Just upgraded from RW45 to Everlast 82i on my XR
I muddled my way through the wiring and am certain I did it just like y’all discuss here.
on/off pins 1 and 2
thc raw directly to connectors
Did a quick test with a 32" dia 1/4" thick sawblade to see if it was worth it.
Very impressive, quick, effortless and beautifully smooth cut
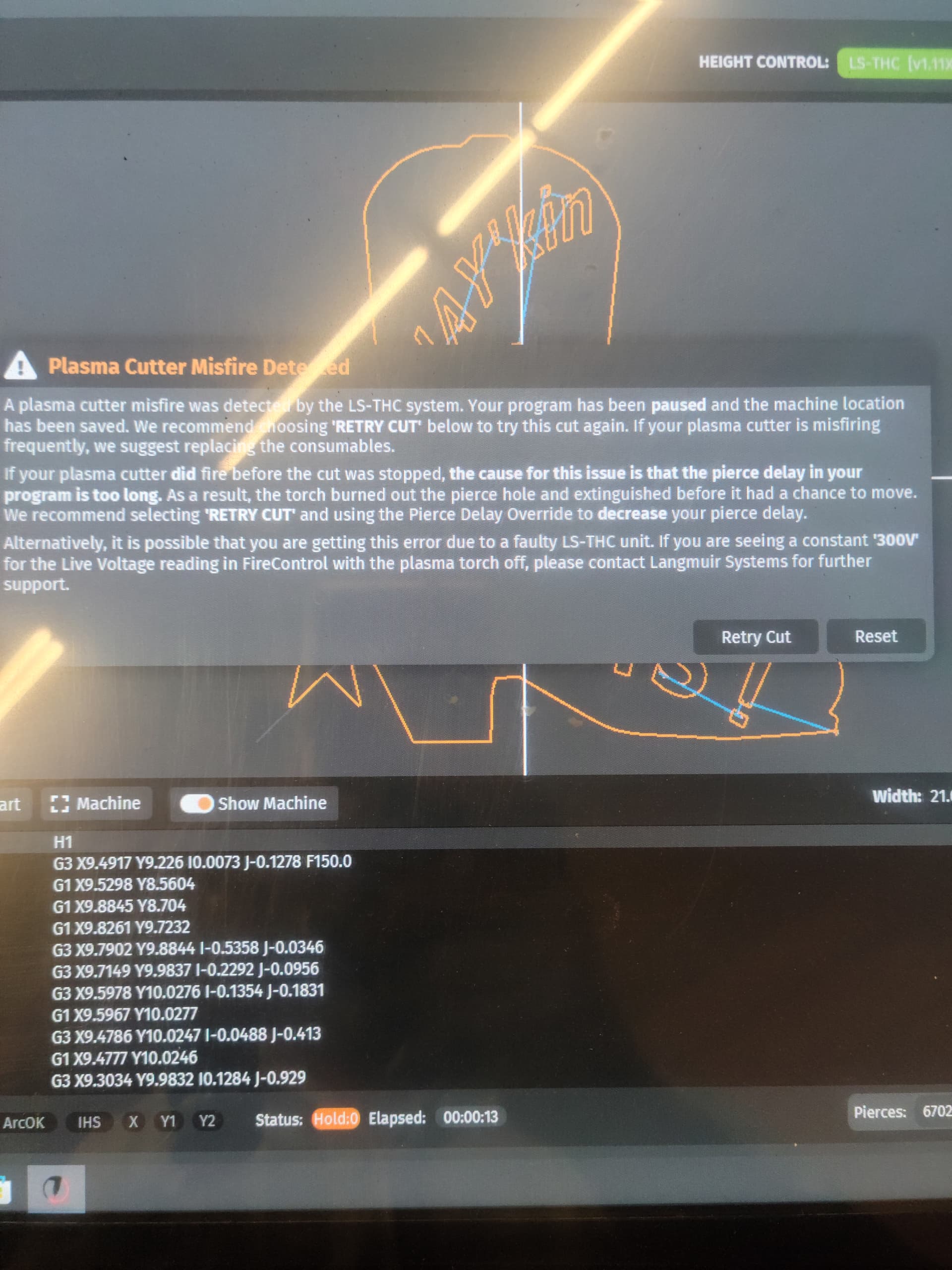
But now I have a problem. The last two programs I have tried to run it would start okay and run through the first cut but as soon as it moves to the second cut there is a click and the torch won’t fire and the light on the torchmount turns red. If I retry the cut it does the same thing UNLESS I allow the post flow to complete and then shut off and then retry the cut it will make that cut but then repeat the fault on the next…and so on .
