Hello all, Not sure what settings in Fusion 360 are reponsible for this behavior. Cuts not starting clean like torch is lifting or powering down. Pierce delay 1.0 …height .060…amps 45…
70 psi…yada yada yada…
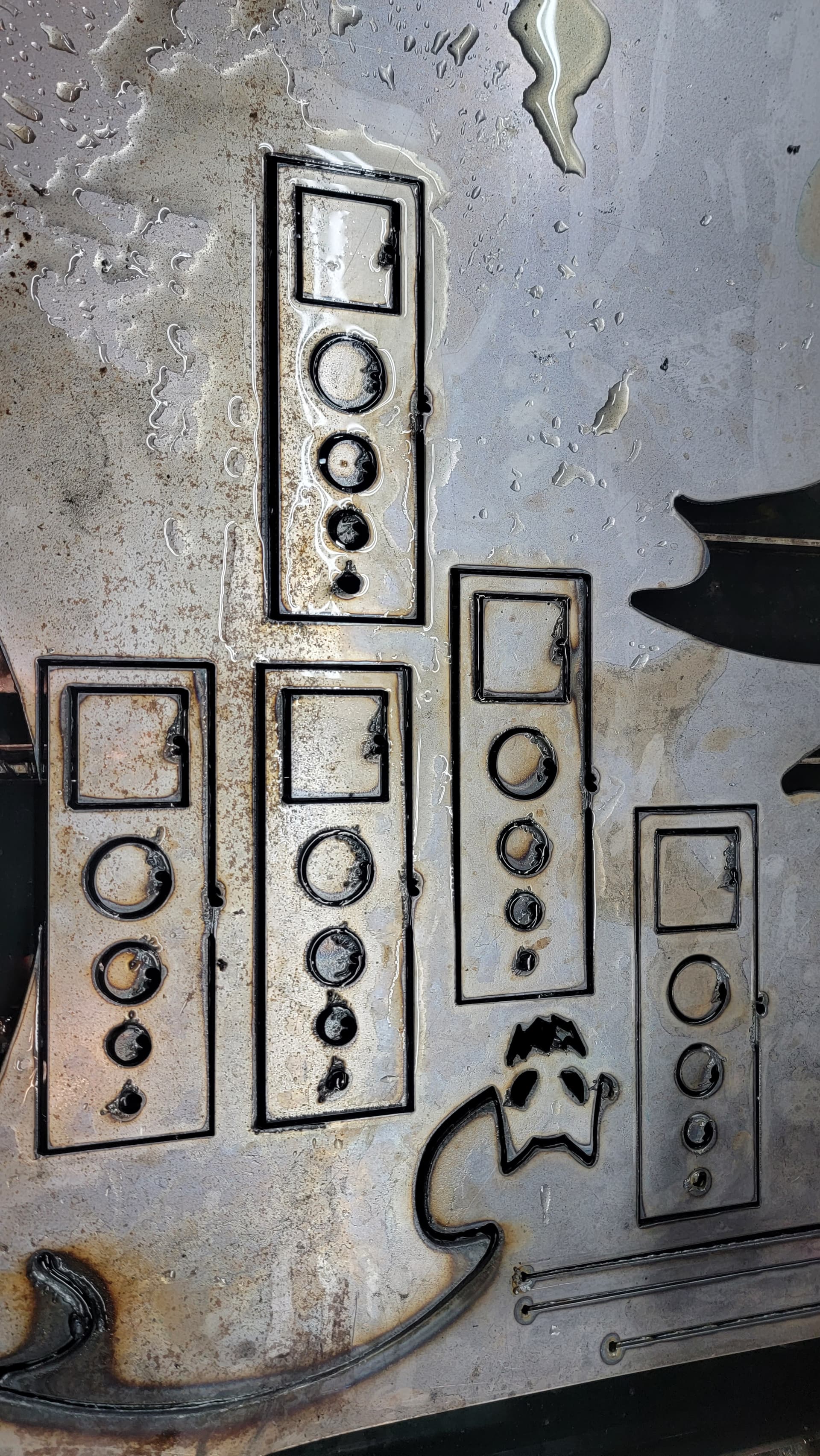
Pic is of a test strip I made and you can clearly see where it quits cutting through
this is not Fusion issues as much as your settings…
this is actually the information we need to help you…
is your clamp on the metal you are cutting?
is your cut height measured at 0.06…or is it just set like that in your paramters.
