Ok, here the nozzle and electrode pics. These have literally three cuts on them, <3 min of cut time for sure, though 3/4 of that time was at 70ipm, which you guys said was too slow.
NO need to zero your z. It will do that. That nozzle has a nick in the hole. It is shot. Hard to tell from the picture the electrode looks kinda like it has a hole in the center. Usually they will get about a 1/16 or so deep then they are done.
New consumables are a must.
So did it try to fire to high? Accidentally fire the torch with to high of amp?
Also, I re-did the test many times, changed tip and shield to a 45A, moved the torch head to a different spot on the table, etc. Did not get consistent results with the feeler gauges. Went down to as low as .032. Never could get more than .049.
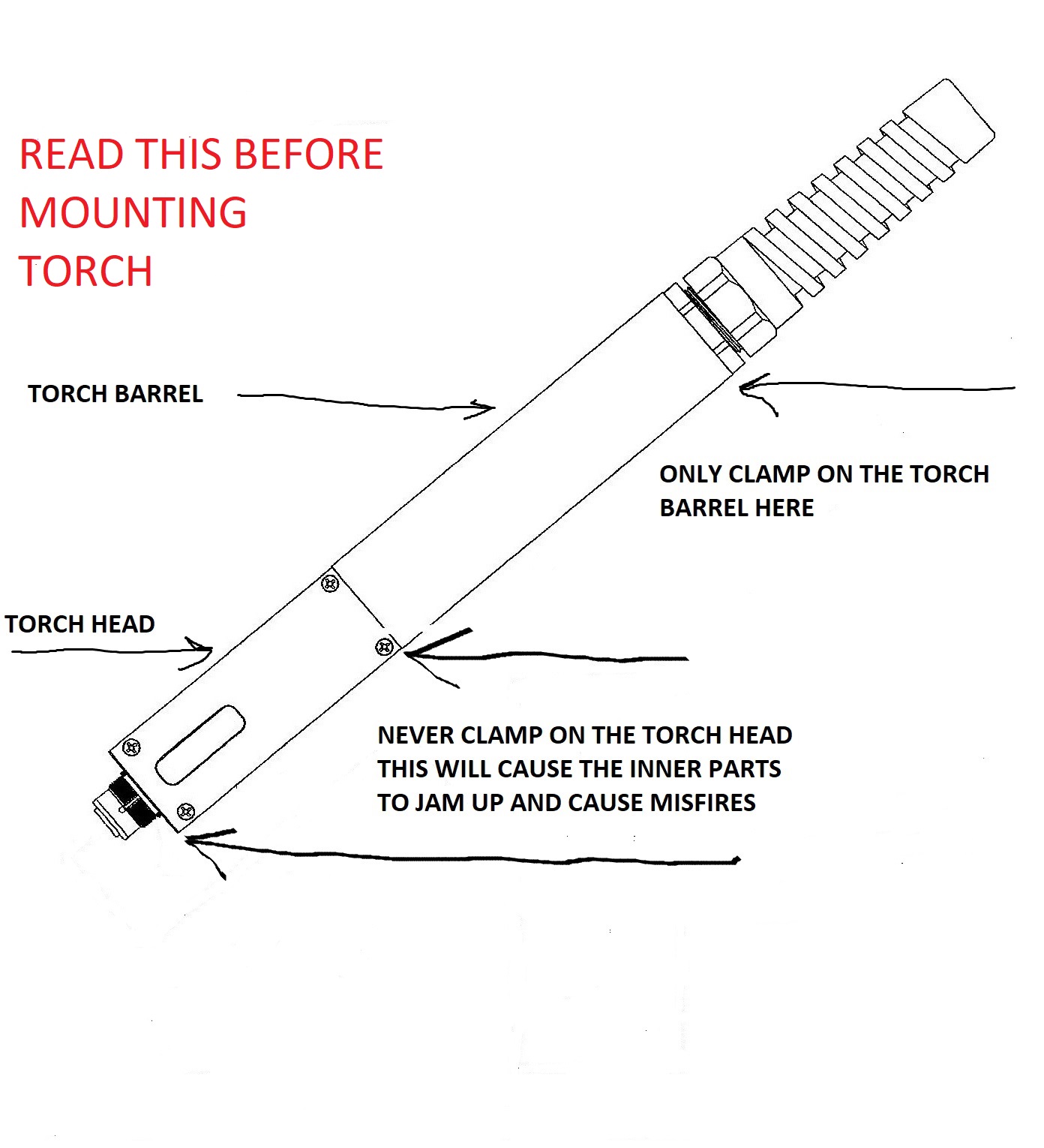
I also checked the torch clamp and the Z lead screw coupler to make sure everything was tight.
When I watched the machine do the test, I did notice some movement (flex) in the X axis tube when the torch touched the metal. Is that normal?
You won’t get good cuts with those for sure. We need to figure out what happened to them though.
The only thing that should move is the torch holder it will move enough to cycle the ihs switch. Can you wiggle anything by hand and it move? That is other than the z axis the torch head.
Seems a lot of people get different things on the z. It seems to be a fault in the screw and nut maybe. You should get the same consistently tho. Can you lift the z axis up and down does it feel rough or sticky?
Not a bead dryer, just a filter/separator. Assuming I should put one on the shopping list?
The float is smooth.
Also, did some reading. I’m using 16 ga for this test, but maybe I’m getting some kind of spring back?
It appears that I can compensate for the cut height in CAM, which I did. Made it .09. The 1/16" shim that came with the table slipped in perfectly. The question is, is this a fix or a band aid?
I would look into a bead dryer for sure. Compensating in cam is the fix if it is off. You can put thicker material on the table and redo test to confirm difference. Can even run nominal voltage to help with cut height. That is do you have the THC?
When I get finished with my next cut, will the torch stay at the cut height? Perhaps I should measure then, since the THC will be active. Should there be any difference?
I’m gonna turn the plasma to 45A (since I now have a 45A tip in) with a cut height in CAM of .09 and see what happens. I realize I’m changing two variables, but those 15/30A tips seem harder to come by than the 45A, and somebody said earlier that he always cuts at 45A. May go to HD and get one of those throw away, in-line dessicant filters just to see if it makes any difference. Would prefer to spend $15 instead of $250-300 for now.
The small in-line one won’t make much of a difference. There is not enough volume for the beads to come in contact with all of the air flow. You will want at least a quart size one. I started small… all it did was end up costing me more money in the end.
Having good quality air will save you money in the long run with longer consumable life. I know how you feel you just spent a bunch of money and it all adds up fast.