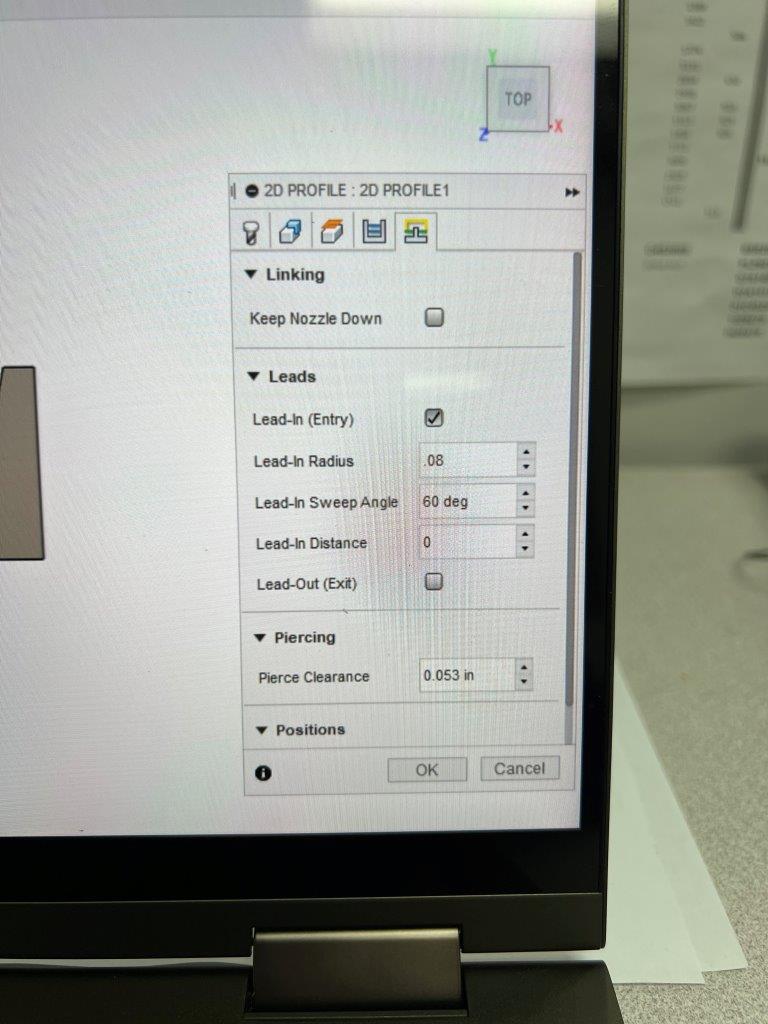
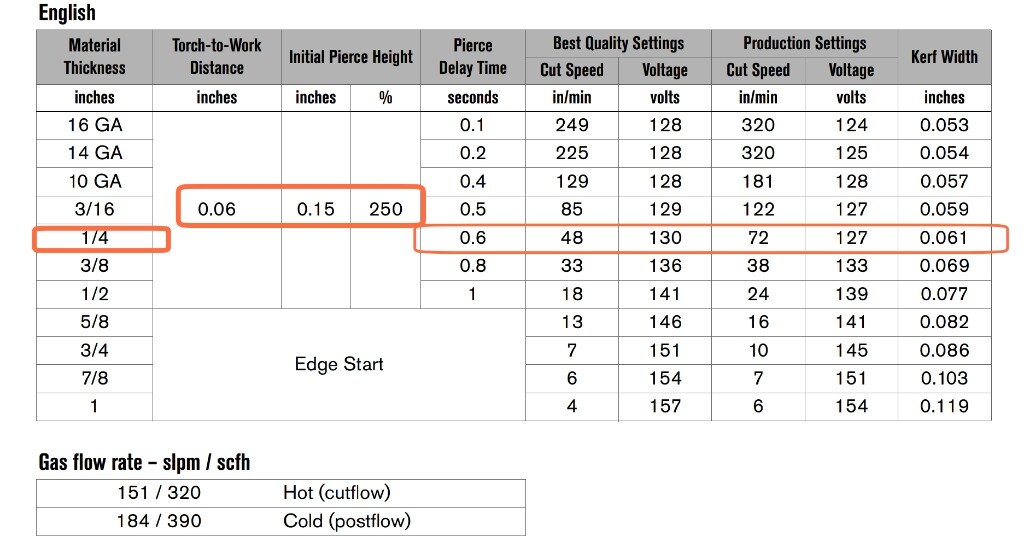
I have been tracking down a bevel on all sides of every cut I make. It was very noticeable when I did a piece of 1/4 mild steel. Replaced all consumables from swirl ring down with all genuine hypertherm parts, Re leveled torch height control, air psi good it was checked with a gauge at the back of my cutter, air air is dry. I have been using a Milton 1072-2 for 2 years never had moisture in my blast cabinet. I use hypertherm book specs for cut speed, cut height and initial pierce height. 45 amps for 1/4 mild steel. I’m pulling what little hair I have left out. The last thing I did tonight was watch the torch as closely as I could and it appeared that the height was too high so I paused fire control during a straight line cut to measure the tip to steel distance I’m getting just a hair under .12. My setting are set to .06 not sure why this is happening. What the hell am I missing.
