I tried adding pictures but says the file is too big so I’ll have to resize and try and send again.
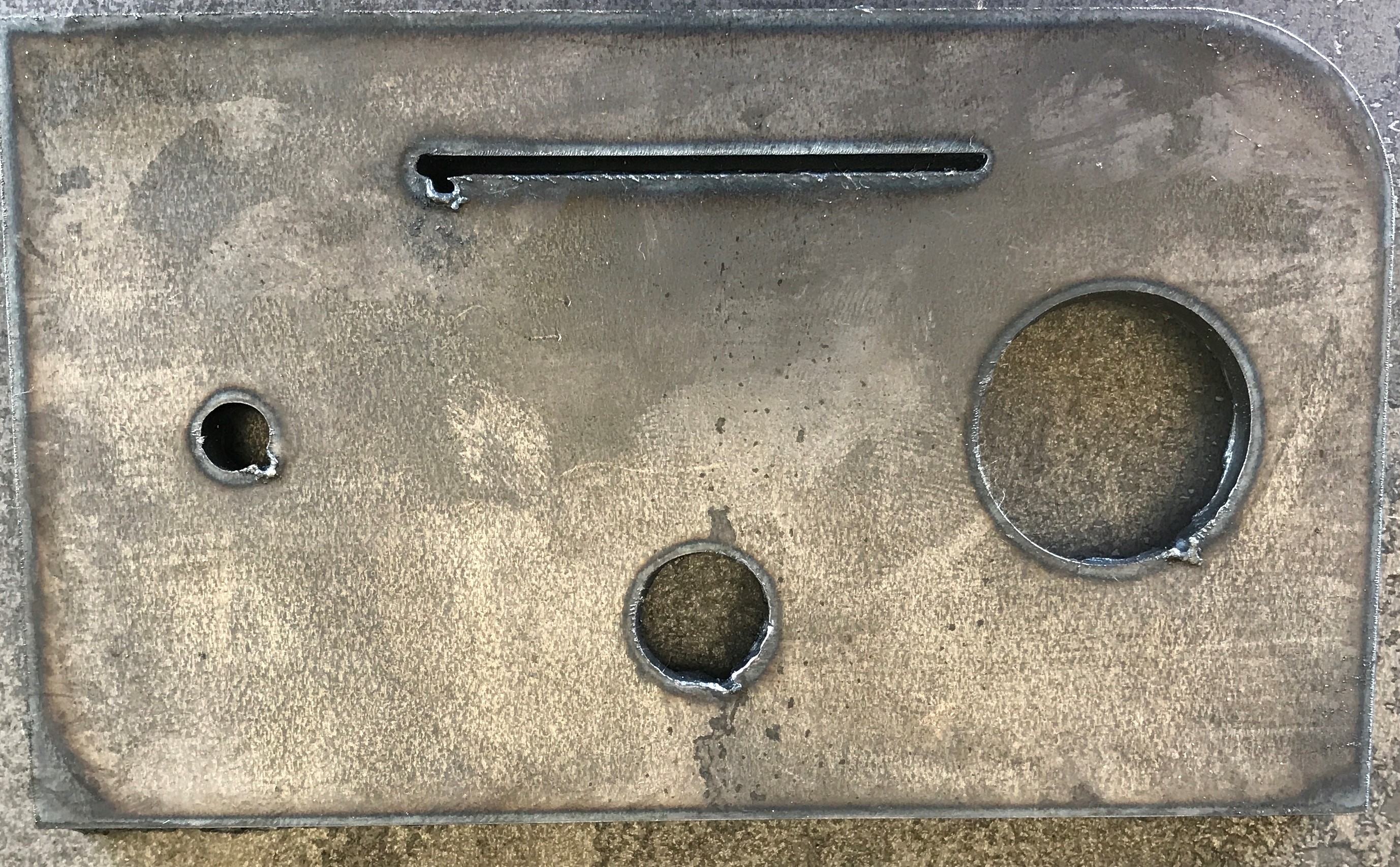
Just did this test coupon. This was with the settings you told me to use. 3/16th steel, ground clamp on material, 28ipm, 1.25sec pierce delay, thinner shim. Theyre all the same piece. I was able to knock out the holes. The outside cut didnt penetrate.



Are you using the fine cut shield?
I slowed it down from 28ipm to 20ipm and I got much better results. Though I don’t think I should be cutting this slow. DO y’all think this is ok, for this cutter? Heavy dross on the back; however, easily removed with my mig pliers.


Yes, I am. Should I change to the standard?
No I was just curious.
Its been quite a while since I used my 30xp but I just texted my buddy that has the same setup as you and his cut speeds are
1/8-55ipm
3/16-32ipm
1/4-24ipm
3/8-12ipm
wow! wtf is up with mine? LOL…UUGHHHH!!!
How old is you plasma cutter? Have you checked the electrode or have you ever changed the swirl ring or is it relatively new machine
I was able to do an 1/8’ at 80ipm. Hmmm…I really need to cut 3/16th for the grills I make. This was the reason I bought this and to cut expanded metal. Not sure if I should just get anther machine. I’m beyond frustrated.
It’s less than a year old. When I changed to fine cut, I changed the electrode, nozzle and shield. The swirl ring is in good shape. Looks new.
Its strange that you can cut 1/8" at 80ipm but struggle with 3/16".
I know! I’m at my wits. I do have to say that I cut at 80 when I changed to new fine cut consumables. The following day I tried making a sign for my daughter and it didn’t cut through. So maybe 55 is a safe speed?

Isnt the 30xp 120/220. Are u running 220v
220V is what I’m running.
Yeah I would slow it down from 80ipm but you should be able to get good cuts with 1/8 in the 50ipm area.
Do you happen to have any different 3/16’s plate that you could try?
1 Like
Roger that.
I’ve had a 30XP since 2015/2016. It has always performed fine with freehand use on 120V or 240V, but has been very hit and miss on the plasma table. Too much bevel or less than ideal holes, always struggled with 1/4" steel but 1/8" was OK with quite a bit of bevel on all edges. Plenty times hitting the duty cycle on continuous cuts such as a 16-18" inch circles in 1/4" steel. Plenty of times not getting complete cut through in all areas.
I gave up on it for the Langmuir table use and bought a Primeweld Cut60. Night and day difference, 1/4" cuts as nice as I could ever hope for with the Primeweld. I have yet to have any of the same issues using the same compressor, CNC table, cut files etc.
I do plan to sell the 30XP. The prices have gone up 25-30% over what I paid for it and there is a long backorder on them so good time to sell.
I know this doesn’t help you but the I would imagine that the Hypertherm 30XP paired with Langmuir tables is one of the least used combinations. Going to a 45 amp unit or higher is a leap forward.
Yessir. I just bought a piece yesterday.
Wow! That’s good to know. I will definitely look into it as I believe this is not ok for cnc.
I to have a Hypertherm 30. Do you mind sharing settings that you run on your tool library? Has anyone posted any spreed sheets of different gauge sizes and IPM’s that they run with the Hypertherm 30?