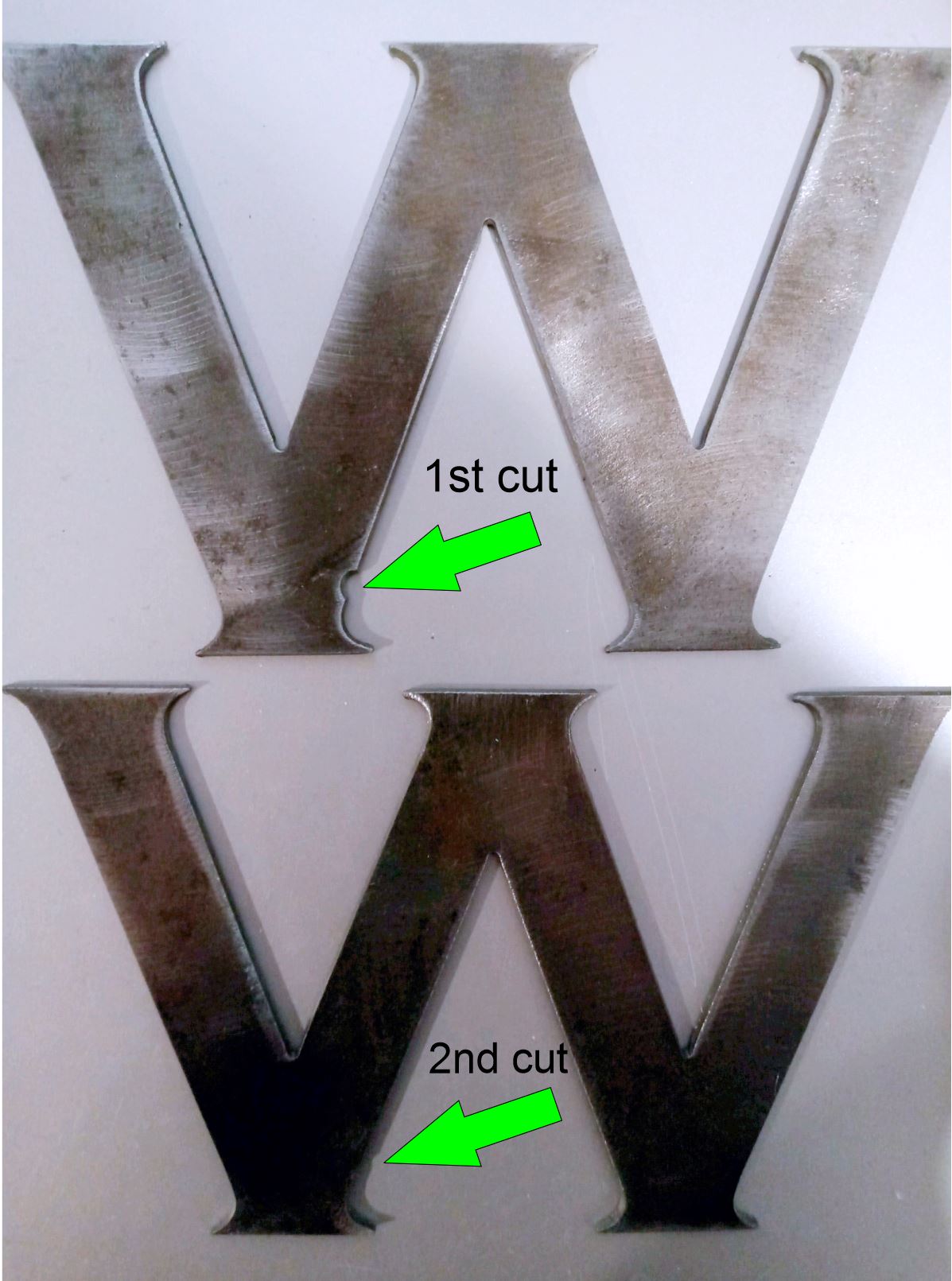
These are the first and second cuts I attempted (16 ga steel) with my newly assembled CF Pro with THC. Is the unwanted notch an issue with lead in? Why would the 2nd cut have less of a notch even though it was cut with the exact file. I’m using Sheetcam and this is all new to me. Thanks for any help!
