don’t understand that last post.
wire in torch and clamp (black and red plugs) on vim box to the inside of the cutter or is that just for non razorweld cutters

oh, no since you have the connector on the front of the cutter for divided voltage, you don’t use the top connections on the top of the VIM. so from cutter to DIV IN, then DIV OUT to THC IN on control box on table.
ok cool, i am seeing 1.2v live on thc in firecontrol is that my next problem?
just confused because it was running a shared file with no issue
thanks for your help 
I hoping you can help me as well. I have a razor45 and a crossfire Pro. I here a click when I push manual fire, but no plasma…any ideas?
Thanks,
sorry for not responding back yesterday, i stepped out and never came back…lol
what are your settings for sheetcam? post some picks.
do you have the torch fire cable going from the cutter to the control box?
no problem.
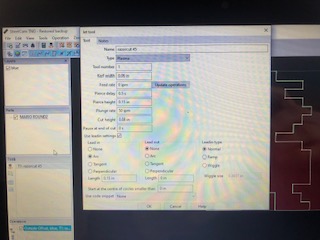
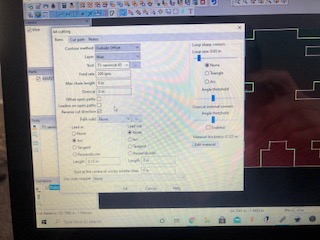
idk why your pics can’t expand. they are too small to view the info on them.
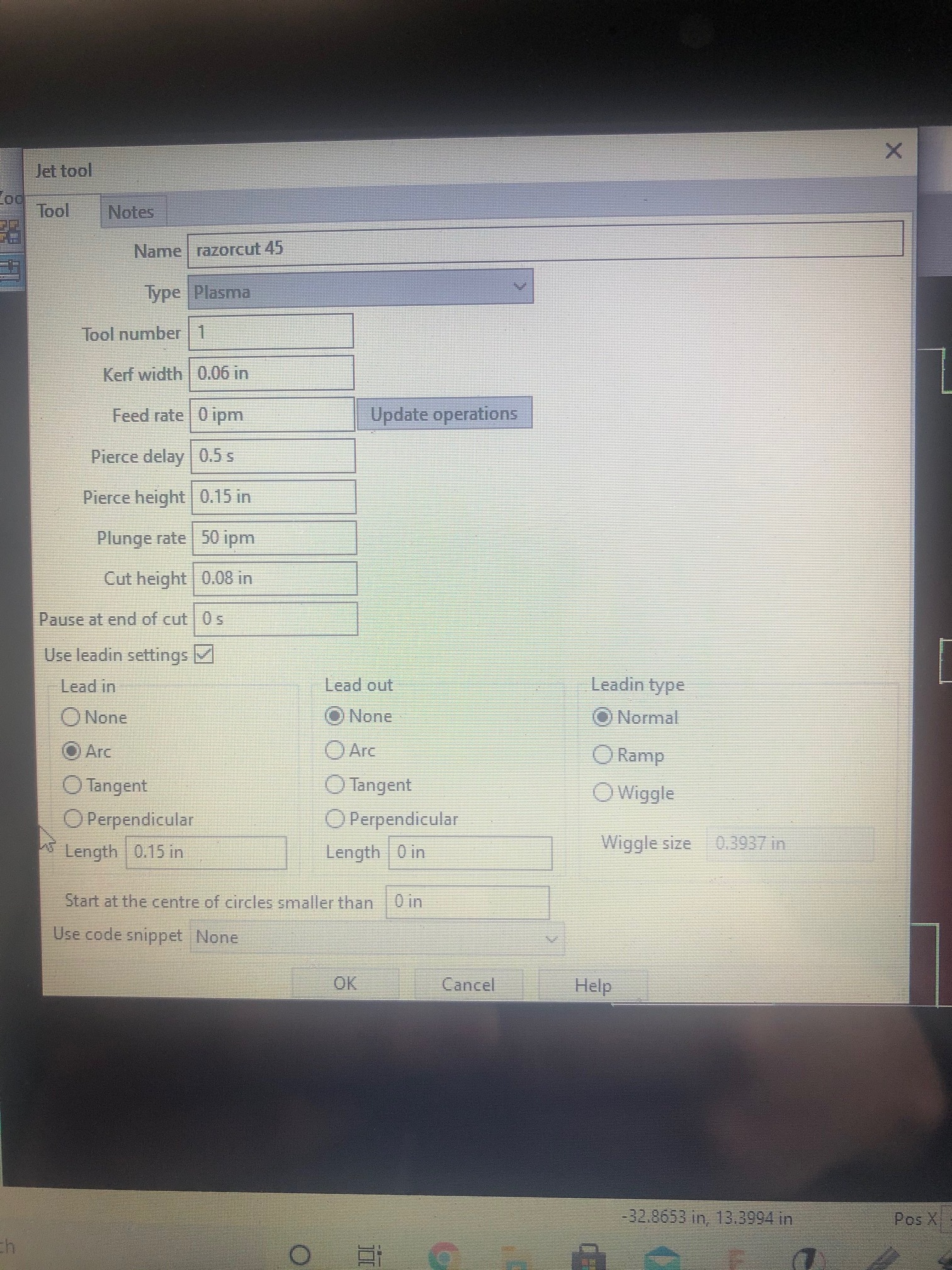
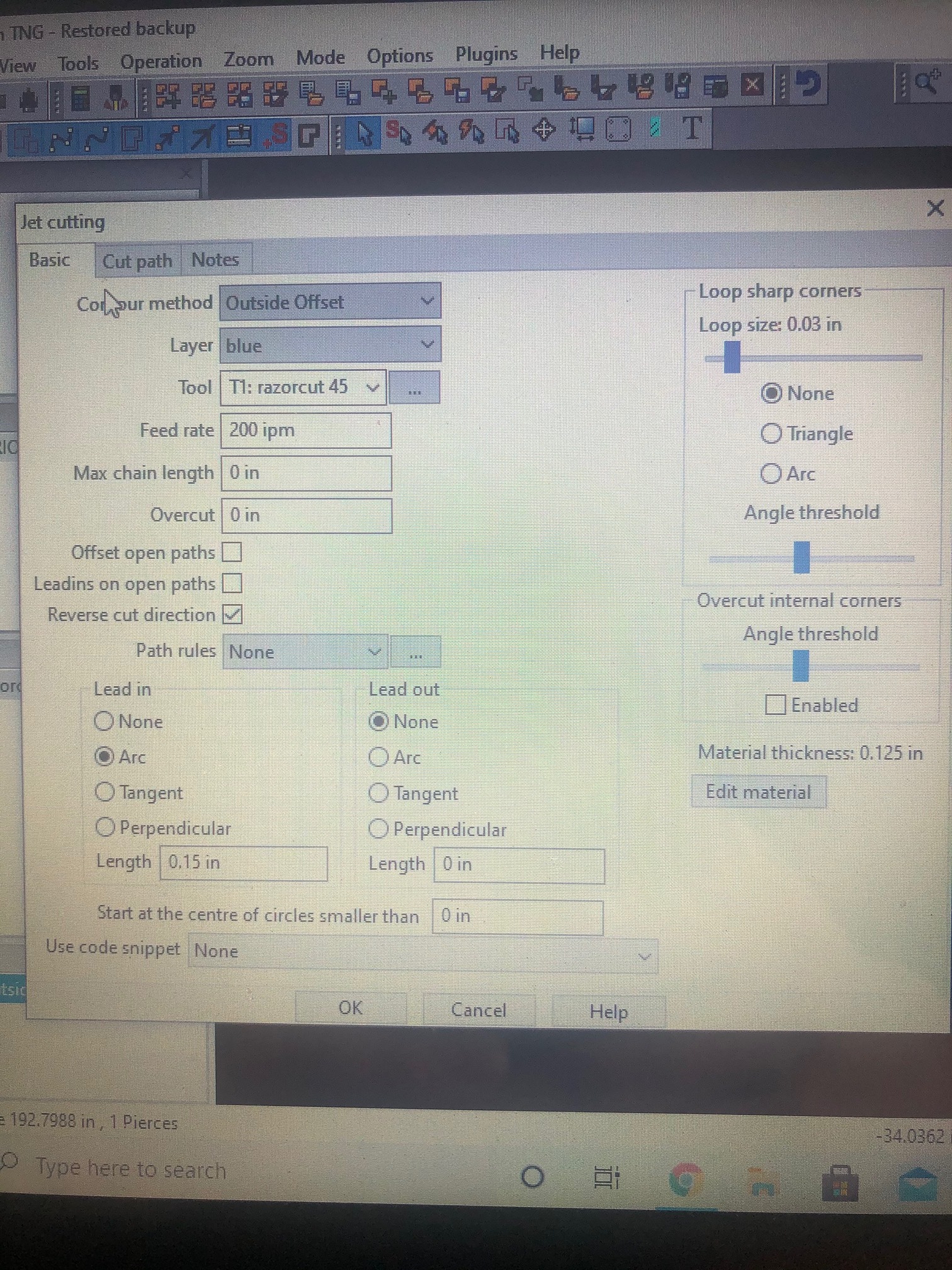
You don’t have a feed rate programmed in your first picture, but do in your second. Its possible I suppose it’s looking for your feed rate to be set in your Jet Tool as well as your Jet Cutting operation.