For what it’s worth when I use my hand torch with a guide my cuts are Damn near perfect.
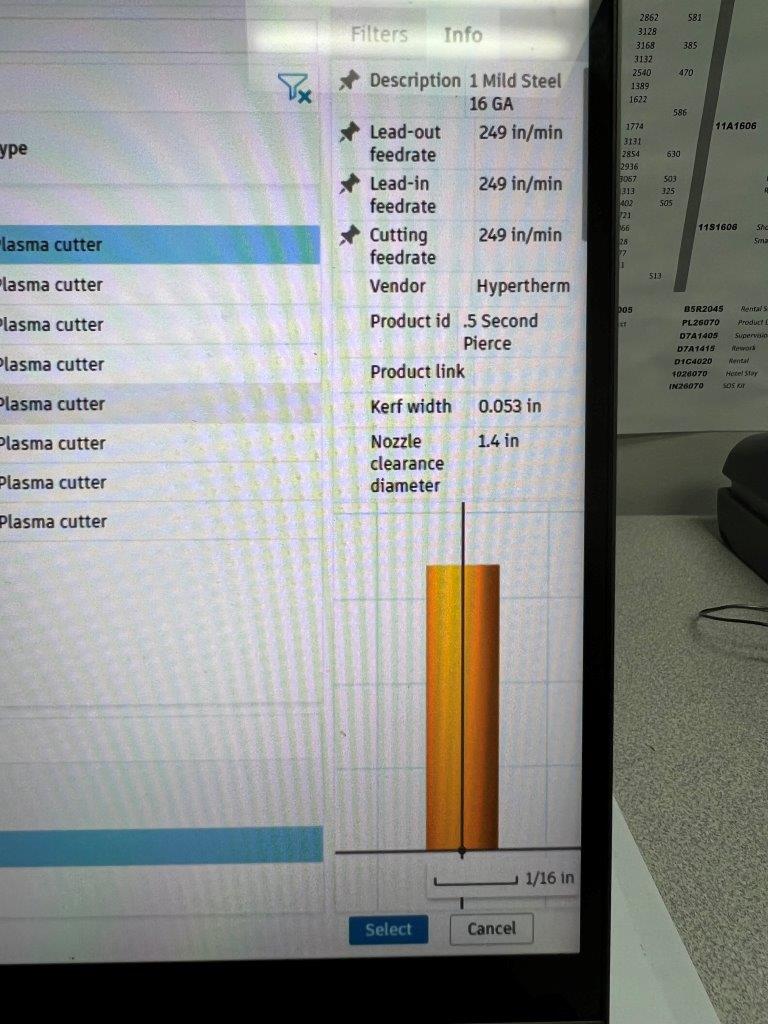
-Hypertherm 45xp with machine torch. Consumables I use are in pic attached all genuine hypertherm.
