It is the SYNC cartridge. They have that strange setting of .12 to .14.
Perhaps others with the SYNC system will give input.
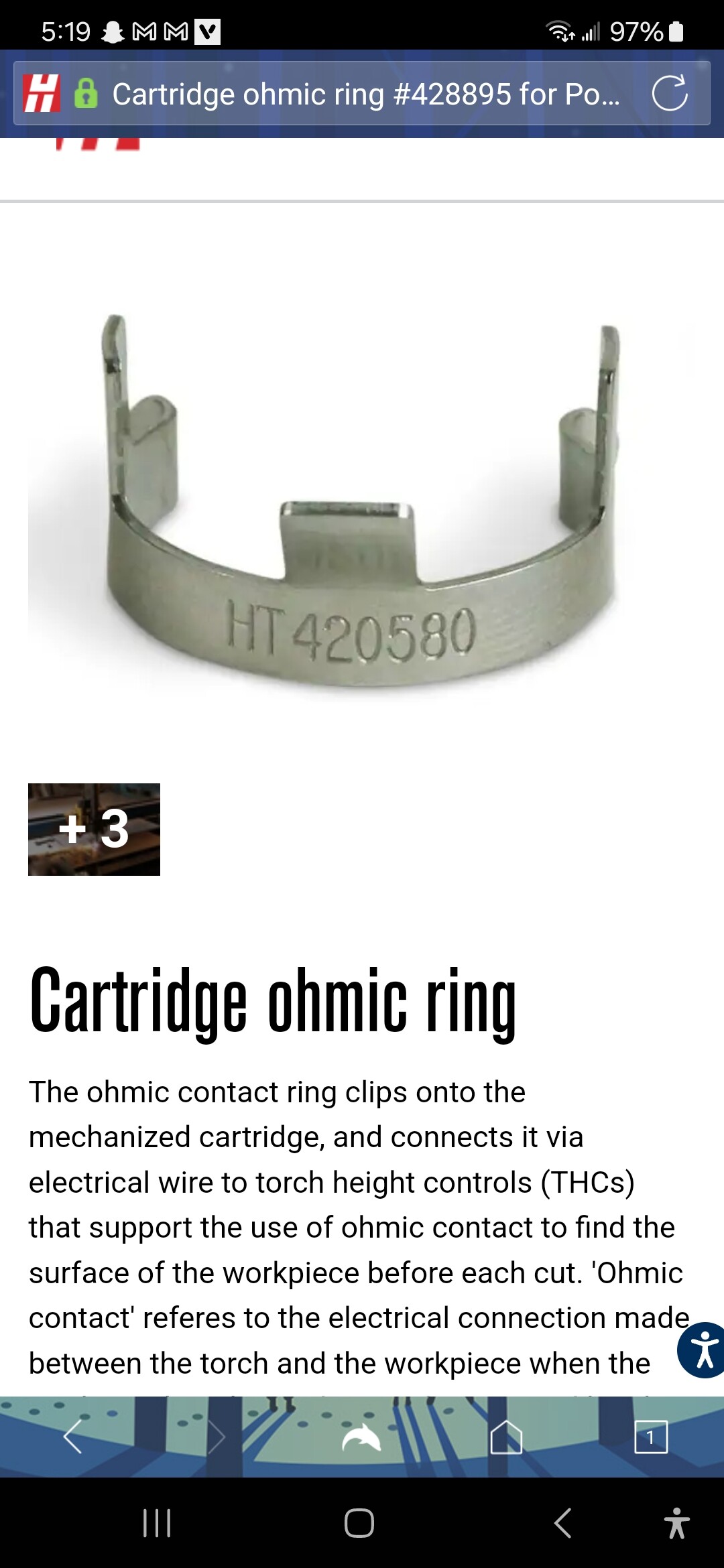
I wonder if that Ohmic ring is what is missing in this equation. The cut chart shows it.
It is the SYNC cartridge. They have that strange setting of .12 to .14.
Perhaps others with the SYNC system will give input.
I wonder if that Ohmic ring is what is missing in this equation. The cut chart shows it.
When the chart is telling me there is a 0 pierce delay how can this be as the plasma cutter can not cycle that fast.
That’s nothing new. My 45xp manual says 0 pierce delay for 26 and 24 gauge.
@ChelanJim And it displays the ohmic ring as a cutting option. So that’s not a factor.
To get a 0 pierce delay the plasma cutter has to be in continues pilot arc mode. Because like I said the plasma cutter can not cycle that fast. Not even a Hypertherm.
I will bet that Hypertherm expects the CNC controller will use Arc On in it’s feedback loop. Therefore, the controller would begin moving instantly AFTER the Arc is present, regardless of how long that takes from Torch On.
Consequently this is a bit misleading with an open loop system like CrossFire.
Hypertherm is the best George. If they told me to play “when the saints go marching in” on a kazoo each time I turned it on I would do it.
George will know I’m joking, right guys?
You may be right as the chart is set up from a very expensive Hypertherm cutting system.
If you turn THC off it will cut really good at 0.14 with very little dross.