
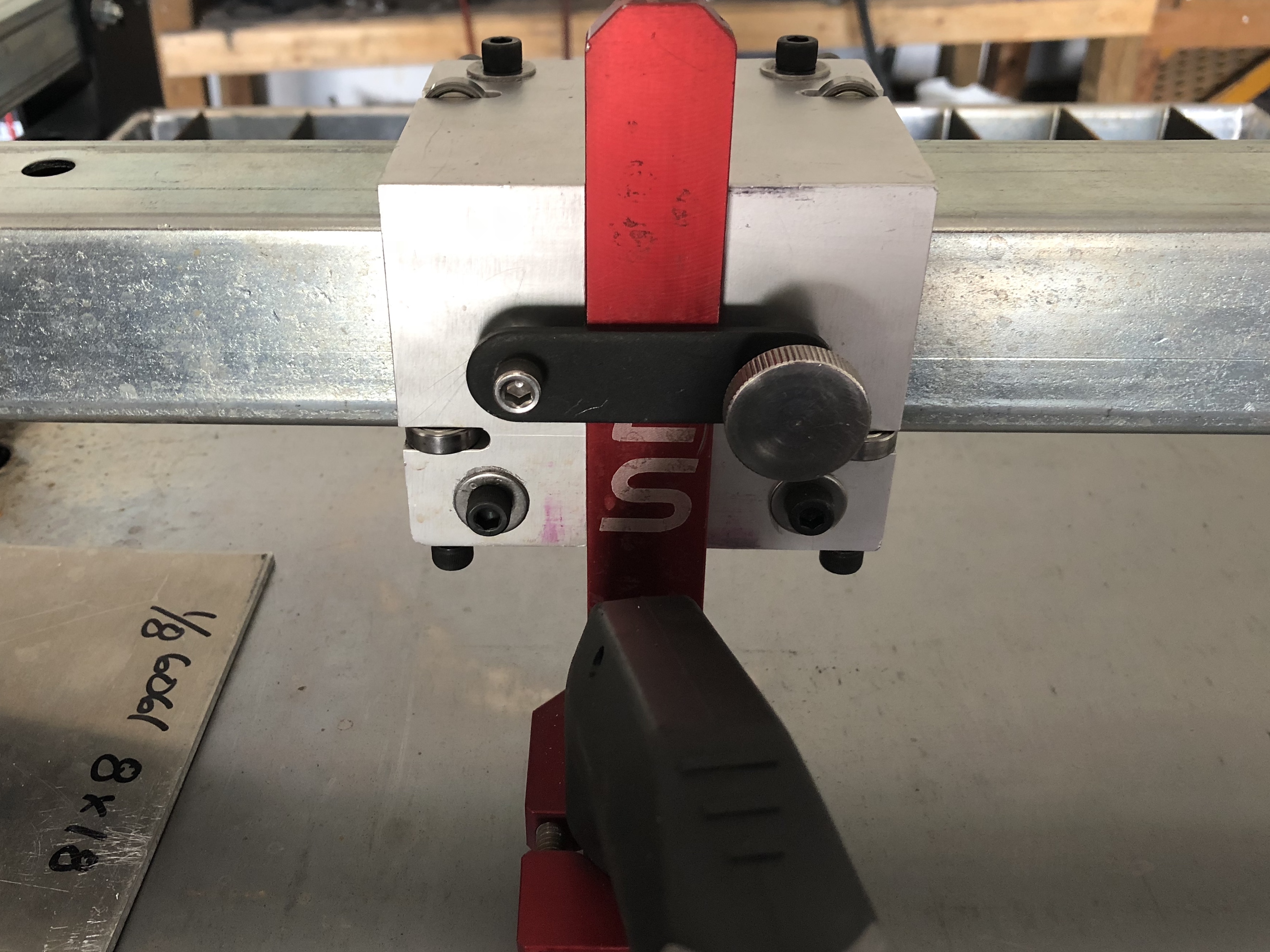
Could be an optical allusion but it looks like the tip is canted to the right from the torch the way i have this photo positioned.