I’m hoping y’all might have some insight as to the possible problems and guide me as to where to begin troubleshooting this
Air should be set by setting the switch to the air setting mode and adjusting it to be in the green. Too little or too much air pressure can sometimes cause this. Retaining cup should always be snug never loose.
Headed to the coast for the weekend.
Sitting here waiting for the ferry to Whidbey. Before we left I was able to check the torch and it seems fine. Electrode springs freely and the rest looks good. Air pressure is a very likely suspect since I’m new to the machine and not used to regulating it since didn’t have to with the rw. Will test it when i get home. Thanks for the guidance guys. Huge help for the likes of me.
you can drop mw a line if you want I have a 62i…been through it all…
make sure you have the right flow…PSI should be around 60 psi…but you need flow…describe your air system …
I’ve got a two stage 80 gallon. About 40ft of 3/4 copper vertical zigzag w/ drain pipe at bottom of each loop. Then through a half gallon dessicant filter then a smaller three stage filter just before the cutter. It’s about a dry a i can get it without refrigeration.
so here is a way to check something…go to the table and start up Firecontrol
then keep the plasma off…and do a manual torch fire in Firecontrol…listen for a click from the Langmuir control box…do it a few times…make sure you hear a click.
this tests the relay…
next double check and plug and unplug your torch on/off connections.
then we go to the torch…are you getting any error on the plasma screen…?
what often happens with Everlasts are the 2 little pins on the inside of the torch where the retaining cup touches…those 2 pins need to spring back and forth…nice and smooth.
they are a safety for the torch cup to be in place to be able to fire.
then malke sure the electrode springs in and out easily…
you can easily warp and distort the torch by not running enough post flow cooling…always run pist flow for 30 seconds…
Sounds like fun! I have a fried that lives on Whidbey. When ever I am up in that area working I stay with he and his family. He is a dentist but has a nice 15 acre farm there.
Beautiful country up there for sure!
Enjoy the boat ride! Last time I was on that ferry we saw a couple whales that followed the boat for a min.
Well, I got to play around with the table this evening. Still having issues.
In everything I tried I did keep close eye on the air. I see what you mean now and everything checked out fine on the three things I tried to cut.
First I needed some 1 5/8" discs. Cut a group of nine out of 1/4" mild. Hit start and everything went smooth as silk with excellent results.
Then I ran a few simple programs. ! on 10 ga mild and one on 18 ga.
Both of these programs I got the same problem. Starts the program and makes the first cut fine. Then I get this fault. If I try to retry the cut it will not fire. EXCEPT I did discover that if I wait for post flow to complete, then hit the retry, it will make the next cut.
Air pressure is staying right where it should be. Torch is cutting great when it fires. So what else should I look at that would cause this fault to come up?
Why would it work fine on thick 1/4" but fail on thinner material?
No, I am not getting that constant 300 live voltage reading in the last paragraph
Have messed with pierce delay but don’t know how that could be a problem since it isn’t even attempting to fire on the second cut. I just hear a click from the everlast and the red light comes on.
The fact that it works after the post flow stops, indicates an issue with the air solenoid. In order for it to fire during the post flow, the solenoid has to quickly shut off the flow of air and then open again to send a strong enough burst of air to blow back the electrode.
I have also experienced this issue when the electrode is not perfectly aligned inside the torch. Cracking the cap loose to allow the parts to self center and then just lightly snugging it back up usually works to correct the issue.
Drop your air pressure to about 60 psi when cutting thinner metal and see if that works. I have seen that on the 82i and 102i it need less air pressure because of the larger air line in the torch having more volume then the smaller air line in the 52i and 62i torch.
As the error description is stating, one possible issue is that the material is being blown away too quickly and the plasma stream loses the connection for lack of material for conduction of the current. The thicker material takes longer to burn away and this gives you the chance to complete the cut with the higher pressure without losing the current. George’s (@mechanic416) suggestion to decrease the air pressure with thin material would be a quick way to test that theory.
However, David’s suggestion is also valid: If you have some stickiness with the air solenoid or electrode that is requiring the higher pressure to blow back the electrode, that is also a concern.
So in other words: your efforts to adjust one, may intensify the other. The solenoid issue is a good guess.
Shoutout to Toolboy and Cameron for helping me resolve my issues.
Thanks for the patience, advice and expertise in helping me here.
Things now seem to be running smoothly.
Really loving the new setup!