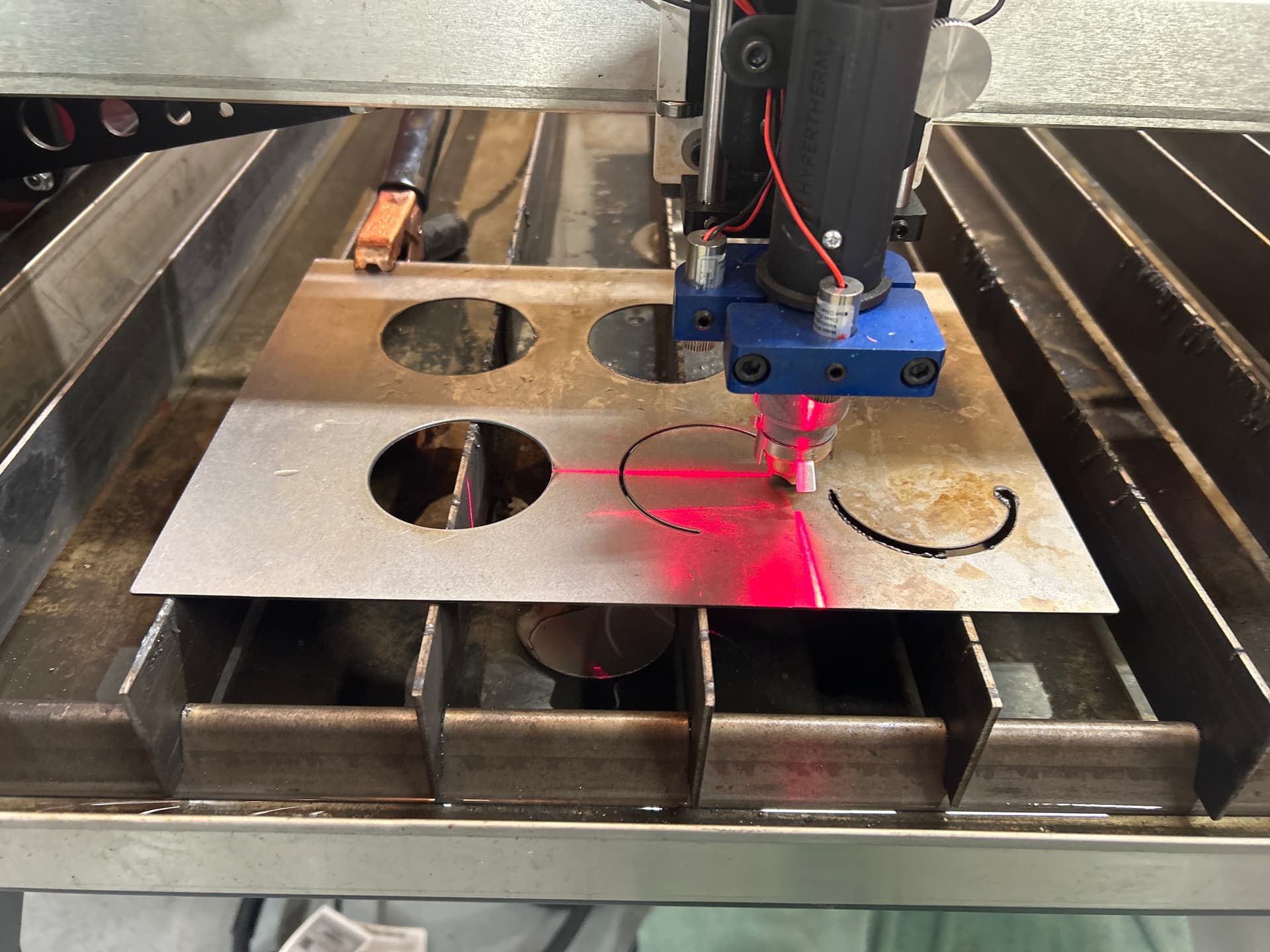
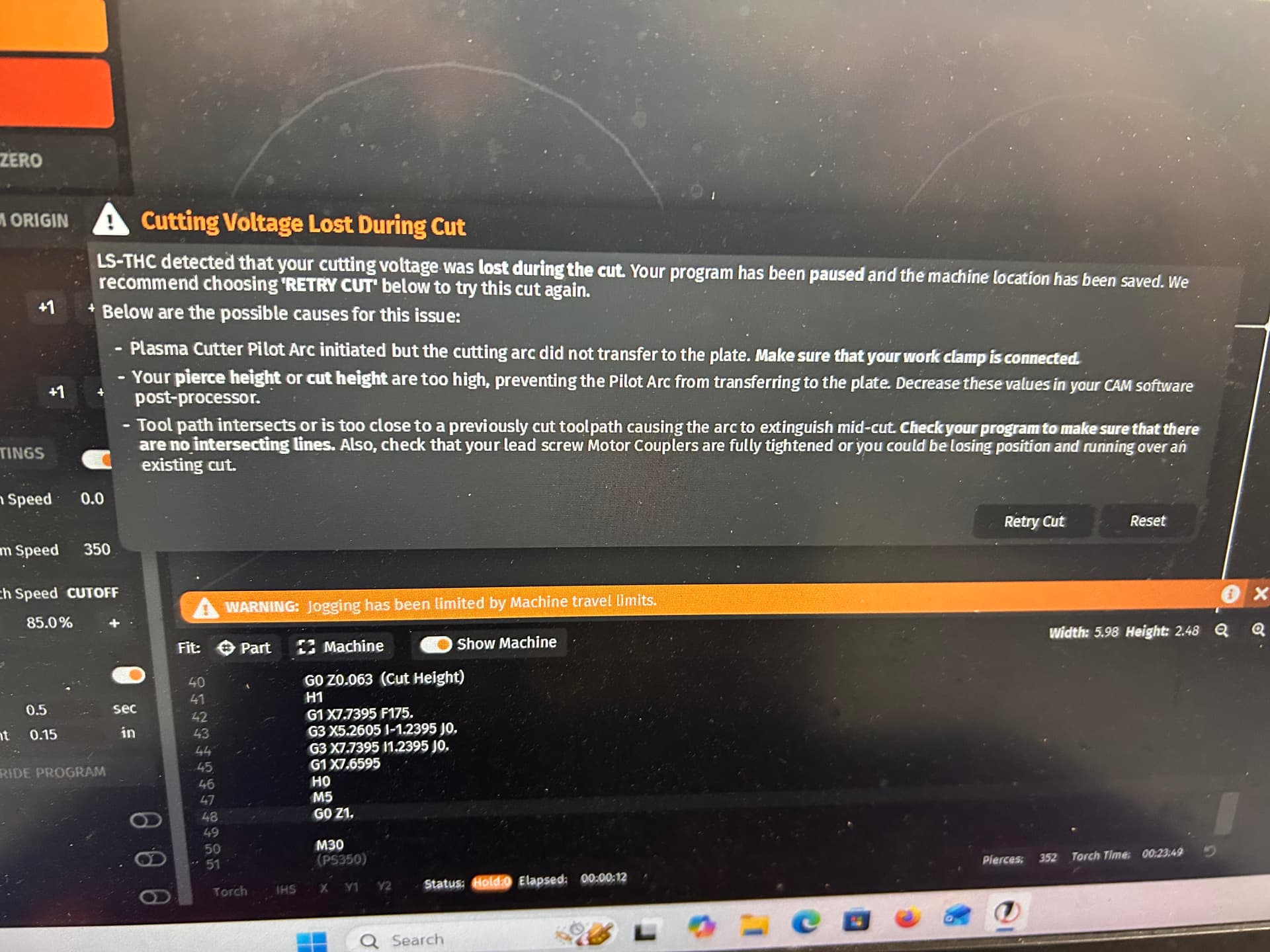
I need some help. When I am cutting the first cut is always fine the 2nd cut a bout 3rd of the way the arc stops. I have changed heights,clamp location, cutter tips . I am using fusion to program. And I have Powermax45 SYNC with the ls-thc The weird this is before Christmas it was fine and I was able to cut a lot of stuff. I don’t know what to do
Pierce, hight .140 Cut high is .05 cuts speed 220ipm
There’s a possibility that you fat fingered something that prompted this issue today. Why not share the g-code you had issues with? It’ll be in your NC file as we speak.
I would be lying if I said I never made a mistake myself - the last one was today when I cut out a dual fuel can carrier in which I chose the wrong profile that had the wrong kerf setting. This lead to my 0.074 wide slots to be about 0.069 forcing me to slightly grind down the tabs that go into them.
One thing a lot of people accidentally mistake is using hundredths versus tenths for their pierce delay, as they’re also thinking about pierce and cut heights as well.
I will post the code but it’s on all my programs today . Went from trying to fined the best feeds and speeds in 2 different plate size programs to me trying to to cut a DXF import just to trouble shoot