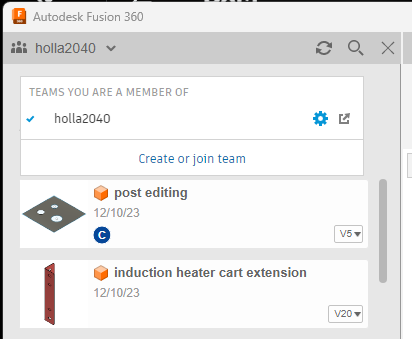
I recently moved all my projects into a ‘teams’ storage container after I read that Autodesk is slated to deprecate personal storage (posting on their forum).
Not to worry, you’re not going to lose anything. From a development stand point, they’re concentrating on teams development, no longer working on personal storage. For example, in order for the new ‘configurations’ feature to work, your project has to be a teams project. I spoke with the Fusion 360 development manager for 20 minutes about this teams move because my account has some serious issues moving all my personal storage projects into teams (I’m on the legacy subscription plan). Hope this helps.
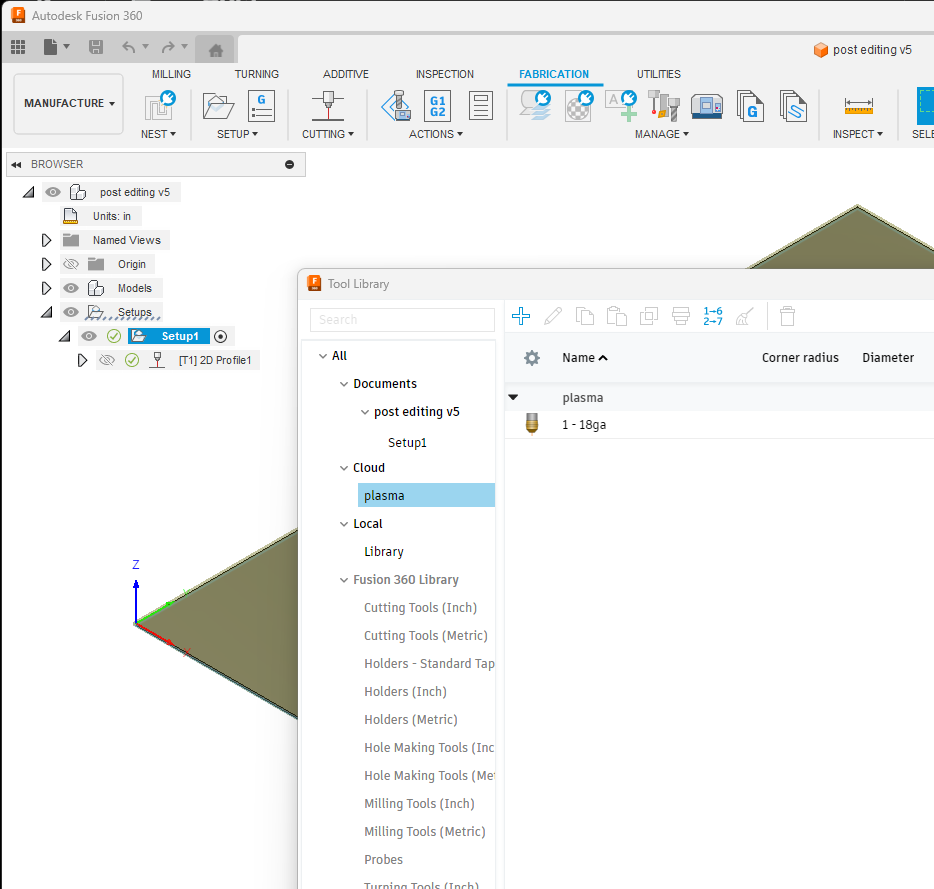
I played with Fusion’s cloud tool library this morning and understand a little more. You enable cloud library in your preferences. Changes to a tool in a library does not propagate into your project CAM operations, which is understandable and what @TinWhisperer mentioned as well. If I continue to use Fusion’s CAM, I’ll create a cloud library for my Cut45 with different tips and materials, then periodically post my tool library to the forum for import into your library.
I’ve also opened a support ticket if there’s a way to force a library change into a project’s tools without reselecting the tool. Should get an answer back in a couple days.
