Anyway to get cleaner cuts on small parts? This letter E is about 3/4" tall. Or is this just the nature of the beast? I messed with lead ins and outs with no discernable difference. This is arc lead in no leadout 1 second pierce delay 14 gauge. I thought powder coat might cover it up some, not really


What plasma cutter are you using?
Razorweld cut 45 plasma
Is your pierce in the corner of the middle bar of the E?
Also, we’ve got a few FireControl updates/bug fixes we need to test today. If you want to send me your DXF i’ll take a stab at it. We run a RW45 here as well on our machine.
1 Like
Middle. I use sheetcam and move all my pierce points away from corners. Where can I send dxf?
You can upload it as a file in a comment to this thread. Or send it to me in a PM if you dont want it shared.
1 Like
What is your cut speed and pierce delay?
80ipm 1 second pierce delay
I have been cutting 12g at 150IPM and .4 second pierce delay. May want to double check your settings. I am using a hyperther45xp and all my lines have been perfect.
Well you have a hypertherm so… Lol, recommended settings for cut 45 is 30amps 80ipm

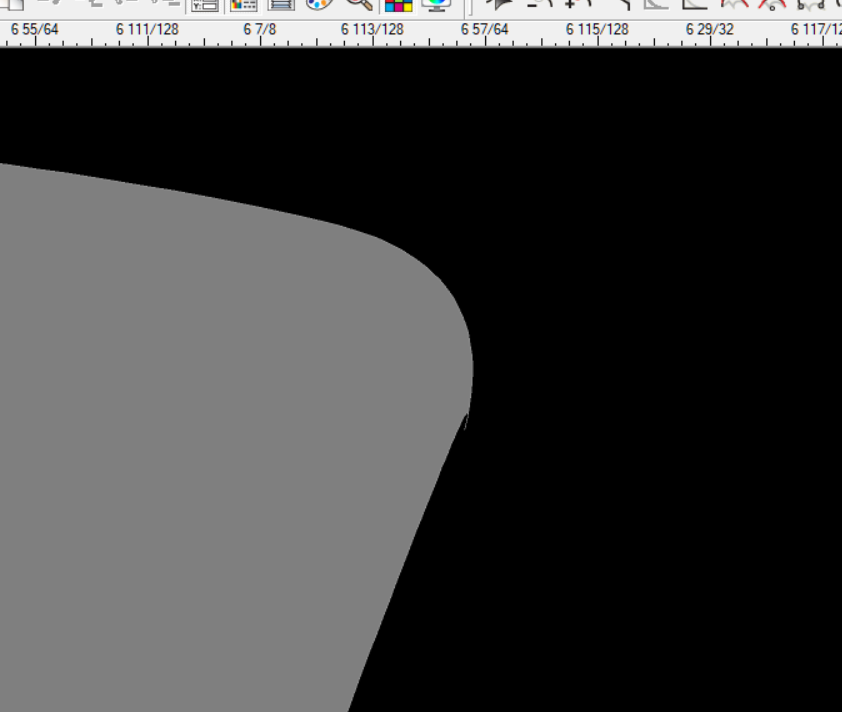
So turns out there is a tiny little loop at the corner of the middle bar of the E. You’ll need to delete that loop in your DXF file.
Regarding feed rate, I cut 14ga at 200 ipm, 45 amps on the Razorweld 45 with X45 torch. I’ll be cutting this out here shortly and will post some pics of the results.
3 Likes
I’ll bet there are similar artifacts on the M (you can see the wiggle). With that being the case I’d expect to find issues with the rest (if something happens once it’s an “oops”, twice and it’s a pattern).
This points out the importance of checking your files - high zoom shows this kind of thing pretty clearly. Especially when something bad isn’t happening consistently. I see this all the time in files my laser students swear the machine is screwing up in them ![]()
3 Likes
sorry. thought it was 45amps.
It is, but recommended settings on cut chart is 30. I’m going to try speeding it up like Daniel said
Fix the file first. But you should run it at 45amps.

I ran this at 45A, 200ipm, and with smart voltage enabled. Pierce delay was .7 seconds. Cut really well. It could benefit from some small lead outs because it left some nicks where the arc flamed out. No big deal to fix though.
1 Like
I found the issue. Its in the font itself. Here it is fully zoomed in.
What are some tricks for flaming out? I tried messing around with all the types of lead ins and lead outs and sizes and I still seem to get them. Looks worse on the backside of my cuts. Could it be nozzle height?
1 Like
I know you are using SheetCAM, but in the past i have minimized them by doing a rapid lead out (like 300IPM lead out) so that as the arc is flaming out its far enough away from the edge to not cause the nick.
1 Like
What a great thread! It’s comments like this that are going to help guys like me(zero experience) from wasting material while trying to get up and running. Reccommend LS start a “lessons learned” category.
3 Likes