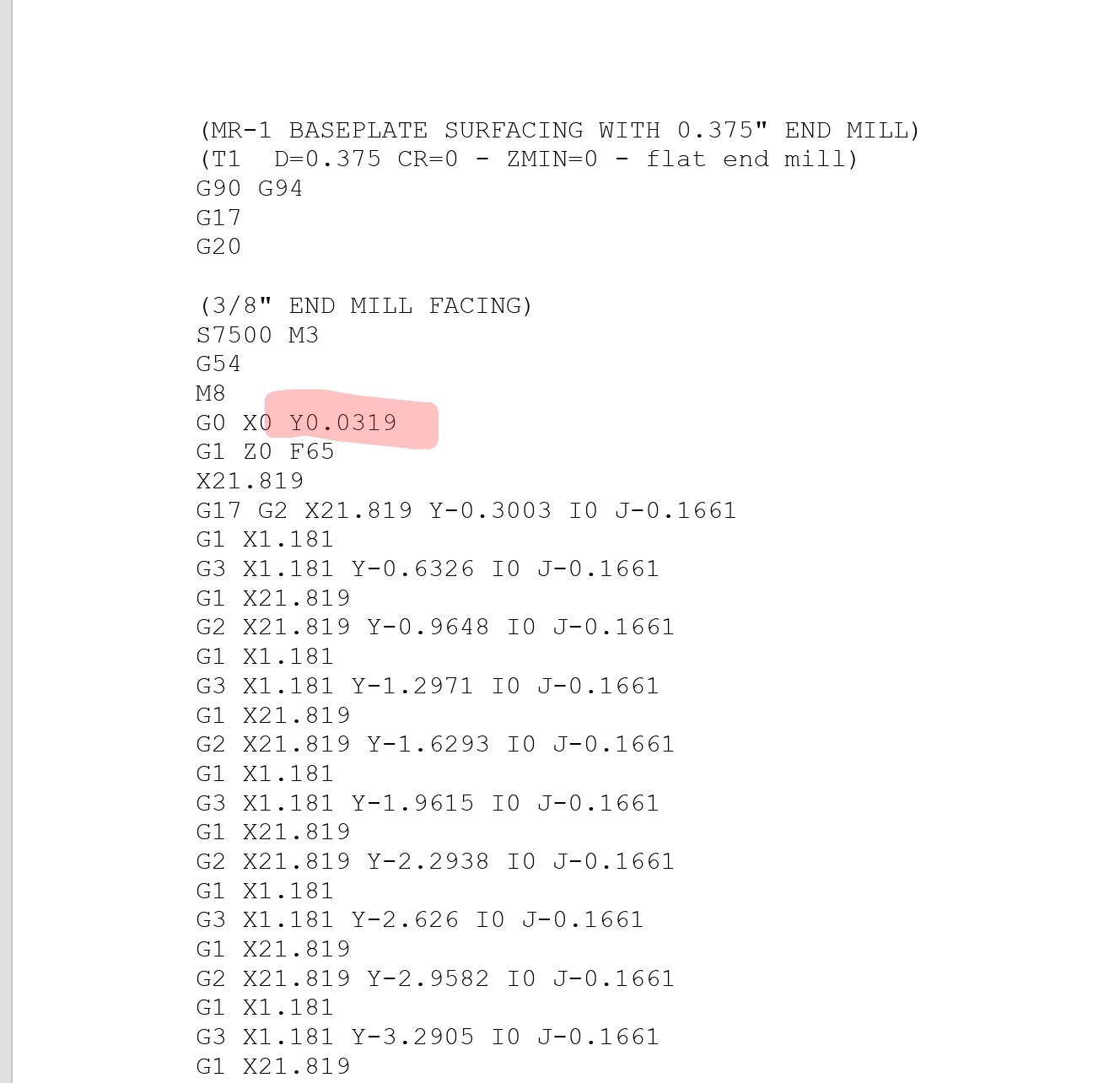
My guess is you were trying to run the .375" end mill program?
.375 baseplate surfacing issue thread
I just checked by downloading a fresh copy and unfortunately it doesn’t appear that anyone from the Langmuir team ever corrected that surfacing file. It was discussed previously in the thread above.
@langmuir-daniel any chance you guys could take a look and make the changes needed to correct that file download? Might save some support emails.
Here’s a corrected file as well, if it helps:
MR-1_BaseplateSurfacing_0.375EM-2FL-Corrected.nc (13.0 KB)