Check your consumables.
2 Likes
YES…as Richard is alluding too:
Very likely related to the lack of the torch firing:
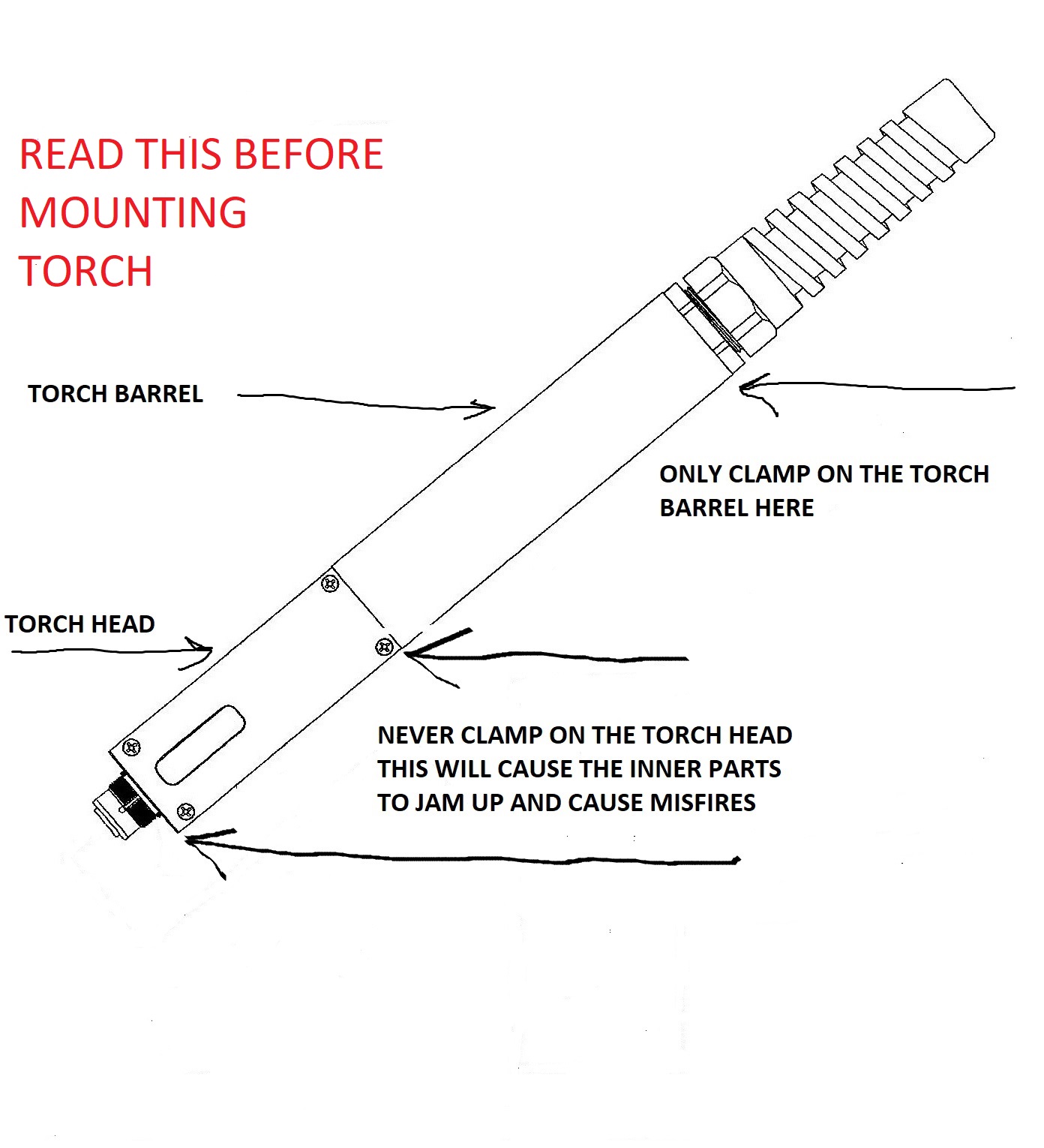
- The plunger activity of the electrode is not smooth or insufficient air.
- You need to increase your pierce delay, try 0.7 or 0.75. If pierce delay is too high, the worst that will happen is a slightly larger divot from the torch staying in one place too long. Once you find that it is consistently firing, you can back it down some.
- Pierce height should be 2.5 x you cut height. Increase to 0.15 inches. This will also work well with the increased pierce delay so as to not cause the larger divot.
The reason your first cut consistently works is that FireControl adds time to the first pierce delay. It gives the false impression that your pierce delay is set correctly.
2 Likes
But an error related to piece delay would assume the torch actually fired right?
First test cut today fails on second hole. When moving to the second hole, no torch on, it shows 300V. Torch does not fire at the second hole
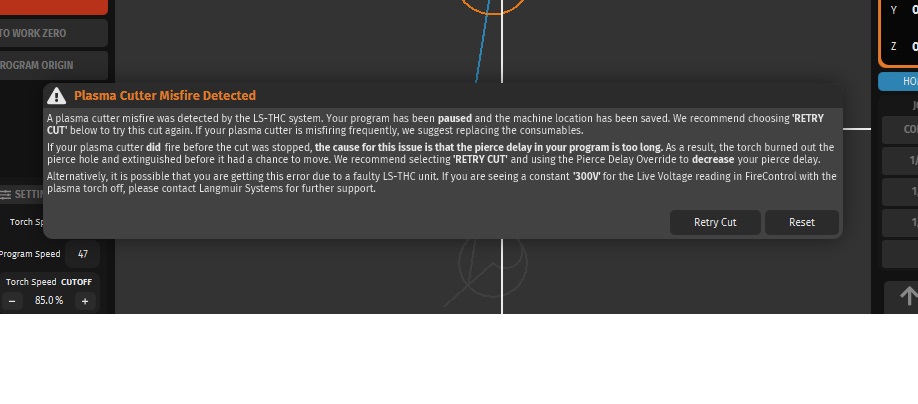
This happens over multiple nozzles, 2 different electrodes.