What thickness of metal are you cutting
what is the tip size you have on the torch
what is the travel speed you have set
what is your plunge rate
do you have a lead-in and lead-out programmed in
problems with torch lifting is often laptop or PC is plugged into power while cutting with the table…you need to run on the batterie or have a ground isolator on the plug to the laptop.
powering down is often too slow cutting with to high amps and the plasma runs out of material to cut
do you have cables coiled up…do you have aferrite choke on the USB…
Ah thanks for the reply… I resolved my previous issues, but this issue has plagued me…I am using the Razor 45 as supplied. I was using 110 IPM but dross was excessive so went to 130 as someone else was having good luck with that speed. Now…almost no dross, very nice, but this issue has kind of put a damper on that…Maybe I should try 120 and see what happens. I like to do a lot of art stuff with 16 gauge or less… I have a fine tip setup I think would work at 30 AMPS, but want to try and understand this issue first before moving on. The live voltage during the cut was pretty erratic, but I did a straight line test and it seemed to be about 100volts, so I set this for the Nominal.
Its a process for sure and dont mind the effort as long as there is some logic behind trying to dial in all the correct settings…
I would go ahead and set it back to Smart voltage for the time being. And maybe do a couple more straight line cuts and observe it . it shouldn’t be very erratic.
Ok, Ran a few more test strips today and still my problem persists. I’m running about 100 IPM and torch speed was 80 to 90 and i still cant seem to get the machine to start the cut cleanly. The slower I go the more it cuts, but running 45 amps this seems kind of ridiculous. I have used a competitors machine with no problem running art work at 150 ipm. I know they are different, but perhaps Fusion 360 settings not right? Machine is cutting the lead in and out properly, then gives up the cut before finally cutting through metal to end of cut.
My most common setting is 45 amps at 250 in a minute with a nominal voltage of 119. But I run a hypertherm 85 with standard 45 amp unshielded consumables.
That’s for 14 gauge material
I always recommend to check out what the razor weld guys are running theirs at? I would imagine it’ll sits in the 150 ipm range.
So, Have no idea how to set plunge rate in Fusion 360, but see I can set it in Sheet Cam. 60 IPM ok? I am currently trying to cut 16 Gauge cold rolled with the stock torch tip for a Razor Weld 45… I have used everything from 130 IPM down to about 90 IPM and just watched the dross build up as I got slower on the torch speed. I have a lead in and out. Issue is torch does not start to cut through until further along. Pic is of test strips with Fusion 360 programming. It pierces the metal then lifts up and does not really cut till a bit through the program. Have not tried Sheet Cam settings. All other settings you mentioned concerning computer were ok.
Test strip on top is slowest speed programmed about 100 IPM even though torch was running in the 90 range.
Anyway, look forward to any input you might have.
Consumables were good last time I looked yesterday. I will take pic of consumables and send. Air is dry. I made a copper pipe air dryer which does a good job of getting rid of moisture.
Will measure torch height next cut during cut pause. I have it set for .060 but good to check…
Your statement that the torch raises up after piercing, leads me to suspect that your torch is mounted too high on the Z axis carriage.
The torch should be able to go well below the top of the slats when you jog the Z axis all the way down.
If the Z axis bottoms out, it will trip the IHS switch and set the Z zero at whatever height that is. Firecontrol uses that zero location to set the pierce and cut heights, so your torch will be too high to cut properly.
It sounds like your torch is going to what it thinks is pierce height and firing. Then it tries to lower to cut height, but it trips the IHS switch and Firecontrol automatically raises the torch by .060"
Dave, I would question this statement…I have my torch set so that the torch tip can not go more than 1/4" below the top of the slats…this way if it ever misses a pierce…it will not submerge into water and damage the consumables and torch…
Its not easy to figure out a way to tell people how the mount their torch, when they don’t understand the engineering involved in making it work. Perhaps your explanation is a better method.
Dunking the torch a few times shouldn’t cause any problems, though. There are people who cut submerged plates with the torch tip under water the whole time.