I think you’ll also find once you’re up and running that your cut height is a little too high, your kerf is set too wide, and unless you’re cutting 20-24ga or something, 200ipm is way too fast.
1 Like
i would concur with MrHankBot, you need a feed rate in your toolset as well. nominal cut height is around .06.
i would guess that adding the feed rate to your toolset would make it run.
1 Like
ok i just grabbed the settings off the website can you recommend what i change them to? for 16 guage i changed to 100 for speed and added to both and changed cut height to .06 still pierces and stops
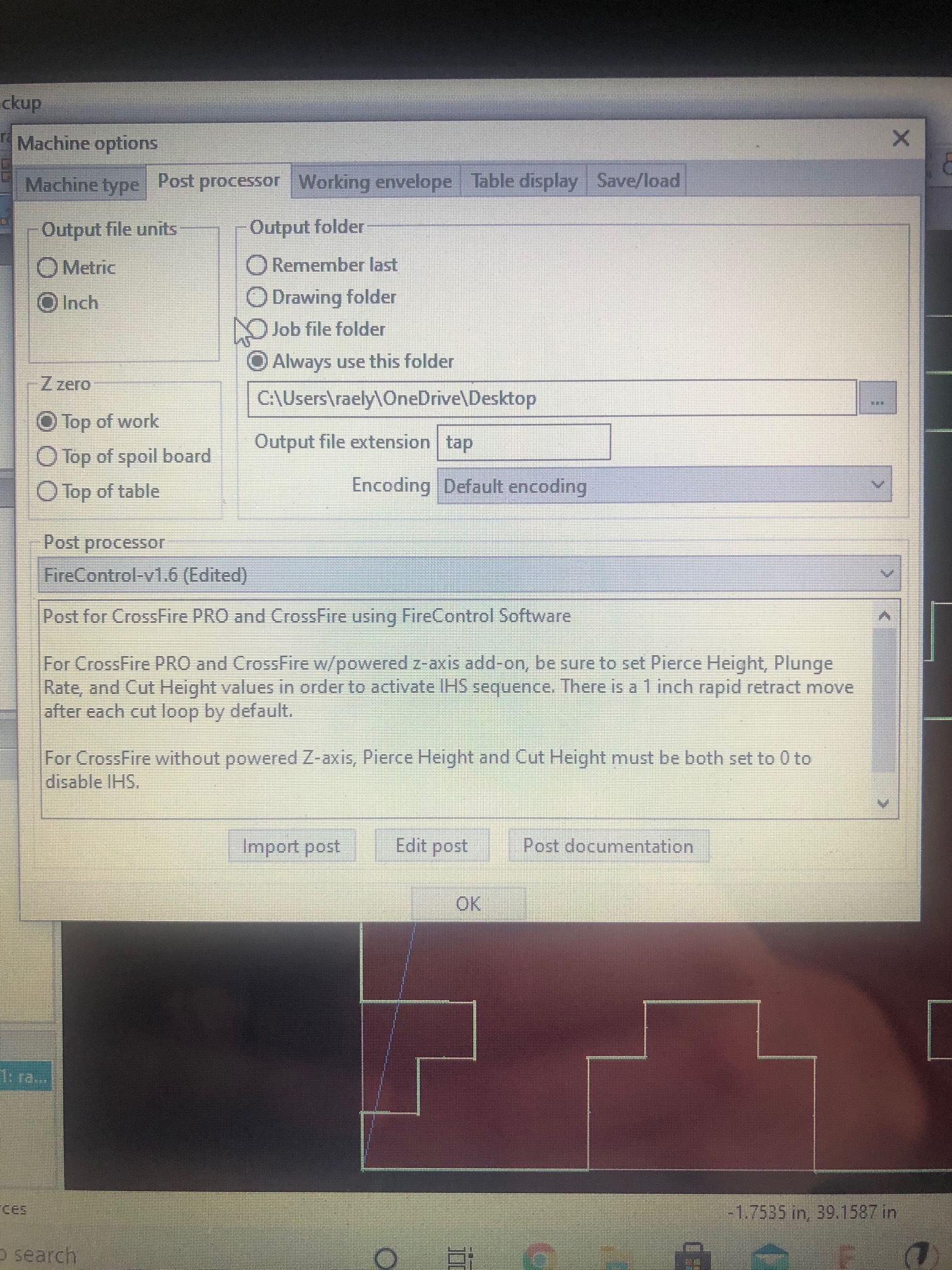
when i try to open a file that cuts on firecontrol from shared files in my sheetcam to compare setup it says this file version is no longer supported
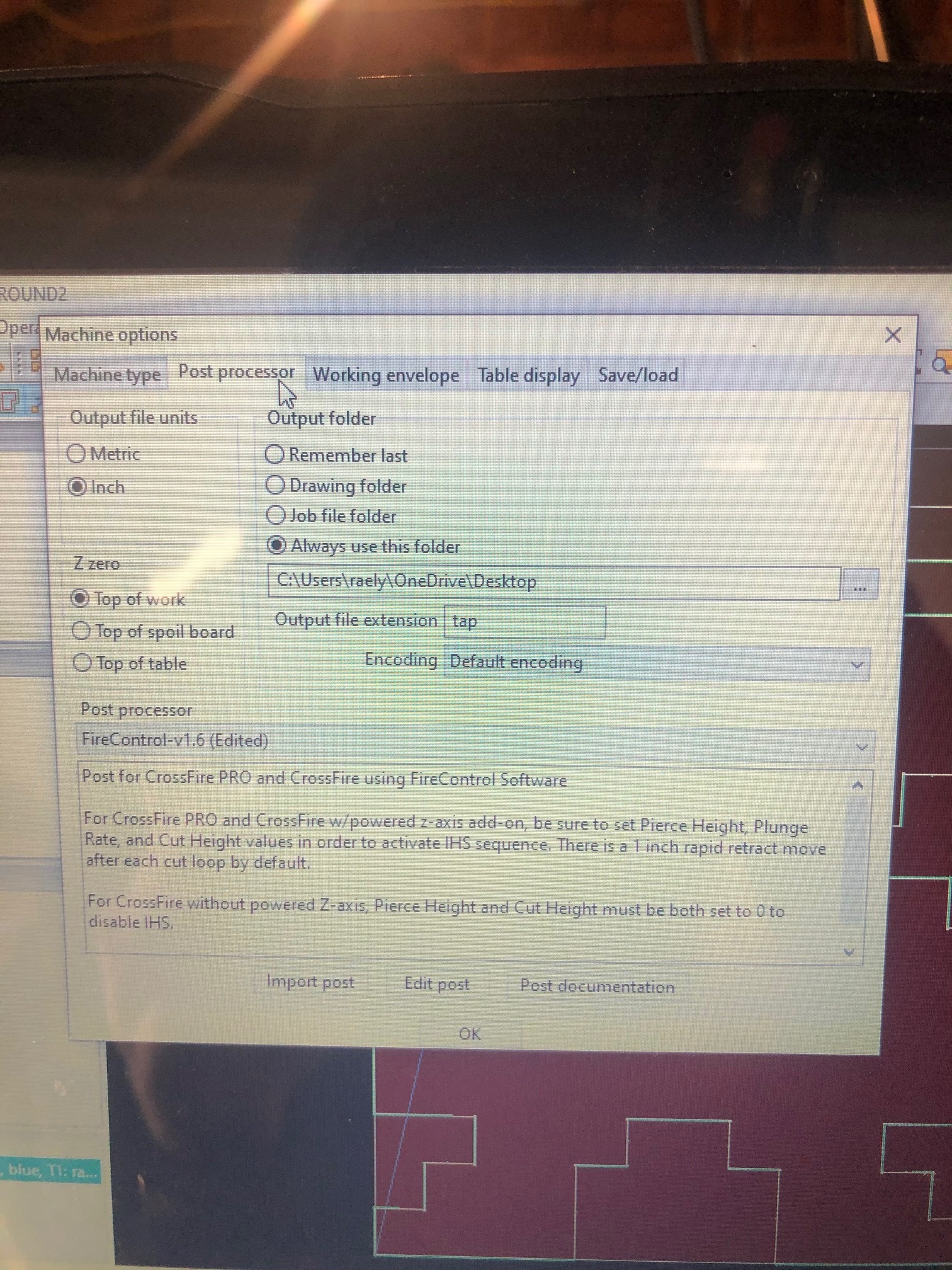
that’s because it might have been post processed with an earlier version of the post processor.
