Simple is beyond F360 evidently.
Still trying to do hole tests, and it just won’t post right.
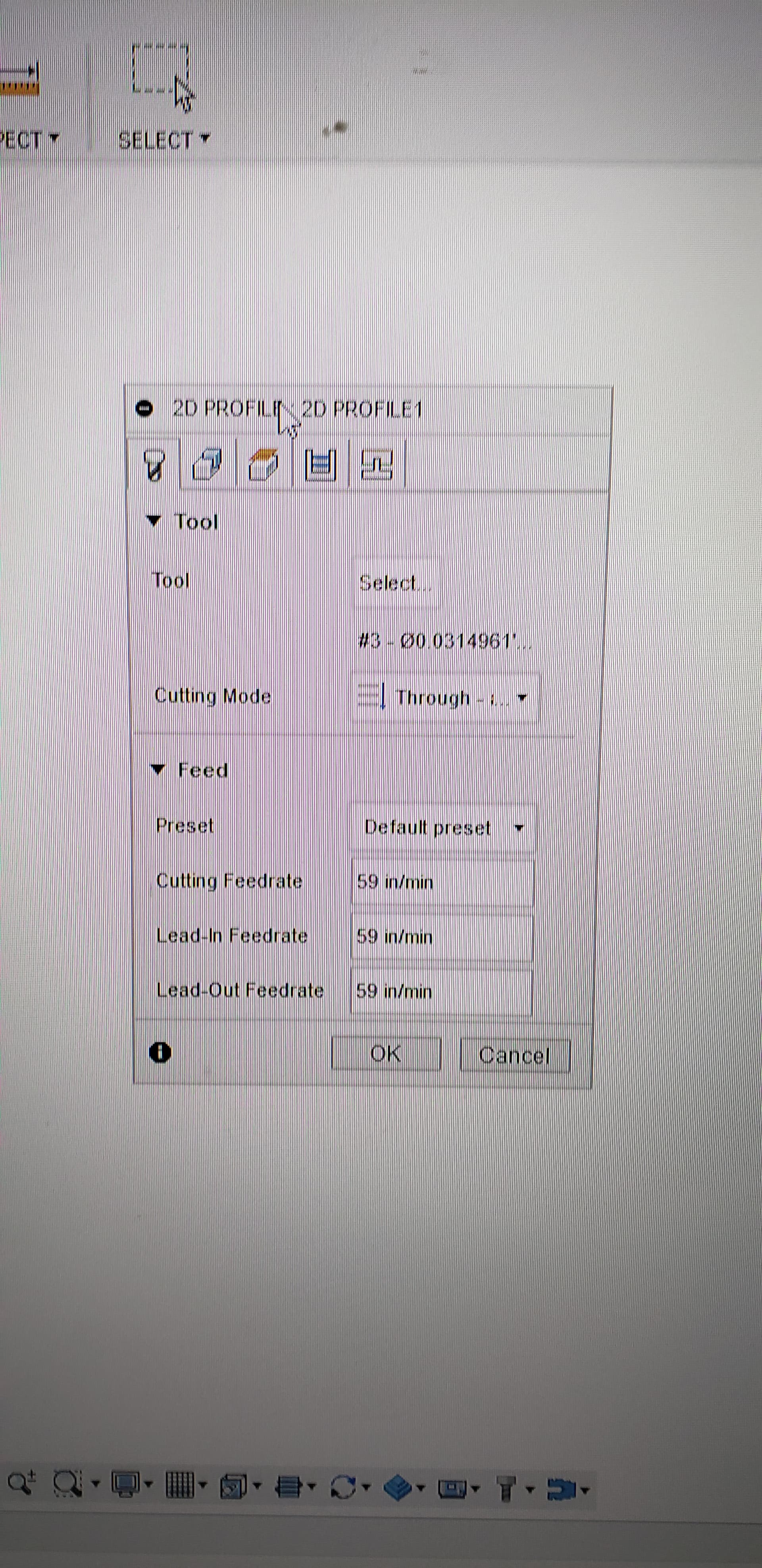
2 .685 holes .985 between centers, left and right closed chain, smoothing and feed optimization.
I should add that I get an IHS fail at the second hole, even after I add a m30 at the end of the first cut.
(v1.6-af)
G90 G94
G17
G20
H0
(2D Profile1)
G0 X-0.2525 Y0.2268
G92 Z0.
G38.2 Z-5. F100.
G38.4 Z0.5 F20.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.25 (Pierce Height)
M3
G4 P0.95
G0 Z0.1 (Cut Height)
H1
G3 X-0.1525 Y0.4 I-0.1 J0.1732 F59.
G3 X-0.7475 I-0.2975 J0. F35.4
G3 X-0.1525 I0.2975 J0.
G3 X-0.1691 Y0.4981 I-0.2975 J0.
G3 X-0.3207 Y0.6287 I-0.1888 J-0.066 F59.
(2D Profile2)
G0 X0.6725 Y0.5732
G92 Z0.
G38.2 Z-5. F100.
G38.4 Z0.5 F20.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.25 (Pierce Height)
M3
G4 P0.95
G0 Z0.1 (Cut Height)
H1
G2 X0.7725 Y0.4 I-0.1 J-0.1732
G2 X0.1775 I-0.2975 J0. F35.4
G2 X0.7725 I0.2975 J0.
G2 X0.7559 Y0.3019 I-0.2975 J0.
G2 X0.6043 Y0.1713 I-0.1888 J0.066 F59.
M30
(PS0)