Finally was able to install the post. Quick question: Radius slowdown. Does this provide the same (effective) functionality as Feed Optimization? I assume that setting the % to 100% disables it. (Or un-select Feed Optimization.) I can see unexpected consequences having both enabled.
if a radius is below the “Radius Slowdown (in)”, then the feed rate to cut that radius is multiplied by (% value)/100. Remember that Fusion splits circles into 2 180 arcs, slow down also applies to rounded corners.
Once a tool is used in an operation, that tool is “copied” to the toolpath in the Documents tool library. This permanently divorces the cloud tool and the “document” tool. There is no way to automatically refresh toolpaths with the new version.
This behavior is on purpose. We don’t want future changes to tools automatically changing previously programmed parts that have already been simulated and checked for collisions. The danger level of creating a machine crash is too high. Each operation that uses the new version of the tool will need to have the tool reselected, as you’ve found out.
We might have discussed this before, but it’s more complicated than that. The following line in the postprocessor governs circles:
maximumCircularSweep = toRad(180);
So it might be that the firmware in the Crossfire control cannot handle arcs bigger than 180 or it could be just a default Mr. Langmuir did not bother to change.
Also, Fusion can do what it wants anyway, sometimes it might split a circle in three (I have a design where it does that deterministically)
Well as I said it’s not simple. There might be some limitation in the Langmuir Crossfire controller that won’t work well with arcs bigger than 180; so we must deal with partial arcs in the PP.