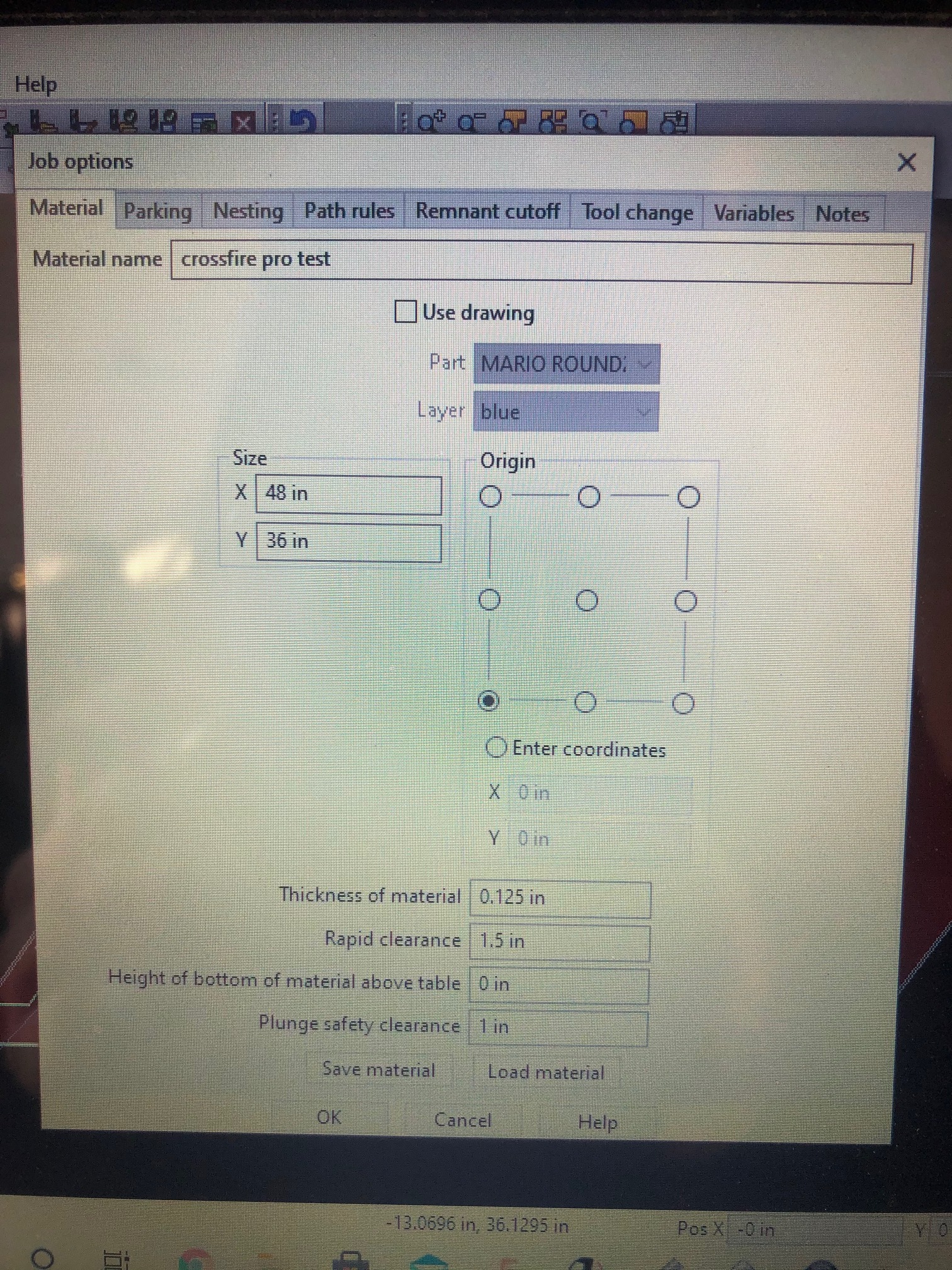
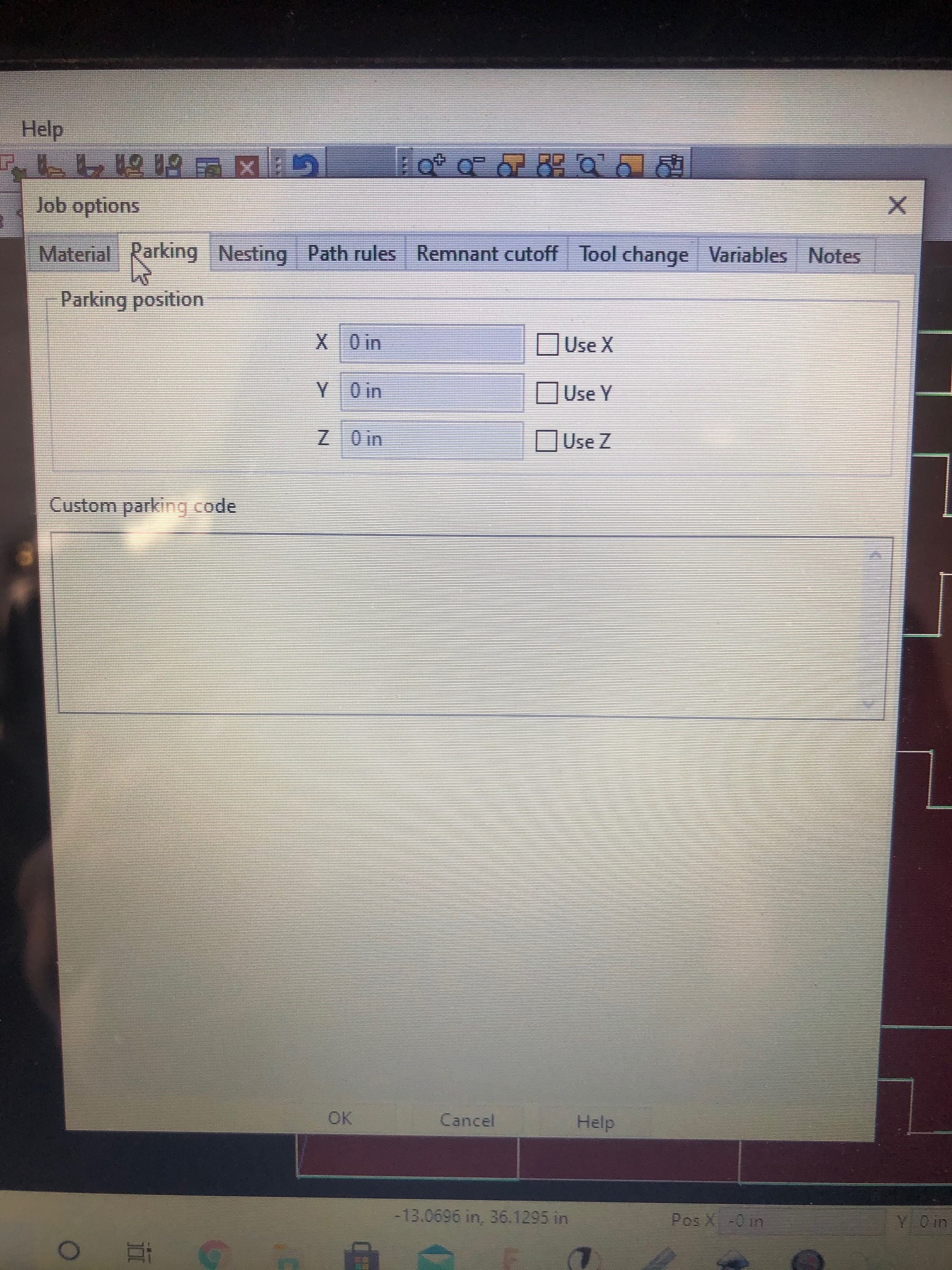