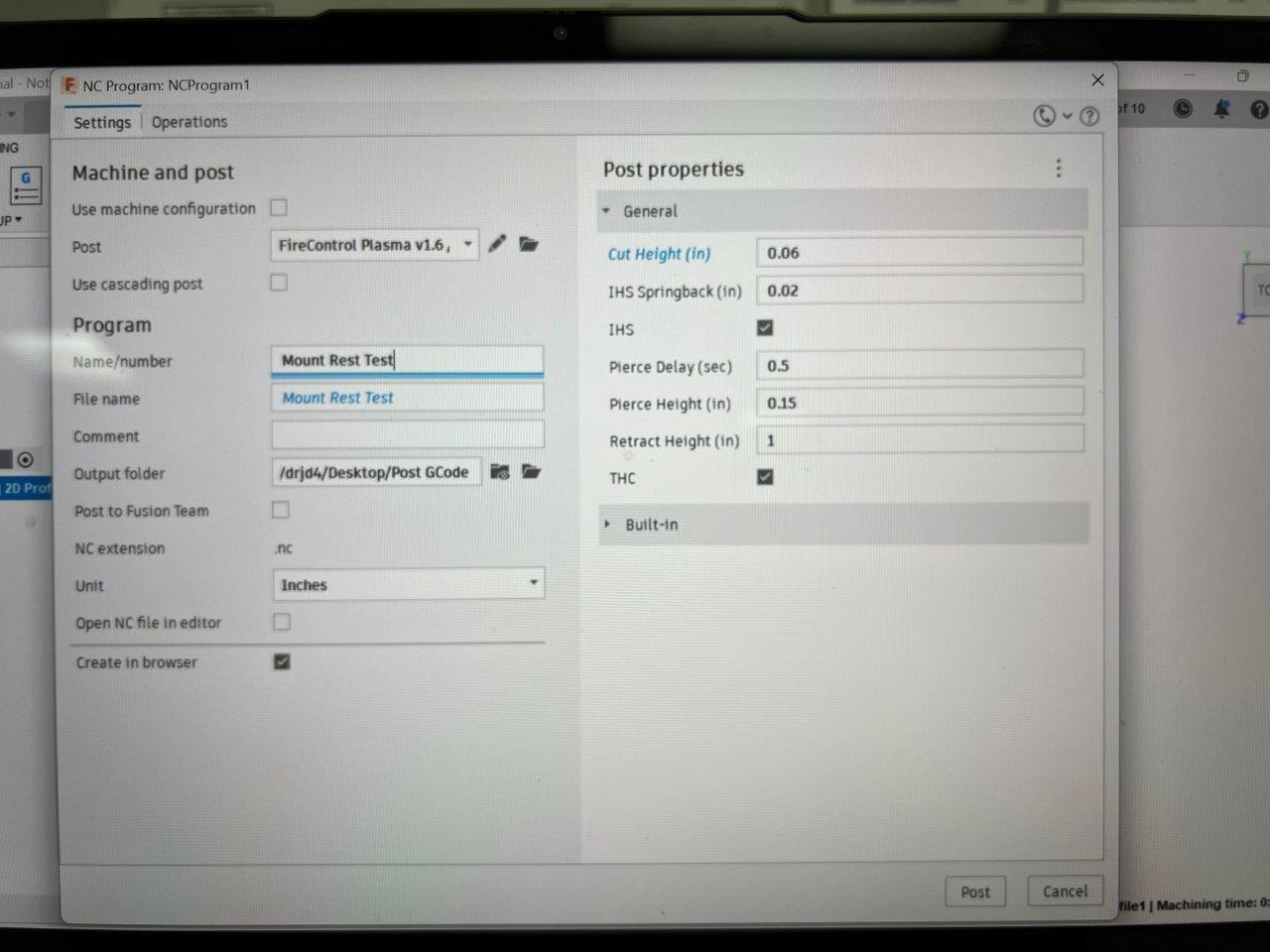
I have not written in any voltage so i would assume smart voltage. i will have to get the Gcode when i get home. I dont know how to access it without connecting to the table.