It might be in the pic, but isn’t that piece suppose to turn when clamped into the torch holder? I tightened it down pretty snug but I would think without it being able to spin some when the machine is running, that it would tweak the torch hose some
Checked the torch again and it looks fine, even went and made sure all the screws on the torch were tight. Even adjusted all the casters where they are all threaded all the way in, no change in cut.


Try reducing the amperage to about 32 and halving your current speed I’d swap in a new nozzle if you have one available.

Was this with a new nozzle?

could the program be cutting the wrong way? clockwise vs counter? or counter vs clockwise based off of the manufacturer recommendation? http://www.plasmaspider.com/viewtopic.php?t=11769
I tried it just on a font piece and it’s hard to tell in the pic but the inside of the cuts are at a angle.
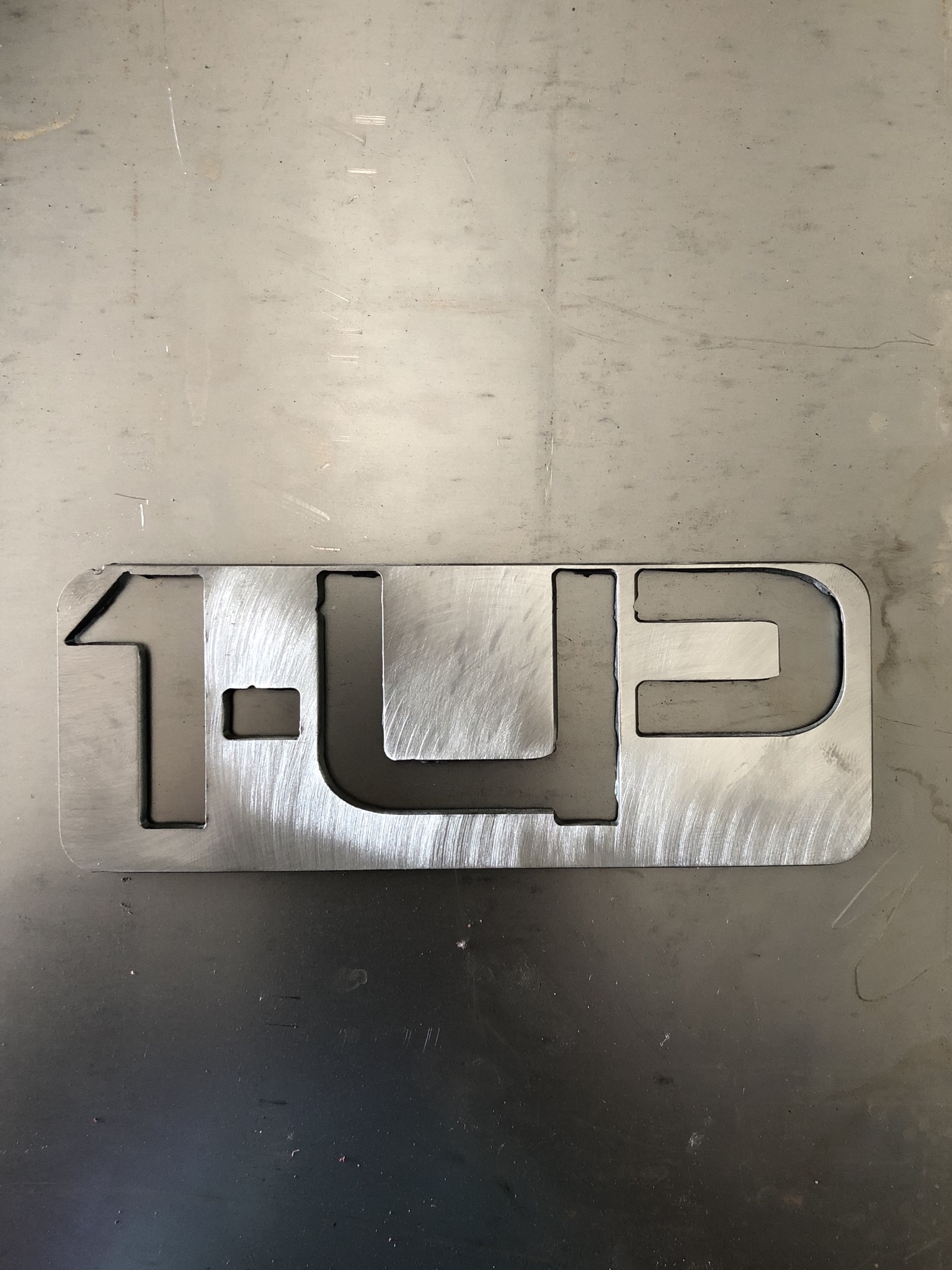
Is there a way to adjust this piece side to side? For some reason all the cuts are going in at a angle for sure.
