I am running into an issue where I am piercing through the material 16ga mild steel. as it starts moving at 100 in/min the initial movement does not cut all the way through for maybe 1/8-3/16 of an inch. cranking the power up a bit only helped a little. Like I need the speed to ramp up over the first 1/4 inch. Maybe that is the distance where it is transitioning from pierce height to cut height?
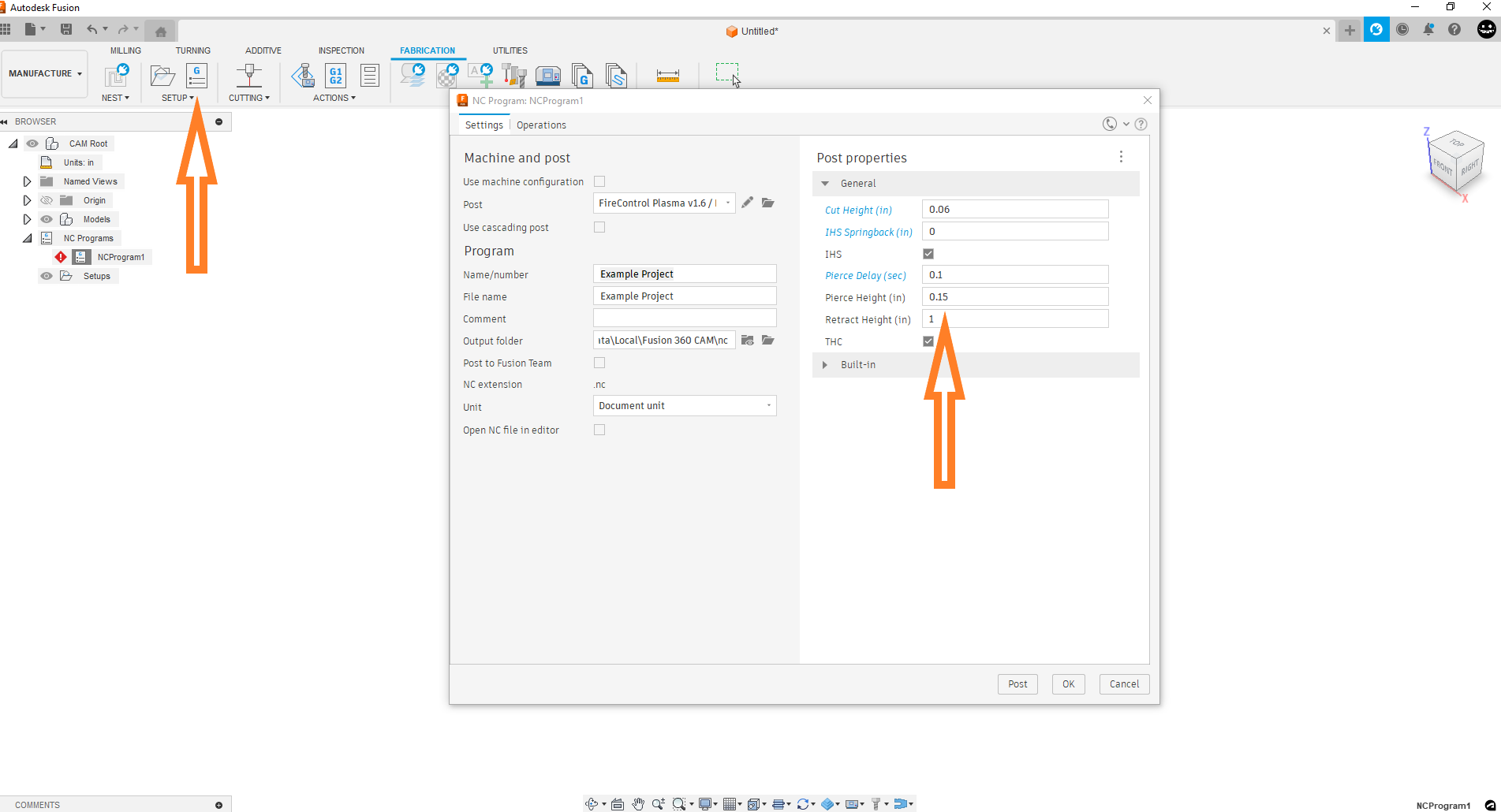
Tool pierce height is .157 and cut height is 0.059
actual distance to piece is more like 3/8" what should it be?
You need to get some feeler gauges and verify your Pierce height, and then your cut height. I don’t know that anyone’s written a G-Code test file for Pierce height, but you might be able to run the program while watching it with the mouse cursor over the stop button and as soon as the torch touches off and raises back up then hit pause or stop and then measure that height.