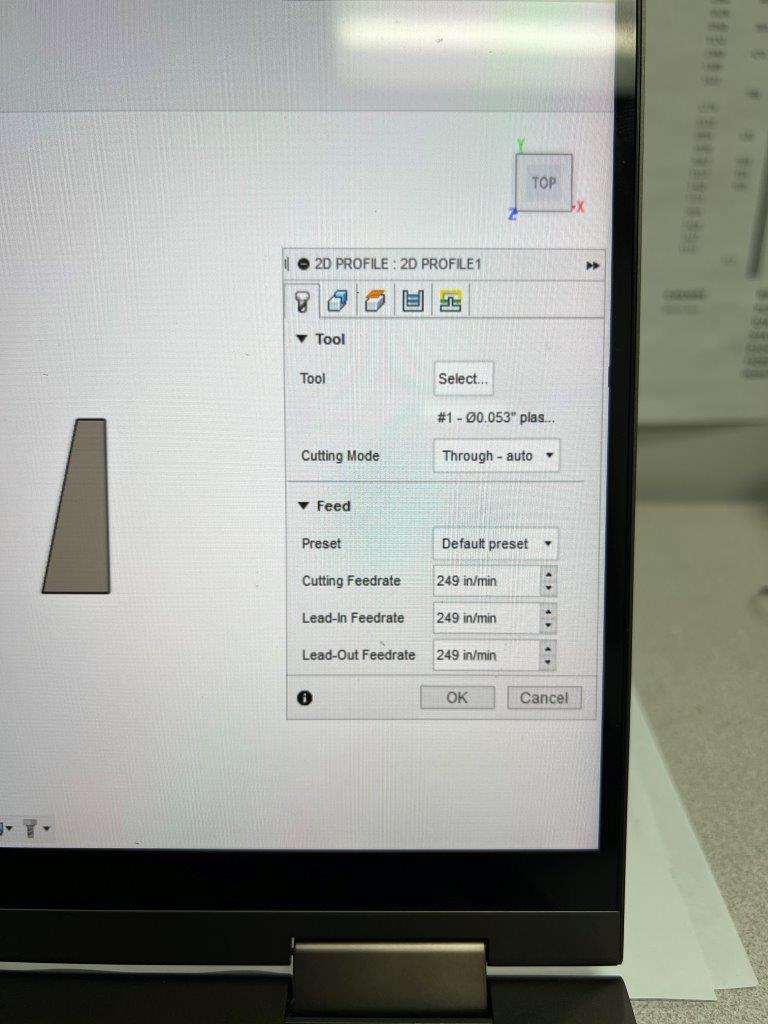
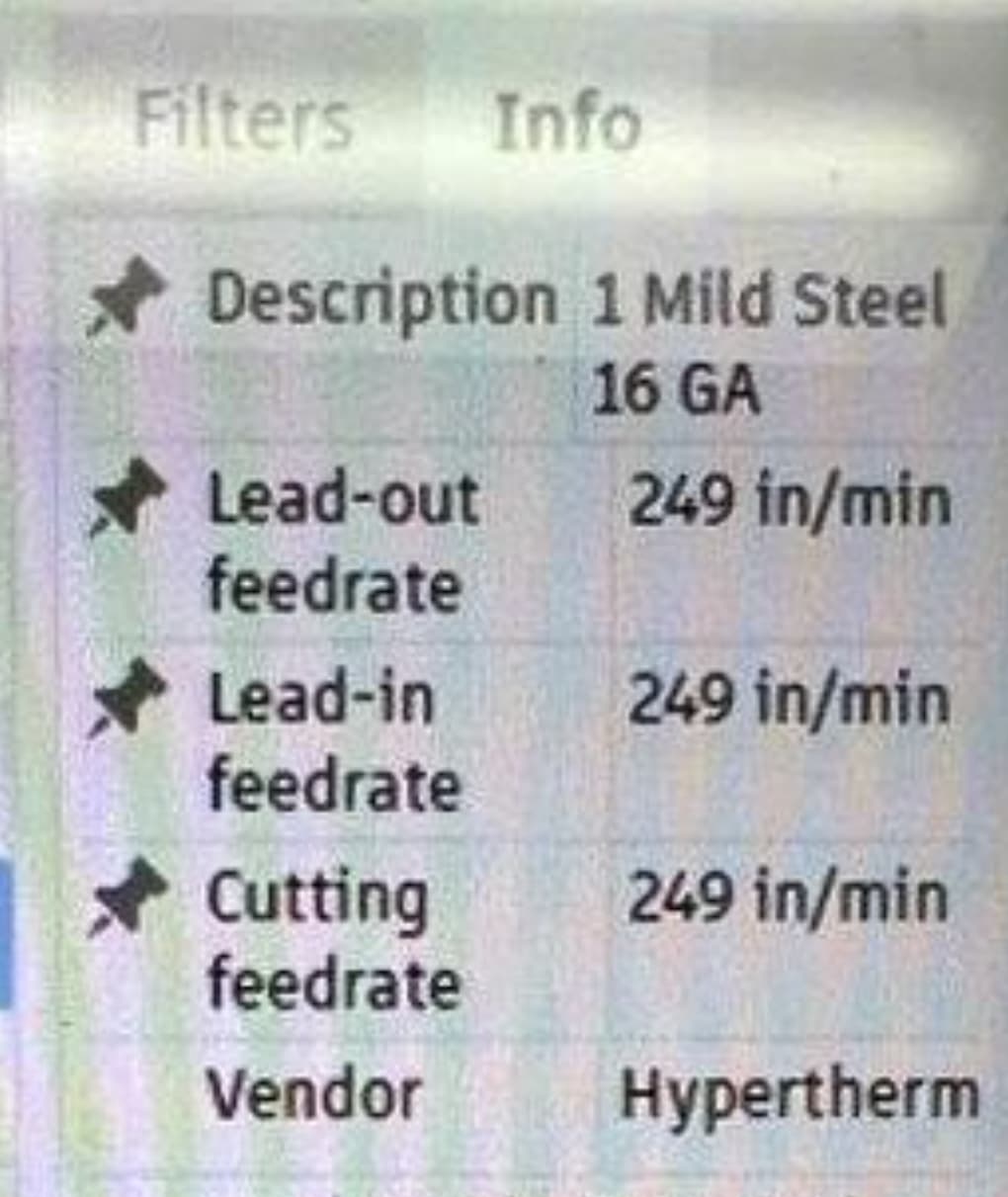
My apologies at that time I wasn’t sure how to post the Gcode so i just went through fusion and took some pictures and out of habit i choose 16G since that is what I generally cut at the moment. I do not use those feed rates for 1/4. My 1/4 setup is 48IPM. Attached is the file that I first noticed a the bevel using 1/4 steel. I have been using Hyperthem book feed rates for all of my cuts and typically choose the “best quality settings”.
I have not tried to put in my own voltage yet but will mess around with that later today. Only been using smart voltage. There has only been one time that I paid attention to the voltage but dont remember what material thickness I was using, maybe 1/8. The voltage went up to 187 and settled to 135.
Last night I cut some squares of 16G just for testing purposes at different speeds/ amps I even turned off the THC & IHS and set the cut height manually to .06 and didn’t notice a difference in bevel.
I am watching this thread, as I usually always have a bevel as well…I am running Hypertherm 45xp on the CNC pro…replaced my X axis gantry tube because it was bent from factory…I have lined everything back up and before the replacement and after the replacement there is still a bevel. I am using THC as well. I have just dealt with it but would sure make my parts look better if it were to not be so bad.
Thickness is 1/2" and the outside cuts yes sir I am running the machine clockwise, both on the top and bottom…the part being cut off is so thin I can’t really measure it. I will post some more pics the next time I run the cut, which shows the parts on laying on the table.
