So I have been cutting mostly artwork out for the last few months and things have been going well. I have noticed a little bevel but honestly I have mostly been using 14 & 11ga, so even if the part was not just to look pretty the taper hasn’t made itself real noticeable. I did alot of experimenting with 1/4" plate few months back and thought I had sort out my issues but now I am not so sure, that or I have a new issue.
I am currently gearing up to cut parts to build a tilting belt grinder and want to make sure I have some accuracy, everything is cut from 3/8" hot rolled steel. I started with a small part to check settings and it seems that no matter what I do I get taper on the straight cuts in the X direction. I have tried slowing things down, adjusting kerf, adjusting cut height, changing consumables, altering start points, adjusting the torch etc.
I have checked alignment of the table several times and tried adjusting the torch and gantry and I will be honest that given the taper you would think my torch alignment is off or my material isn’t flat but when I check the level-ness of the material at any given point or the angle of the torch my tapers should theoretically be opposite what they are and any additional adjustment to the torch gantry to fix taper in the X direction will result in the gantry binding.
Thoughts? Could it somehow be something with my posts?
Reminder - I have the Crossfire Pro with a Hypertherm PM 85 with the machine torch (short). 375 plate parts.pdf (477.0 KB)
I started out just shy of 60% of recommended speeds from Hypertherm per what I learned when I had issues with 1/4". When I cut faster air tend to have taper on all side. At 18 to 21 ipm I only have taper in X direction cuts. Y direction cuts are looking really good.
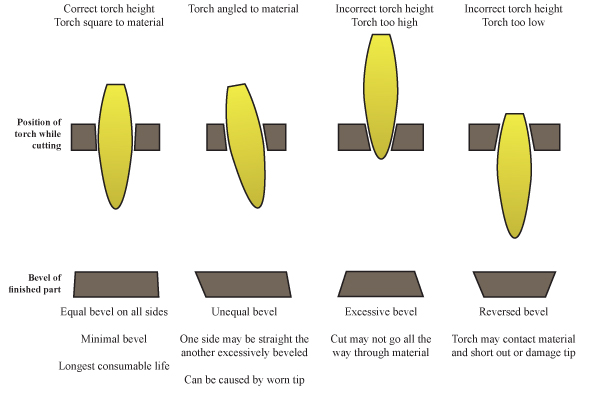
The only real reason I’ve got taper when the torch is square is cut speed wore consumables or lack of air.
For the most part hypertherm’s cut charts are right on the money for my old 30xp and my two 45xp’s now. Maybe a little tweaking here and there up or down depending on what I’m cutting.
Your cut speeds are right around what I used do do with my 30xp but I also didn’t cut 3/8 all that often then.
I’ve never used the 65 or 85 so no real world experience but I can only assume it would be better.
I agree but I cannot adjust any further in the direction is needs to go without causing issues. When adjusted in the opposite direction it made no difference to the taper even though it should have resulted in opposite tapers at the very least.
Sounds like the problem I was having which ended up being ground loop interference. I was cutting with my laptop plugged in. What’s your live voltage saying while cutting? Have you watched the torch while it cuts? I’m betting it’s way more than .060 off the material.
Parts 1-5 were cut with my laptop plugged in, 6-8 I don’t believe the laptop was. Can’t say I watched live voltage closely but I I had THC running with smart voltage and I think it maintained the +/- 1.5V pretty well. I may cut another to check.
If it was strictly cut height affecting the X direction cuts, wouldn’t the view from the Left look more trapezoidal with negative taper on the top and bottom edges?
I ran a couple more cuts last night. When I ran at 45 ipm (from the Hypertherm book) my straight cuts in the x direction got better, but my arc cut ended up with ALOT of taper and the straight cut in the Y ended up with taper. So I used a path rule to slow down during the arc and that helped some but now my kerf is off. Is that normal?
I recorded firecontrol during both cuts (with and w/out path rules) and I have 0.060" programed at the cut height for all cuts. Without path rules cutting at 45 ipm my voltage was 110+/-1.5V the entire time (mind you I am still using THC w/smart voltage). With path rules the straight cuts at 45ipm were about 107V and the arc cut at about 23ipm saw roughly 123v (again, still using THC w/smart voltage). Hypertherm states cut height at 0.060"/135V.
I had been accurate when measuring at the top surface of the part (negating change in dimensions due to taper) at the slower speed and I kept the same kerf when I sped things up (all of 2 additional cuts with the consumables) and now it’s off by about 0.015" dimensionally.
Was the laptop plugged in and were the consumables new?
I had this exact issue with cutting 3/8. Had a blowout in the nozzle in one direction and laptop was plugged in resulting in too low of volts seen by THC while cutting. Torch was cutting really high and screwing consumables fast.
I went back and looked at your initial pictures. #1 and 2 look ok to me. #7 is what my cuts looked like with all the mistakes I was making.
I have the 65xp, I never cut that thick but I had really bad taper issues with the PRO. I finally reset my Z axis to torch holder. I still get taper on X axis. Have you tried adding a rule to slow down around the sharp corner? I’v noticed more taper with my PRO setup for sure.
I cut 2 small pieces tonight. The smallest of the 2 was cut approximately 10 prior and the only thing I changed in regards to the settings was the size of the corner loop on the 2nd larger part. Otherwise same speeds, consumables (which were new on the 1st part) amperage, etc. Why did I suddenly start to get almost s saw tooth affect?
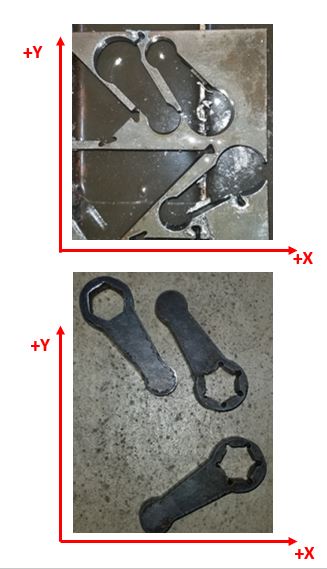
I continue to have taper issues. I have checked my torch alignment numerous times and have had others do so as well. I have even intentionally put it out of alignment and still had taper in the same location. I have tried new consumables in varying degrees of replacement, only part I haven’t tried replacing is the swirl ring. The parts in the pictures attached were cut out of 3/8" with a 65A nozzle, speeds on the curve were altered a little from cut to cut but that didn’t change the amount of taper. What was consistent, despite some changes in cutting speeds on the perimeter, was the location of the bevel and reversed bevel with respect to the table. The edges to the top right have excessive bevel and the bottom curves have excessive reversed bevel. I know based on this it should be Torch alignment, but when purposely put the torch out of alignment it is the same. Any ideas?
I use the Razorweld cut 45 and it does the same thing since the day it was new. Theres even noticeable bevel on my 14g cuts. Same thing though, no matter what I do it is still there