Did you change anything? pierce delay or cut speed?
Nothing . I just ran it twice.
How was your air the first time? If it hadn’t gotten fully up to snuff, your arc may not have started as soon as it did the second time.
Also, if you cut the 2nd W in the same job, there are some machines that take longer to establish the arc on the first cut and then takes less time for the rest of the cuts.
Try is again by adding a sacrificial cut to the job where you cut a small circle out of the scrap material and then move on to the rest of the cuts you want.
I will try the sacrificial cut tomorrow. Can you give me a brief explanation/theory/definition of lead in, lead out and how it applies here? I have watched many videos but don’t see a clear explanation. Thank you!
jamesdhatch - I found an excellent tutorial on the various lead in/lead out options within Sheetcam so no need to explain that to my beginner brain. Thanks for the help!
btw: the air was consistent and at 80 psi both cuts.
1 Like
Could be your torch model being one of those that takes longer the first time. What were you running for a plasma torch?
Razor 45 machine with standard torch from Langmuir. Sorry, that’s the best description I have on a Sunday night. I’m trying same file with a perp lead in at .2 and arc lead out at .1.
Hmmm…that’s not one of the ones that have the warm-up cut needed.
I used to use an RW45 before I switched to a Hypertherm but I would try for a lead-in of .12 (about double the kerf) with an arc (so it was gently transitioning to the cutline vs having to take an abrupt turn that happens with a straight lead-in).
A .2 lead-in should be more than enough.
OK. I’ll give that a go tomorrow. Thanks!
jamesdhatch - (off topic question) A video put out by Arclight Dynamics says the “reverse cut direction” under operations should be enabled by default in Sheetcam. Do you agree? Thank you
I did that. Sheetcam’s default is setup for traditional CNC rotary tools so chips & stuff can climb the tool. With plasma (per Hypertherm who invented all this stuff) it’s the other way round. What happens is that the dross/swarf will get ejected from the plasma arc to the scrap side and not the cutout part you want so the edges of your part & the angularity should be a little better if you use the reverse direction in Sheetcam.
Honestly, I haven’t seen much difference on most 10ga - 18ga stuff but it does seem to hold true to thicker stuff. I expect it’s a big deal at half-inch but we’re not doing that here so it’s not really that big a difference but I like to do things the right way vs any way that works - it makes troubleshooting problems a little easier as there are fewer variables that I might have mucked up.
I have a similar question. if I only have space for a lead-in of 0.055" (small holes,nesting,etc) then what should I do to make sure the torch starts properly? Right now my pierce delay is at 0.5 for 10ga, should I just bump it up to 0.75 and call it a day? I have the crossfirepro with razorweld45. Thanks!
I have the crossfire and have been running it for 3 months. I can cut the exact same piece using the exact same file for 6 pieces one after another and I’ll have a lead in/out issue in at least one spot on every piece but it’ll be in a different spot on every piece. I just attribute this to the machine and set my lead ins a bit longer so I can file down the problem spot instead of having a burn in. I haven’t found anything to cure this problem so had to adapt.
welcome…
first…what software are you designing with…and what post processor are you using?
can you also possibly post a picture of what is happening?
I don’t want take anything for granted, check to see that you have set SheetCAM to make an outside cut. Try separating the lead-in and lead-out so you can see clearly weather this is being caused just the lead-in. If its lead-out issue you can use a over cut and a pause at the end of the cut.
1 Like
is there any way to have Fusion perform an overcut? The only option I can find in Fusion is lead-out, and it’s extremely rudimentary…