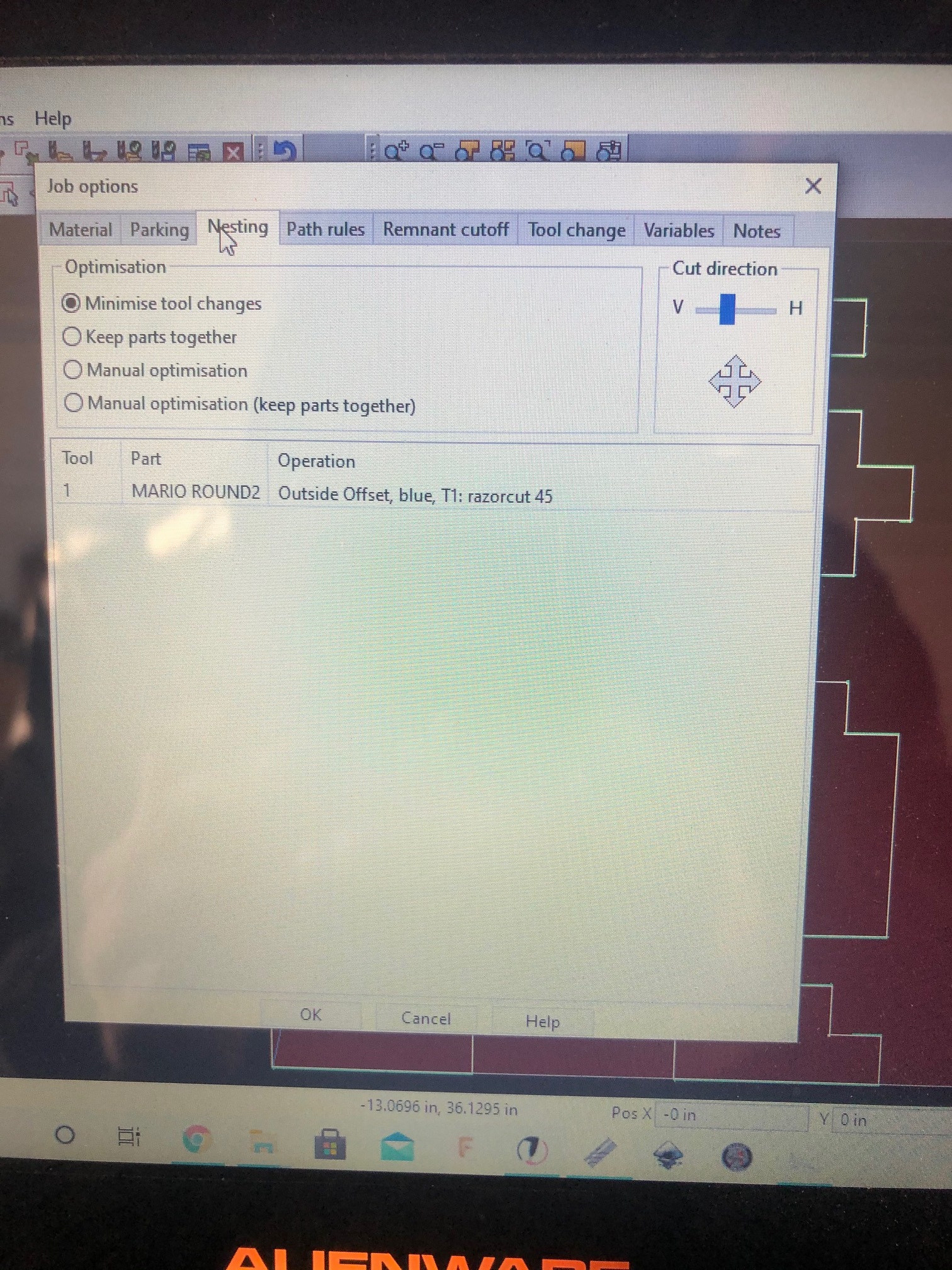
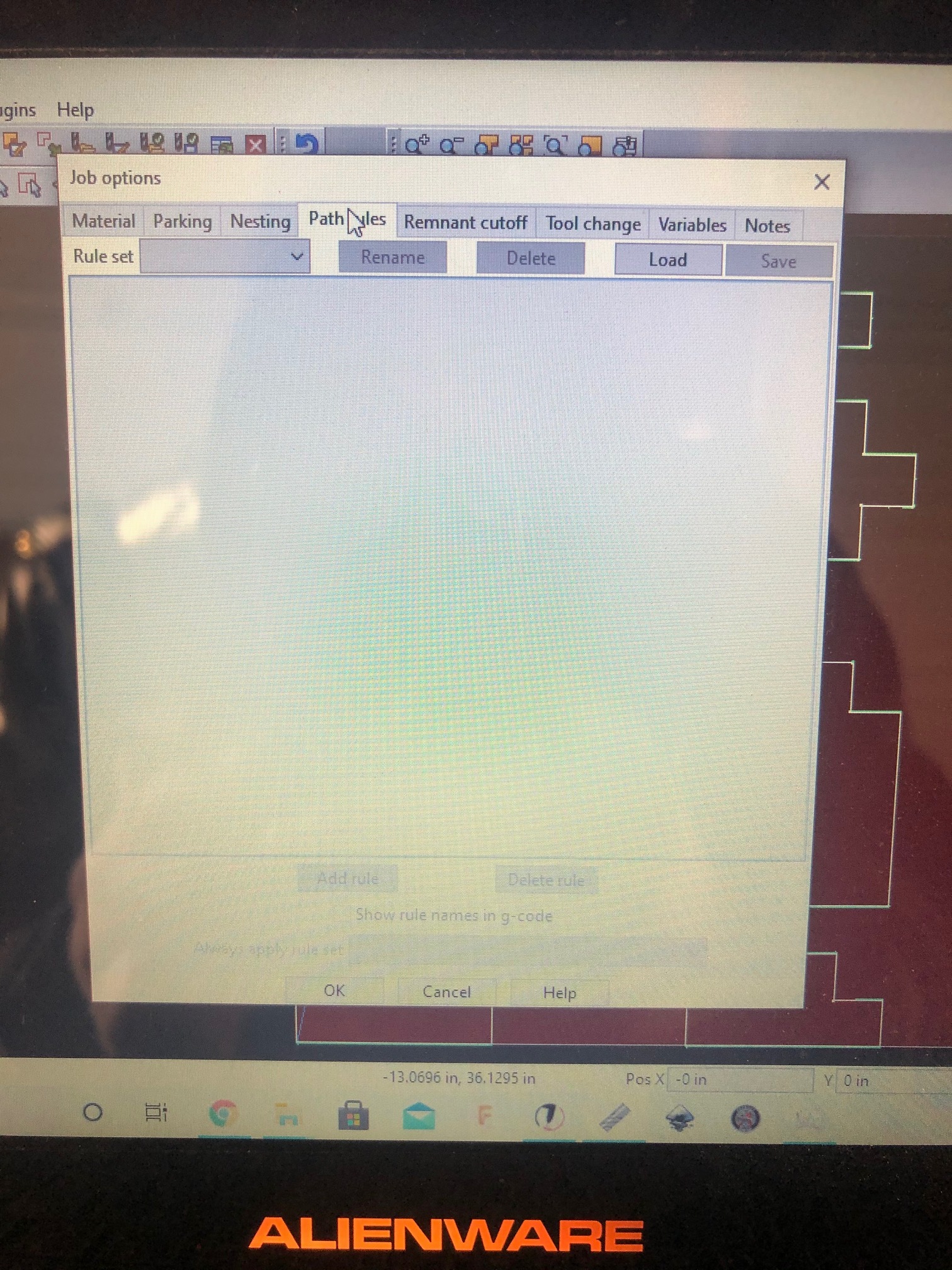
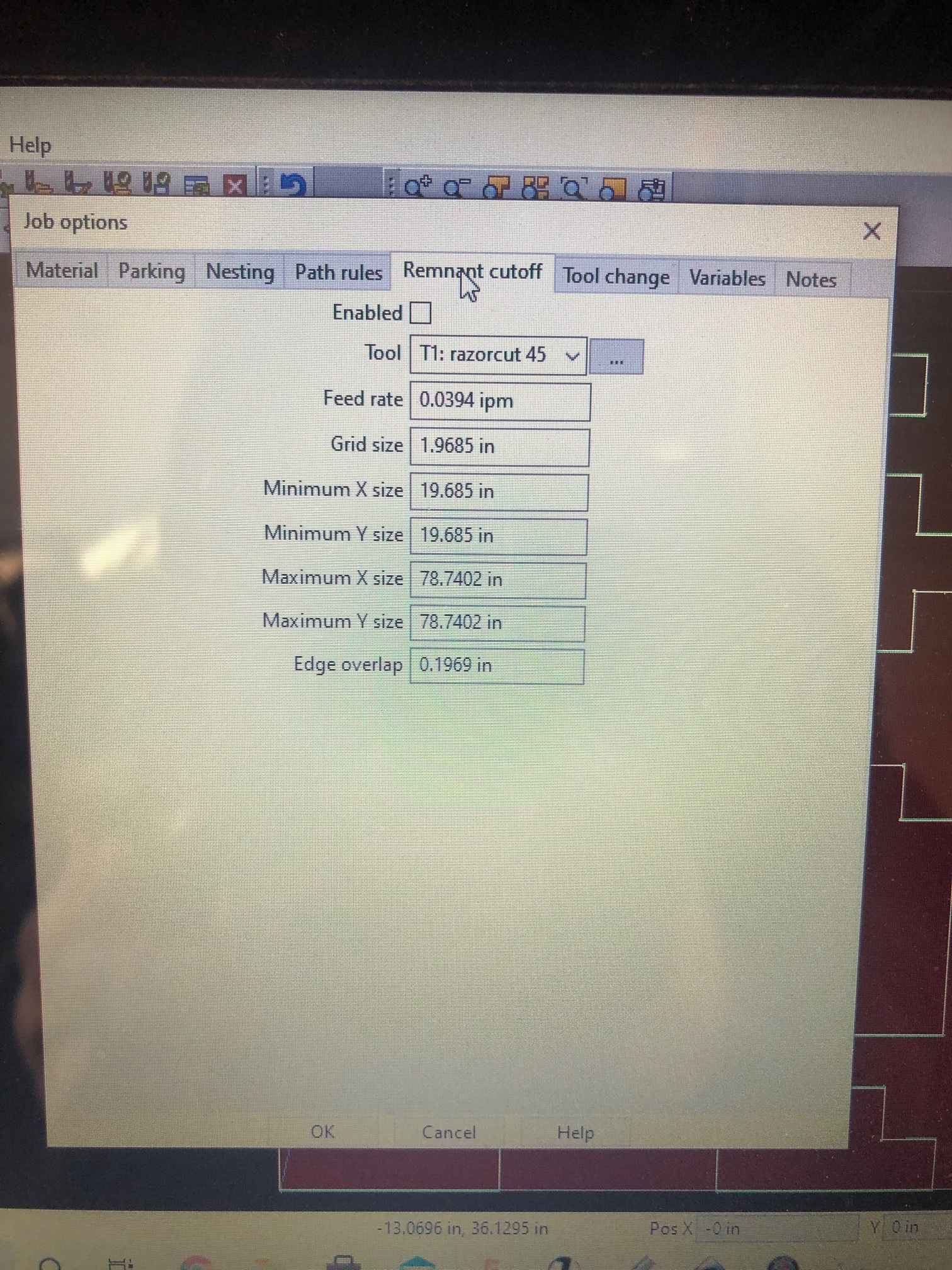
