cut height by pressing the space bar to stop the cut and the torch. Measure the distance between the torch nozzle/tip and the metal surface.
Are you getting the distance that the gcode was set to be?
Here is a troubleshooting guide from Langmuir that might prove helpful:
Troubleshooting _ Langmuir Systems.pdf (832.6 KB)
If this has been occurring all along, that would have been helpful to include before. Are you talking about FireControl? What is the crashing symptom: freezing, program closes out…?
But at this point, it would be best if you treat this like a research project and try to answer all of these questions:
The more information that you can supply, the better we can try to help. We need this:
(note, this is a form text so you may have already supplied some of the following. If I have been able to find it or feel it may be irrelevant right now, I will strike-through).
• CAD program used
• CAM program used (SheetCAM or Fusion 360)
• copy of the gcode of your test file
• photo of how your torch is mounted
• photos of your consumables, mounted torch and cable layout
• What plasma cutter are you using? Are you using OEM consumables?
• What is the brand of the consumables (not the machine they are labeled for)
• air quality and quantity (pressure gauge at the plasma cutter), what methods of drying employed
• Have you had any successful cuts with the current setup and metal type/thickness?
• Can you fire the torch manually thru FireControl?
• Are you couplers tight?
• Is there any connection issues with the IHS contacts in the z-axis carriage?
• Have you lubricated the lead screws?
• Are you using a laptop and is it plugged in or running on battery only?
• Cut height: have you measured what your cut height actually is when you set it at 0.12 inches?
4 Likes
Study up software is just about rock solid!
2 Likes
833-526-4797 Langmuir Systems. There you go.
My table and software have worked perfectly without trouble for years.
3 Likes
Mine worked for 1 day and software crashed
Give them a call tomorrow. Or email Langmuir.
The software is excellent. The compatibility with your computer may be an issue.
2 Likes
Thank you I will hit you up
For some reason the FireControl wont run with a 0.14 cut height. It throws an error. I haven’t got with Langmuir to see how to fix it. I missed with a few of the settings in torch height controller but nothing helped.
1 Like
That has to be a misprint on that chart. There is no way you will get the torch to transfer to cutting arc at .140" and if it does it most likely won’t even cut the metal. You set your pierce height to .140" so your THC won’t even work because the CH and PH is the same setting.
3 Likes