When I had my razor weld 45 I noticed this too it mostly was always on the lowest half of the circle. My thinking was just the machine struggling to get though possibly going too fast. I got a Hypertherm 45xp Now and this is no longer a problem. I’ll be the first to say I’m always looking for the best bang for the buck hence why I’m using a Everlast Tig Welder vs a Miller but when it comes to plasma cutting I’ll admit the saying you get what you pay for is definitely true. Just comparing consumables from the two machines you can tell how much more research Hypertherm puts into their products than others. Now grant it the Hypertherm costs almost three times more which was a hard to pull the trigger on but in the end I’m much happier with the cut quality.
Well damn! I spent almost $800 on this machine, I hope that’s not the issue 
So the red mark is showing the angle that the torch appears to be cutting at. (From what I can tell from my test cuts)
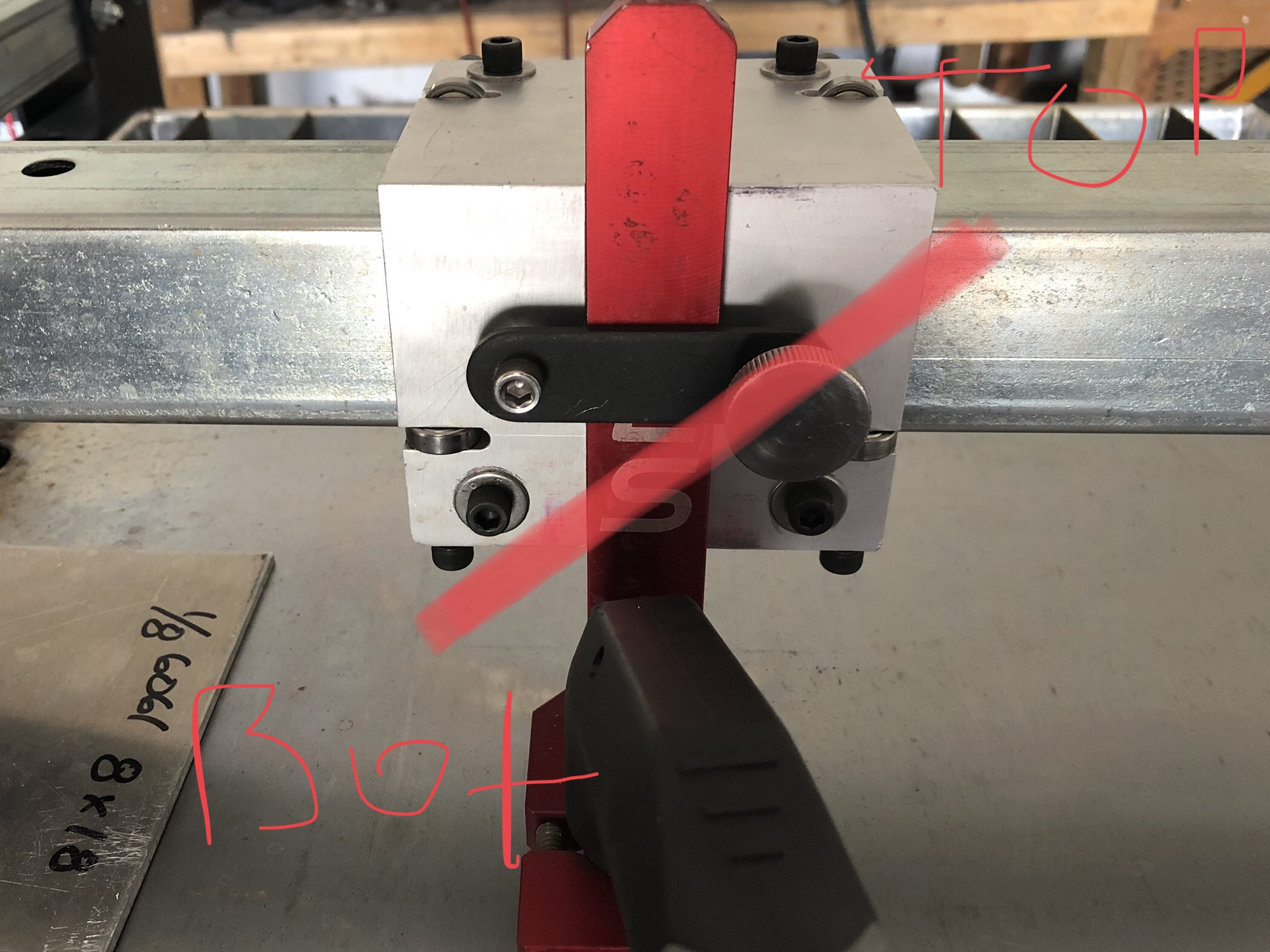
The angle of your cuts looks to be much more severe than any misalignment that might exist within the torch mount assembly. I’m a bit surprised that switching to new consumables doesnt have any positive influence on the edge quality.
What cut height are you using? Try cutting at .060 high and attach the ground directly to the material. Also if you have any scrap steel, i’d continue testing with that since steel cuts much cleaner.
Do you have any moisture in your air line?
I’m cutting at .060 currently. I will try the ground clamp and see if that has any affect. I am using 2 desecant filters and haven’t noticed any moisture in my air line. If all else fails should I try contacting Razorweld?
Can you get parts for the Razorweld torch at local welding supply stores?