When this error occurs, 300V shows while moving and reaching the next hole. At which point the torch does not fire. On successful cuts, the voltage is 0 during the move and while reaching the next hole, then when cutting the voltage goes to 129.
Disable THC and try cutting…
You can get that error when a misfire happens. I never noticed a voltage spike.
I would try without the THC like @rat196426 said .
Then dig into why you are getting mis fires. Where are you getting your consumables?
1 Like
Not if you think like the machine does. It sends a signal to fire the torch. It waits for the time of the pierce delay and then intiates the next action but first checks for voltage to see if the torch fired. At that point it realizes that it does not have an expected situation and aborts the cut.
1 Like
Stock rasorweld. You should not be getting 300v while moving with no torch on. You should not be getting 300v while locating the top of material on the z move.
Correct you won’t see that voltage from any plasma we can afford.
The you may have THC issues but your plasma isn’t firing when told to either correct?
2 Likes
I have tried with thc turned off. Works on the few tests I did. I cannot get a failure turned off over 10 tests. You do not know when the error will happen. Today it fails first test with THC on then works on 10 tests in a row. I think I’ll just buy another thc and see what happens. Spending too much time on this already. There should not be a 300v ever while using the torch and especially while torch is off. I see 300v always before this error while torch is moving to next cut.
Create a support ticket. You haven’t hat your table that long correct? They may send you a new one.
1 Like
Numerous emails back and forth with a ticket. I’ll just buy another thc. Tired of being asked unrelated questions that have nothing to do with why I show 300 volts always before this error. Their own error message says if you have 300v you may have a bad board.
Are they unrelated or you may not understand why there is a possibility they are related?
Not being rude they trouble shooting these machines daily.
I can’t confirm or deny the voltage spike when I see a misfire. Anything from EMI to you plasma itself could potentially be the issue
I just don’t want to see you buy a part that is unnecessary.
3 Likes
I ordered a new THC board and will see how the new one goes. Thanks for the suggestions.

No hard feelings. I looked back on some of the things you have done. You have really worked to dial your machine in: More than I ever did.
Here is an example you provided:
You know what settings generally work and you feel in your bones just changing those settings don’t really square with what you have been doing. Something has changed and it is not the settings of the CAM. That might be true. So it might be the board. In your shoes, I would probably do the same thing.
Like BigDaddy and Richard are saying, don’t overlook the actual mechanism that triggers the plasma.
We are here for you. Let us know how it works out. We are all in this to learn.
2 Likes
I made the largest cuts today. Had a couple of fails but it was easy to generate code from the failure and continue. So it was not too big a deal. Also as suggested I discovered how to click on a section and cut from loop which was nice to know.
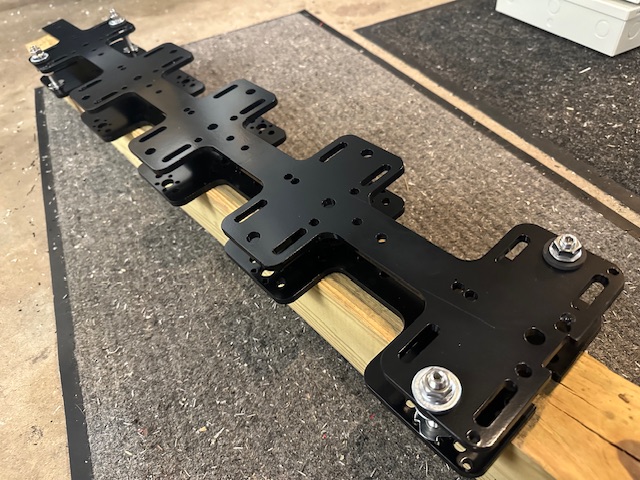
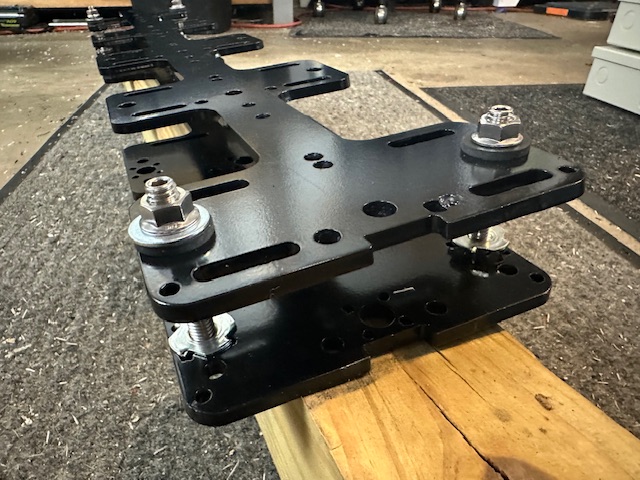
I built a powder coating system, used corrosion resistant primer first then super durable black after that. Powder by the pound.
Notice the 4 prong tnut fitted into the bottom plate. 3/8 threads.
5 Likes
I have used powder by the pound . They have decent powder.
Now I try to use exclusively Columbia coating. I buy the super mirror black in bulk much cheaper.
2 Likes
Nice job. And, especially fighting thru the obstacles, I applaud your efforts.
I noticed that and remembered you describing how you would do that. Nice!
That was from David. He knows this front-wards and backwards.
1 Like