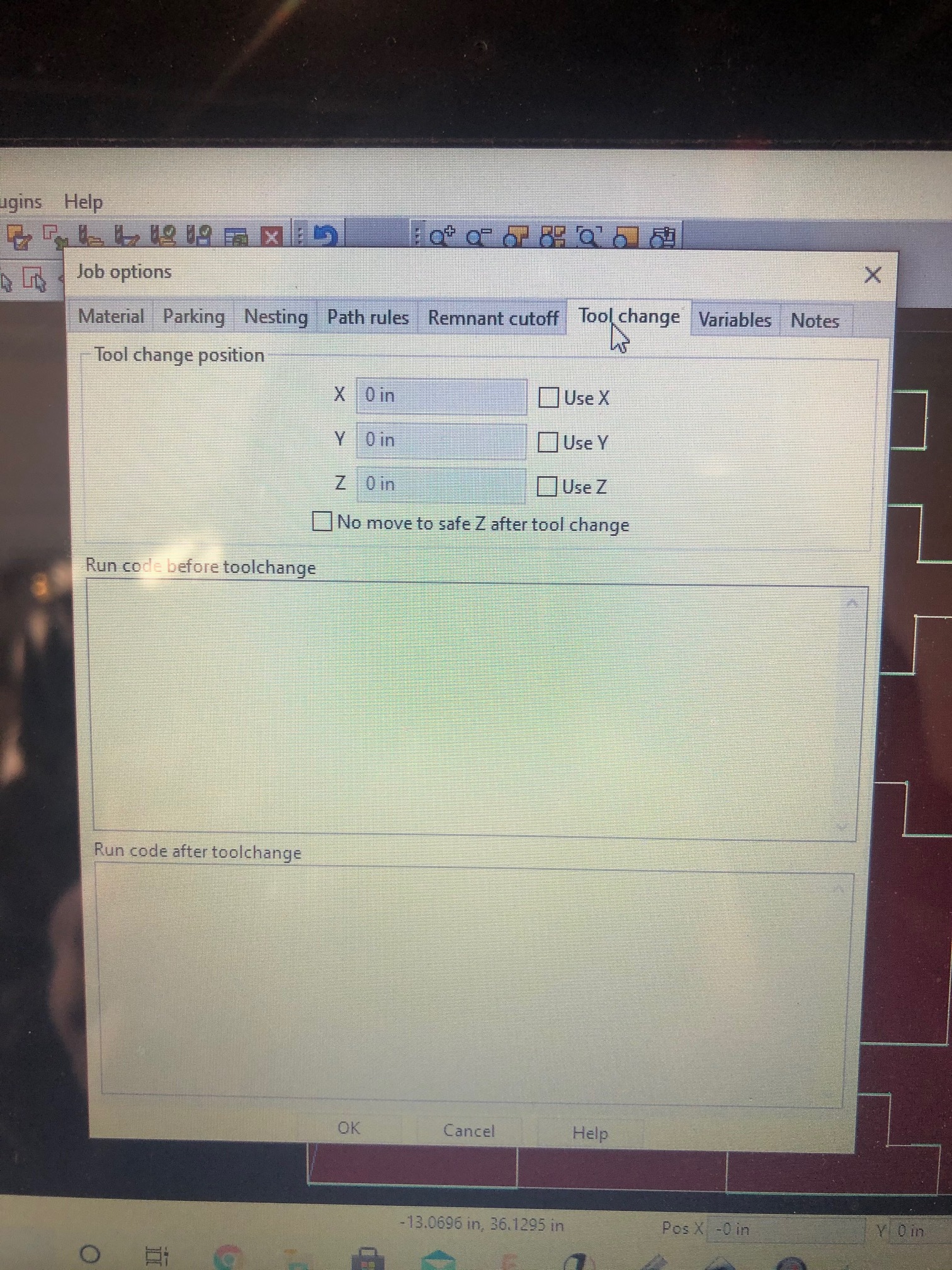
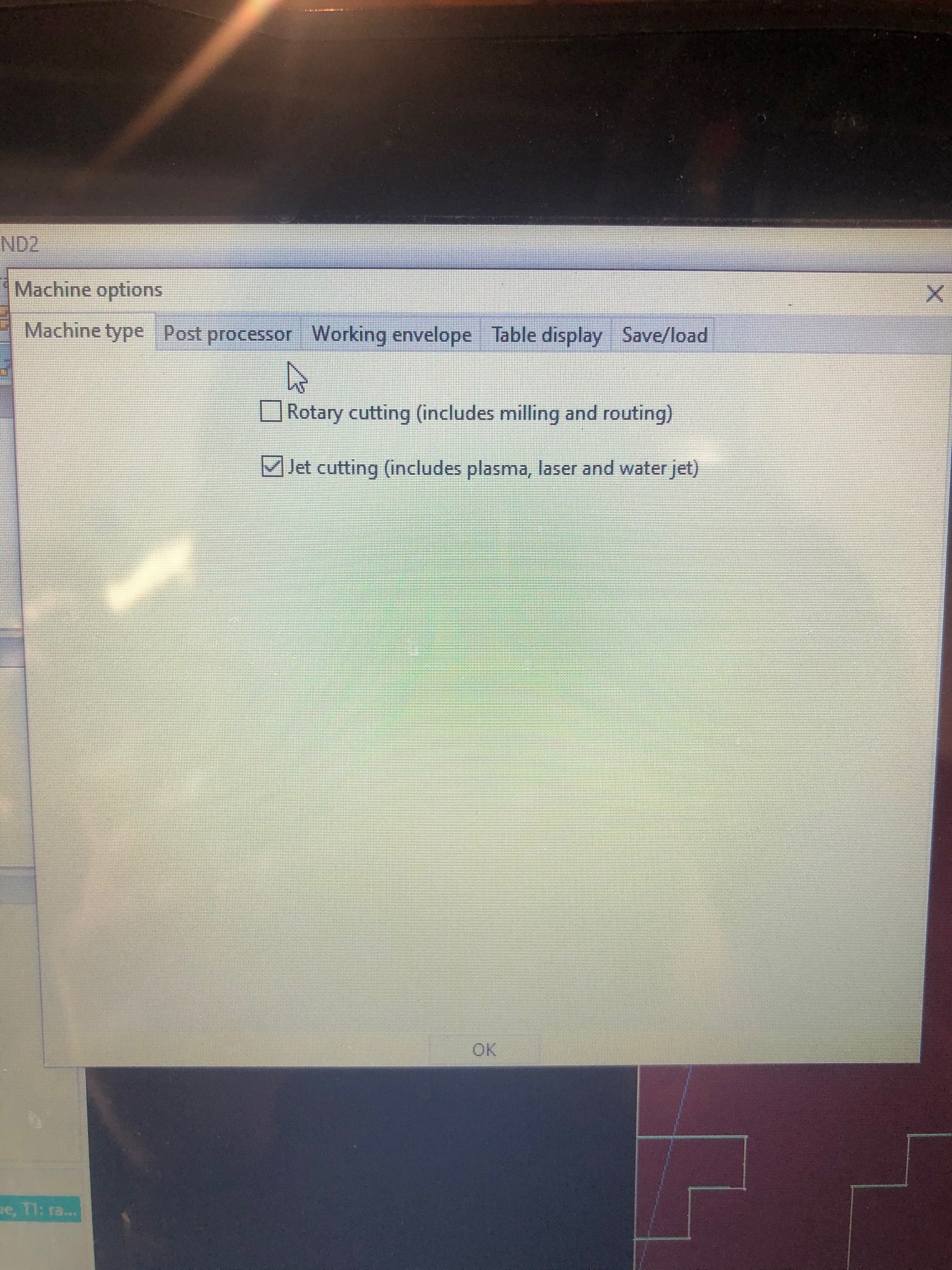