On top of that, sometimes Autodesk Fusion 360’s CAM breaks a circle in multiple arcs with a slightly different center, like one thousand of a mm apart, and that rounds up to a different number and therefore the PP might get confused (especially in the “pierce-only” mode). Not a big deal if you are cutting the circle anyway but it would result in a double pierce if left undetected, hence the workaround I made last week:
Well my PP takes care of having just one pierce per hole. But watch the onCircular() trace I pasted earlier. 19 callbacks for 7 holes. And watch the cx and cy coordinates
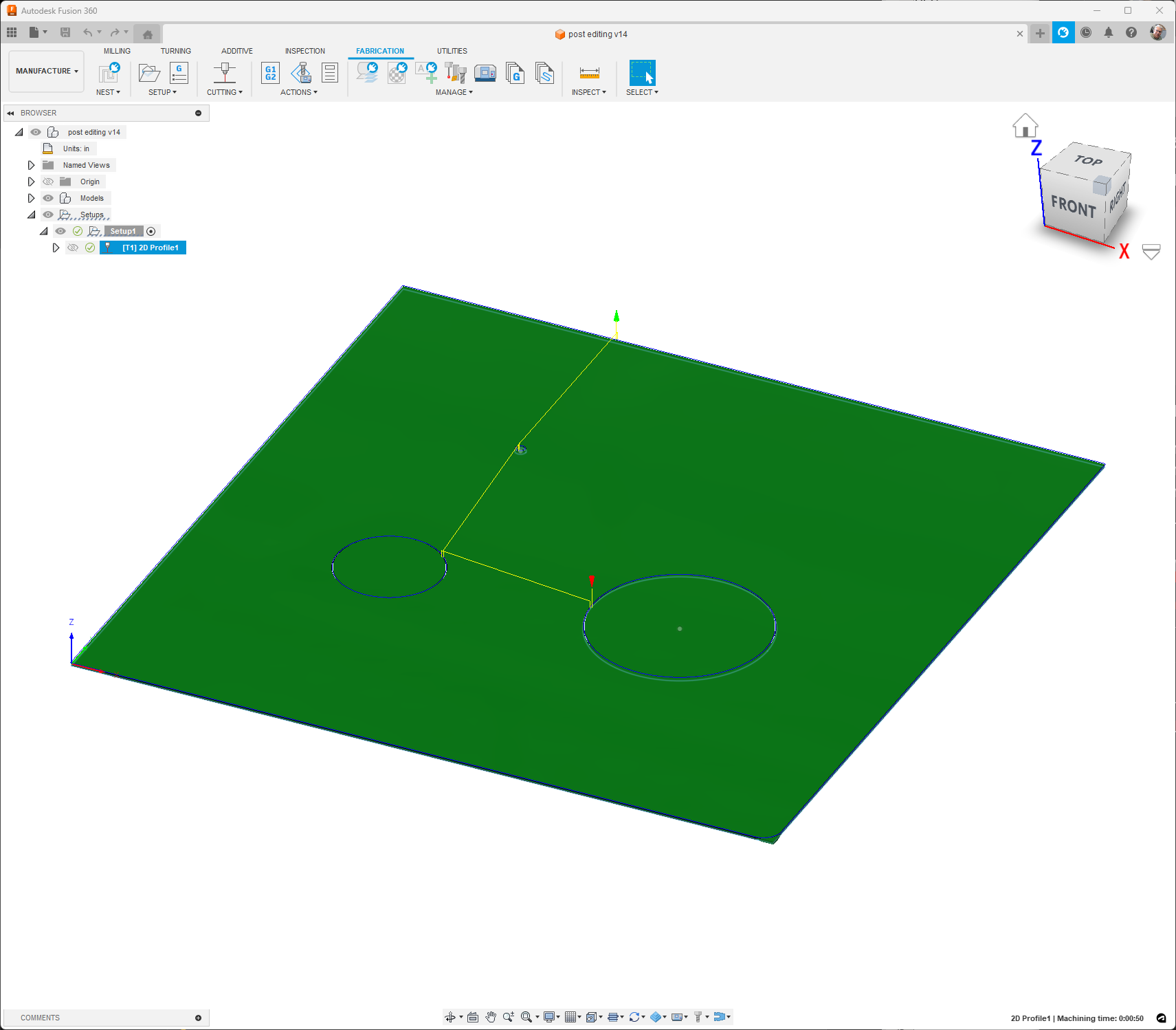
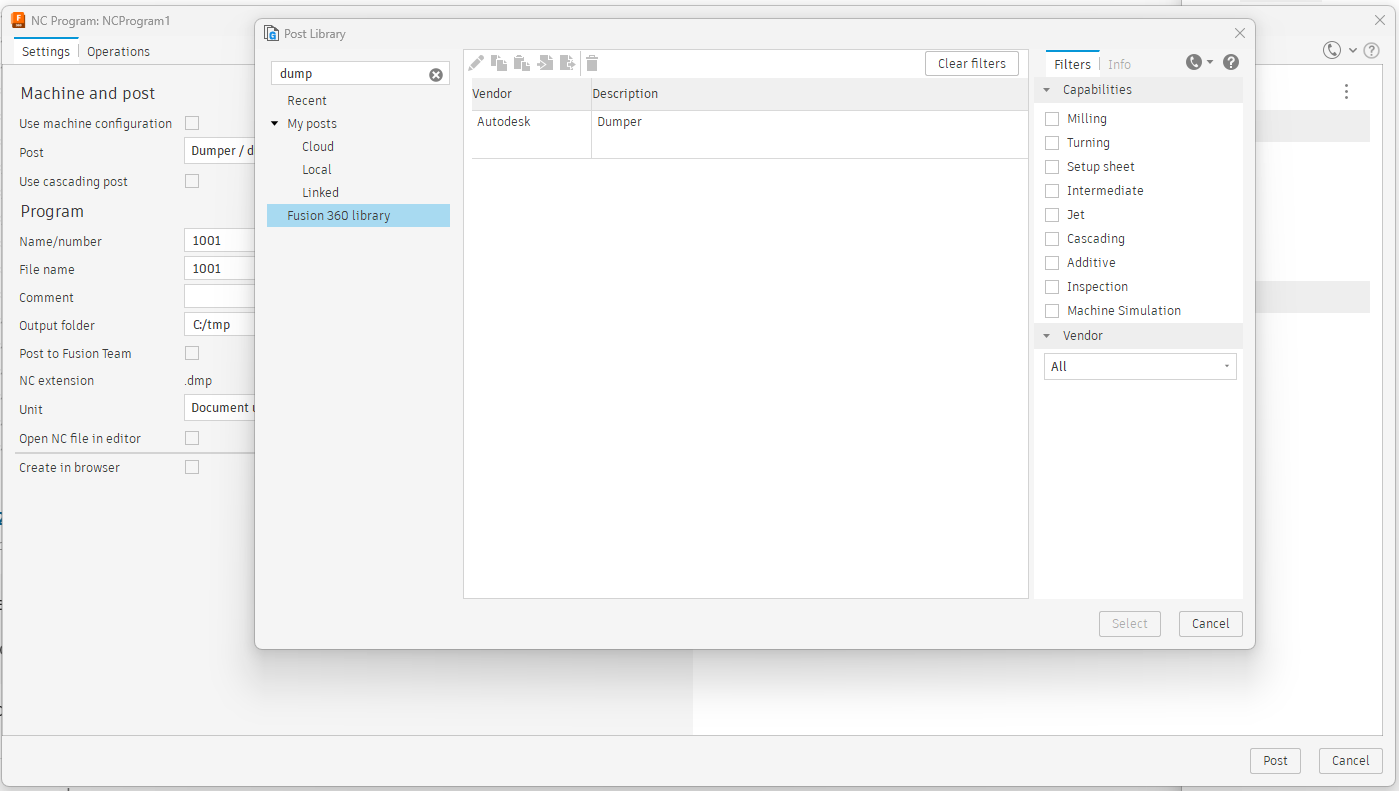
Here’s an observation using dump.cps on your Rinforzi and my post edit design. Fusion seems to handle extruded sketch circles and holes differently.
Using dump.cps on your design, I see all those onCircular calls you mentioned. On my file, I see onCircular with different results, sweep=360. I added a 3/8 hole to my design (after looking at your holes) and sure enough, the dump from my design shows 3 onCircular calls for that new hole.
Interesting. I like “semantic” holes so that I can specify clearance for a given bolt etc, so I do not often use extruded holes (even if they can be more easily made parametric) so this is an interesting discovery. However, I believe the postprocessor should just work correctly without requiring the user to do special design considerations.
I’m sorry I’m lost, where can I find the dump.cps ?
Agree, it shouldn’t matter but apparently there’s a difference. Didn’t know about the auto-clearance for holes, I should start using it. My Fusion learning has been more sketch centric.
