I run into this software recently and noticed that is open source and getting better and better very quickly.
Has anyone here used it before and has enough knowledge on how to edit a postprocessor for the MR-1?
I am getting tired of the Fusion restriction on the hobby license and I do not envision anytime soon to purchase a software just for my hobby.
There is an open source CAD program called FreeCad. It has a very capable path workbench for creating toolpaths. Many people use it for machining.
I use FreeCad for designing parts for 3d printing and plasma cutting. I plan to use it in the future for machining on a GRBL based machine.
The OP is asking for a post processor that will work with FreeCad and the MR1. Since that post processor doesn’t exist at the moment, he can’t know how it works.
This is a great news. I did not know that MR1 was grbl machine. Then i will try to play with this post process and see if there are any inconsistencies with the MR1 Gcode.
Hi, are any of you still using freecad? And do you know what it takes to edit the post processor to workon the Mr1? Or do I have another problem? I’ve had my mill for a couple years and have been using fusion but it’s too expensive for the little that I do but I do too much to use the fee version…
The free version of Fusion is capable of doing anything that the MR-1 supports. Are you just running out of available open files? You can set some of your files to “Read only”, the limit of 10 is just how many are flagged to be in edit mode at once.
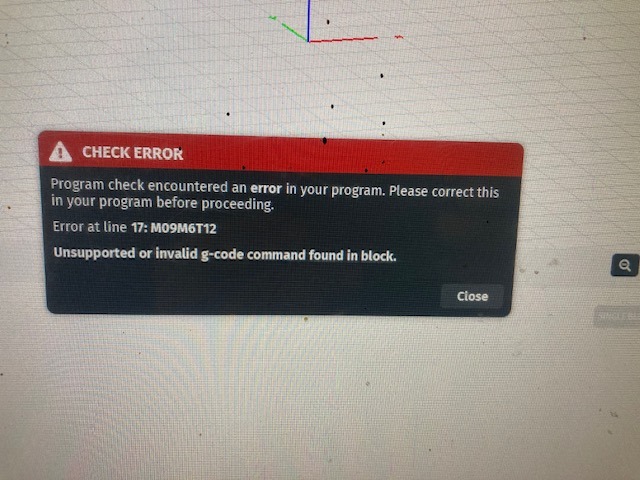
The GRBL G-Code processor that CutControl is based on doesn’t support most canned cycles, and FreeCAD is probably using one of those. See if the FreeCAD post processor has a method to disable the use of canned cycles.
I’ve used the Generic GRBL post inside Autodesk Inventor (same as Fusion for the most part) to send things to the MR-1 and it worked. I had been sending files to my cnc router and forgot to switch back to the Cut control post and I posted a couple files with the Generic GRBL post processor before I realized it. haha. I’m not saying it will always work without issues but I’ve done it a couple times by mistake and didn’t see any negative effects. The parts ran just as good as they did with the LS post processor.
My understanding is fusion 360 isn’t for commercial use. I mostly just play but I’m getting a few commercial jobs that over fusion s 1000$ limit but 800$ for the paid version would eat up most of my profit. Also Fusion 360 reduces rapid speeds to cutting speed when it posts and that really adds a lot of time to some of the cycles that I am running. thanks for that input I’ll post the results.
Grateful for any help,
Jeremy
I’ve been thinking about using Claude Code and feeding it Langmuir’s Fusion Post Processor, GRBL source, FreeCAD source, and some example generated NC code to get FreeCAD CAM working.
I expect Claude would have it working in less than an hour.
I use my friend Claude at claude.ai to fix all my rapids in my posted toolpaths. I drag the file over and tell him it sure would be nice if my rapids were 50ipm for example. He is also pretty good at looking at my feed rates if I tell him what material I am cutting and my spindle RPM. He even will make all the changes and allow me to download the modified file.