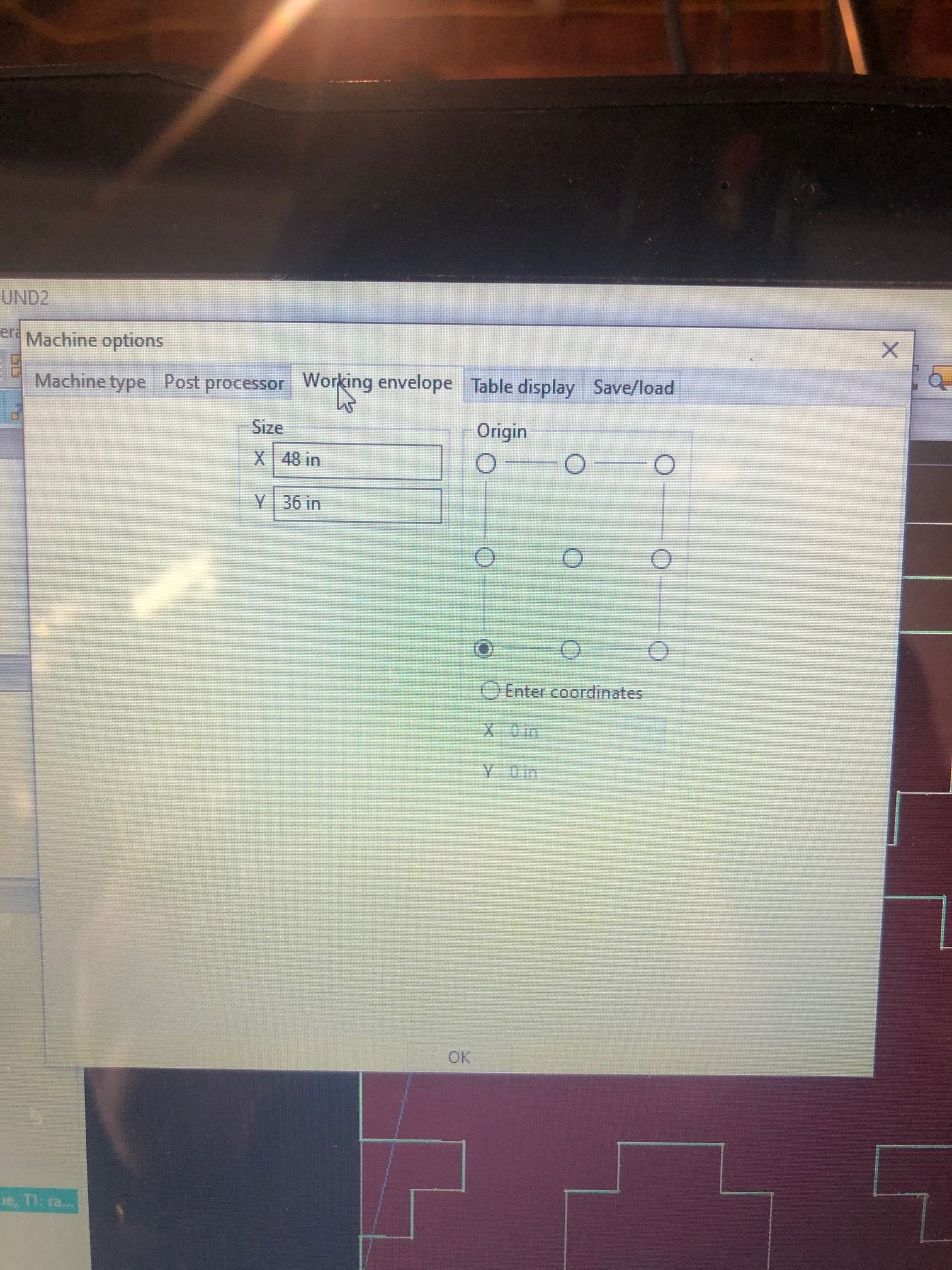
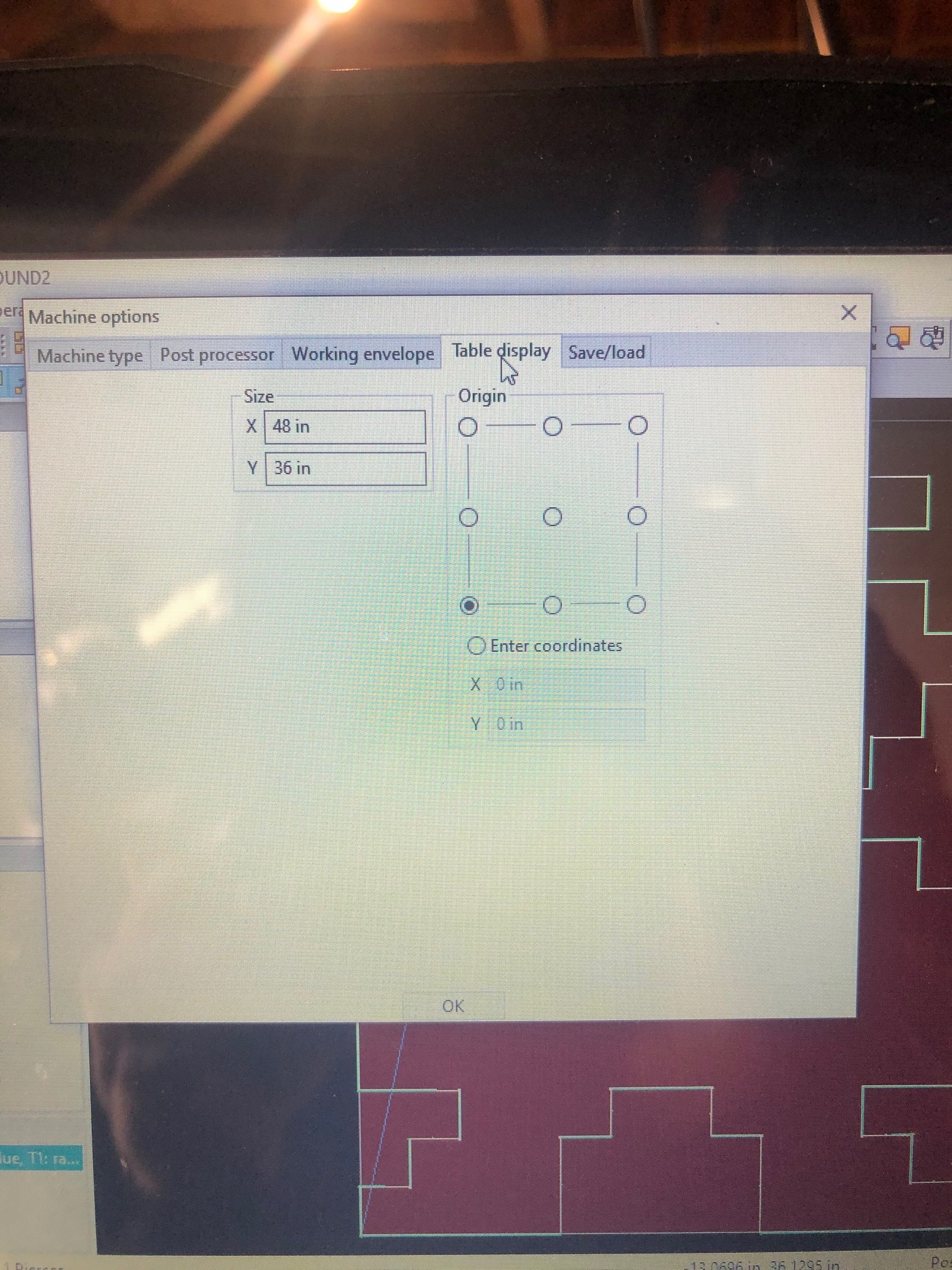