A question if I may? It appears the cuts are all the same, even after changes are made. Has it been confirmed that the CAM set up is right? I mean, it seams like the speed is too fast and the cut walks out as it progresses along. Have you seen the speed actually change as the set up has been changed or is it holding to a default value?
Another question. How good is the voltage to the the cutter? Is it starting out strong and then the voltage is dropping as the cut continues? All the pics seem to show a real strong and straight beginning of cut but then it starts to deflect shortly thereafter.
Steve.
1 Like
Hey Steve, I even tried it with the program with my 1up logo and it was still the same “angle cut” I followed Langmuirs videos for setting up cam, so I’m pretty sure I have that right. When I over rided the travel speed in mach3, I did see the machine slow down with no affect on cut quality. And the 220 outlet I’m using is the same 50 amp breaker outlet that I use for my tig and have never had an issue
All the bases covered right there sir. A real head scratcher for sure. Not that it should matter but have you tried the same cut on steel?
What about just running a few straight lines through some material. Let’s see the cut edge and the angularity?
Using F5 to fire the torch on/off and jog it straight across on both the x and then y axis.
I was originally doing the hole cuts on 14g steel and tried 1/8” aluminum to see if the results were the same, and they were. When the torch is in the mount, everything looks straight, like there shouldn’t be any reason that the cut should be coming out the way it is. I wonder if I could share my file and see if anyone would want to cut it out on their machine to see if they get the same results? Although I really don’t see it being a program issue