After making several cuts all, 1/4 steel, and changing settings I have acceptable cuts except for the left side on a slot cut. 2" circles turned out good with a max of 2.5 degree bevel. 2" squares had a max of 2 degree bevel. The slot 1" wide x 2" long had around 5 degree bevel only on the left side of the cut the other sides were 2.5 -3 it seems strange that the left side had almost double the bevel, don’t understand that at all.
I made the changes all at once because I didn’t want to waste my 1/4 steel.
*Changed the IHS springback to 0.
*Set nominal voltage to hypertherm specs instead of using smart voltage.
*I had been using fire control priority but used just the regular fire control on the cuts above.
*Tried to make sure my table power cord, ground clamp, machine torch lead, vim box wires and usb to table control box were not touching each other.
Prior to my changes the bevels all had around 1.5 degrees more bevel and maybe this is within acceptable specs but slot bevel on the left has me stumped.
Still need to test on 16 gauge maybe this weekend.
Have you introduce any"feed rate optimization" into your program?
Feed rate optimization is when you slow the torch down during some of the geometry to reduce bevel in slots and holes.
This video discusses it briefly during this overview of the fusion 360. Sheet also has its methods of achieving this.
Slow down your feed rate (IPM) to 50-60% of the cutting speed just before and during a tighter radii can reduce bevel. It allows the normally trailing plasma stream to “catch up” with the cut. This may help your bevel issues for the tight radii.