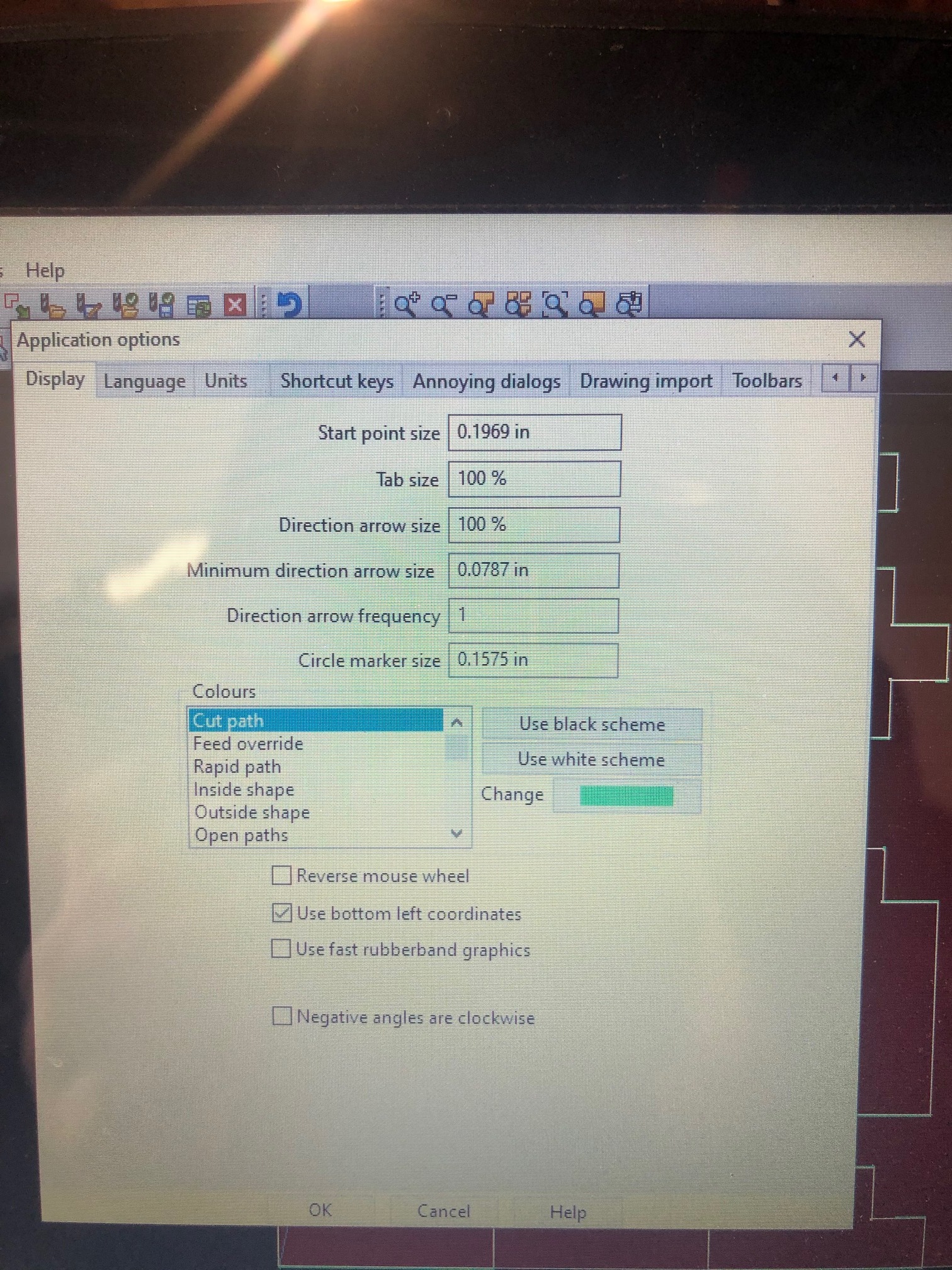
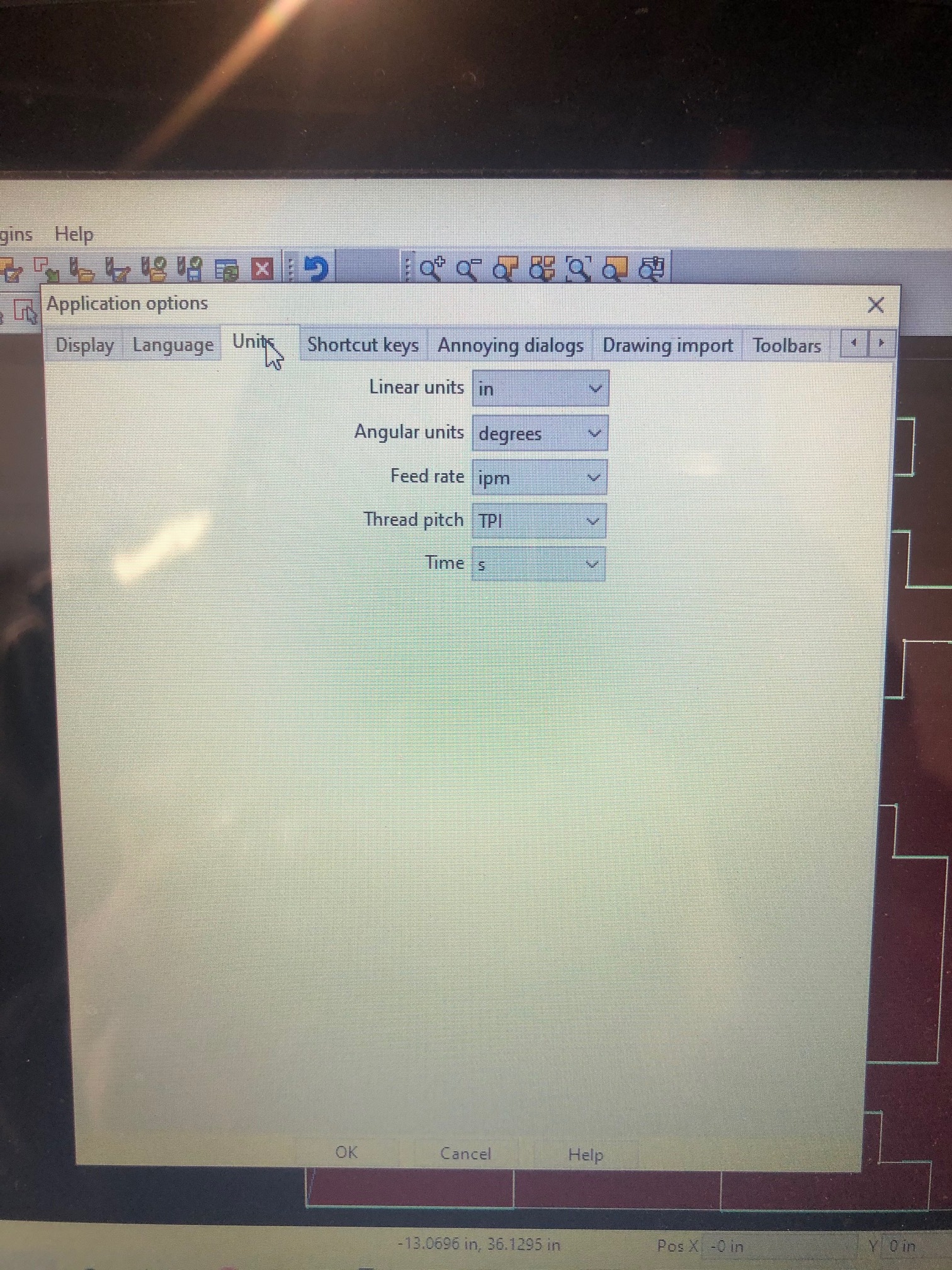
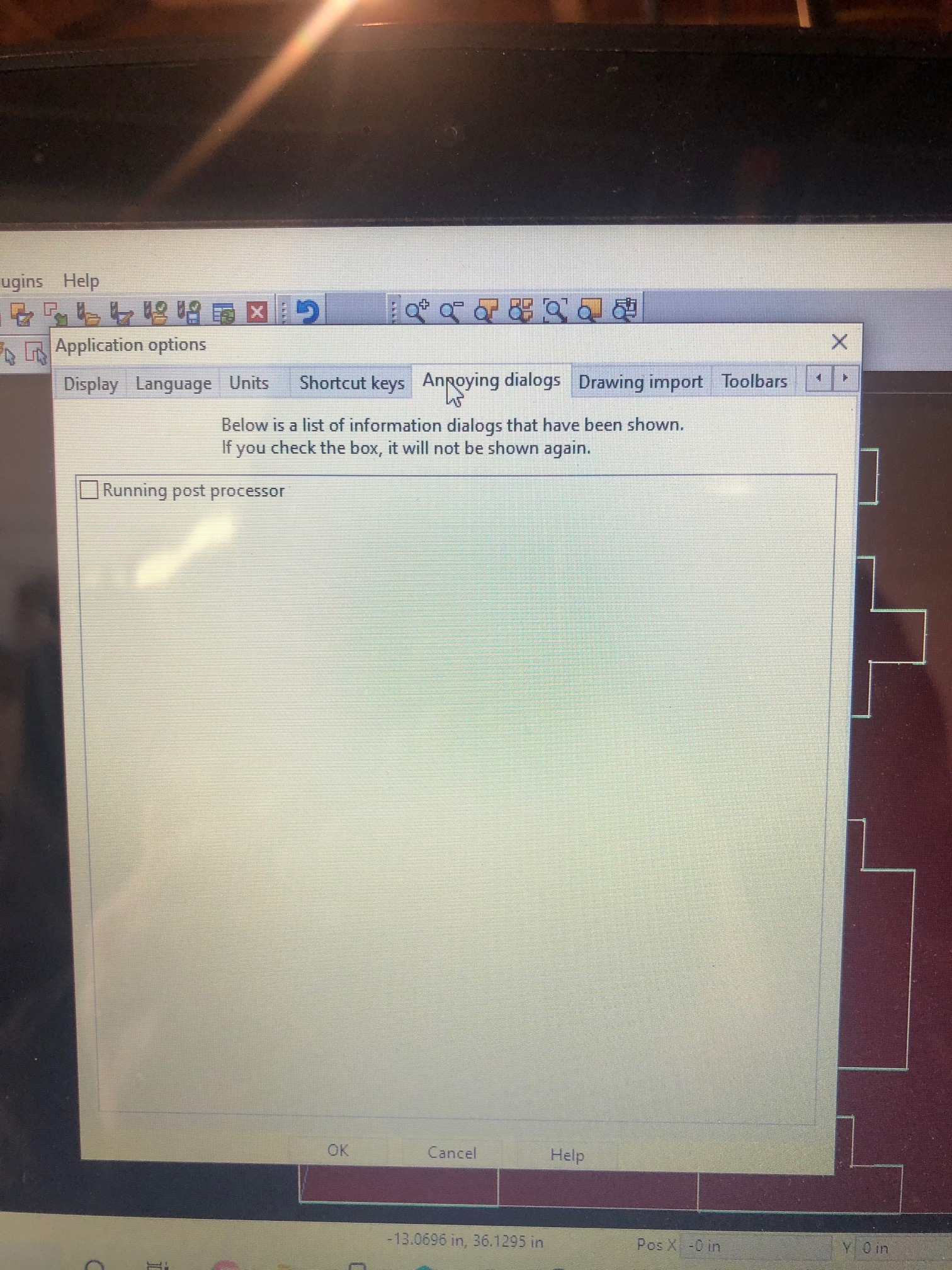
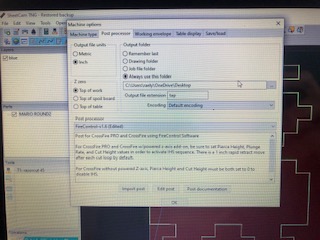
click on OPTIONS and show those tabs.