Likewise with a cut height, once it starts cutting go ahead and pause or stop again and then get some feeler gauges and measure the distance between the shield and your work. If the heights are off, you will have to make the adjustments and whatever program like Fusion 360 or sheet cam to adjust your Pierce Height and cut height accordingly.
It is piercing all the way though before moving. pierce and cut height in tool setting it in OP. I have THC so I have ignored the heights tab when doing 2d profile in fusion. It really feels like an initial ramp up in speed would solve the issue but I am not sure what the machine is doing exactly to cause the issue.
Also make sure that your work clamp is connected to the metal that you’re cutting, and the connections to the plasma cutter are good as well. There have been a couple people that have had loose cables inside of the connector going to the plasma cutter.
The THC just adjusts cut height based on voltage readings during the cut. It still needs you to define the height you want it to cut at. I’m not a fusion user, but I think it gets that info from the 2d profile.
what should the actual heights off the material be? I will see what the actual floating cut height is real quick. It appears that pierce height is about .125-1.5 and cut height is .09-.1 so it looks like my cut height is certainly too high.
I think Fusion might be adding additional offsets somewhere
current setting in fusion 360 for 16ga steel I am using about 28-30. upping it to 35 did not fix the issue. cut height seems high at .09 measured. Supply air pressure 100psi showing 85 on gauge dropping to 65 or so when cutting.
in the tool setting in fusion cut height is .059 pierce height .157 pierce time is .5
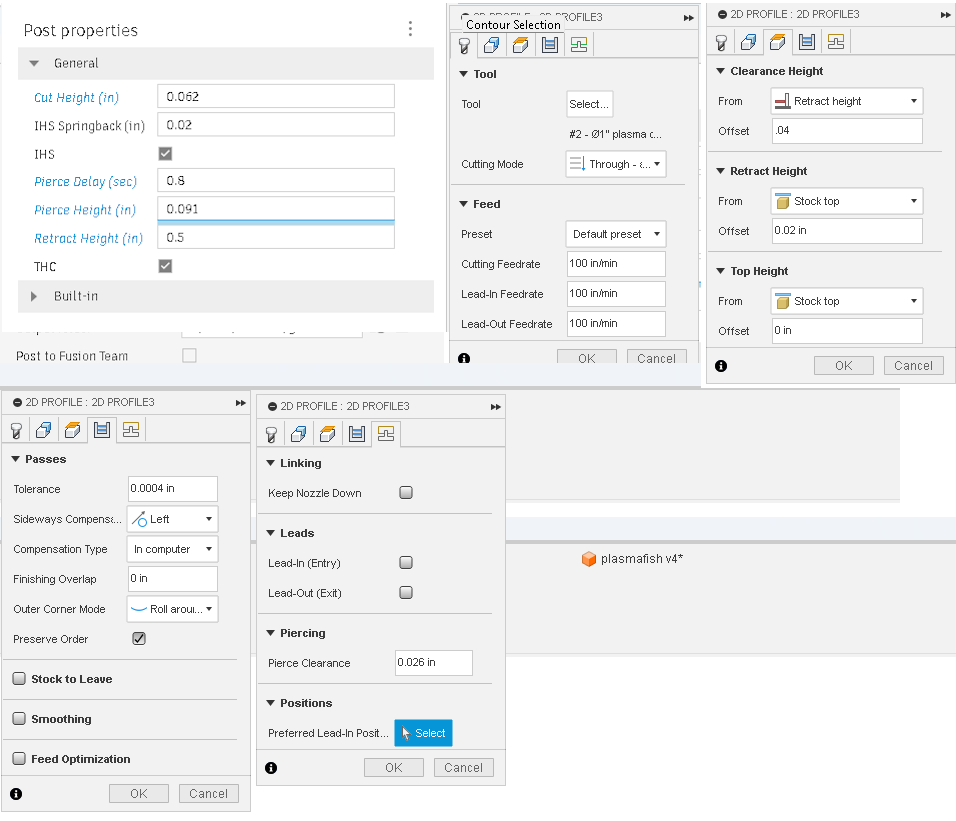
@Doommacine I was having this same problem a while ago and this is what fixed it. If you look at the springback in your G-code it should say 0.02, when you have 0.02 in post processor settings it is most likely saying 0.04 in your G-Code, which will cause the initial cut to not fully cut. No guarantees but that’s what @ChelanJim suggested and it fixed mine.
Thanks! Cutting it down to .04 and removing the spring back seemed to fix the issues. Also I changed the dynamic speed to 75% instead of 25% as I was getting overheat on some tight bits from the slow movement.
Make sure you have a good ground! Even if it appears clean, it’s worth hitting it with a flapper disk and getting oxidation off of it if it’s been sitting outside even without rust. Also, how is your electrode? They are finicky.