dump.cps is in the Fusion library, very handy to see all the callbacks.
Ohhhhhh that is useful! I had no idea there was such thing so I implemented a trace functionality on my debug postprocessor that does something very similar.
Regarding holes, I typically just place a point in the sketch and later use the hole function, that allows the following:
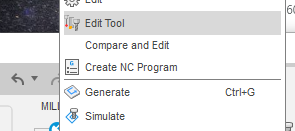
@holla2040 here is what I do if I want to change a setting, say feed rate, in a tool and have it appear in Cut Operation.
Right click on the cut operation and select Edit Tool. This will bring up the tool that is currently copied to the Documents associated with the file:
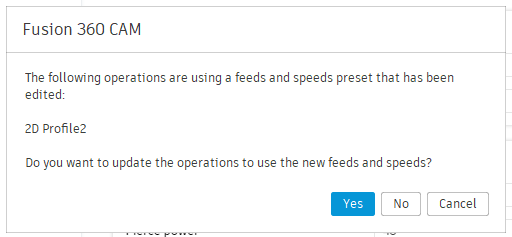
Once you hit accept you’ll see this dialog:
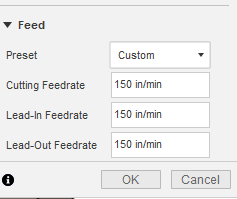
If you don’t see that dialog it’s because in the Cut Operation dialog your feed rates have been set to Custom. Once you change it back to default, it will pick up the new values stored in the tool.
(values are set to custom)
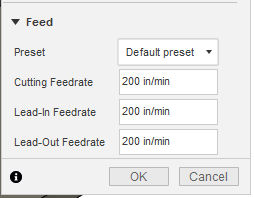
(once I set it back to Default preset, it picked up the value changes made in the tool)
The mechanism to “force” changes made in the tool has always been there. You just need to a) edit the tool associated with the file, and b) make sure you don’t have your feed rates set to “custom” in order to see the changes. The default presets set, in your case feed rate, will not override what you have set as custom, unless you tell it you want the defaults.
Hope that helps.
(Oh, and not that it matters, but I store all my tools in the cloud)