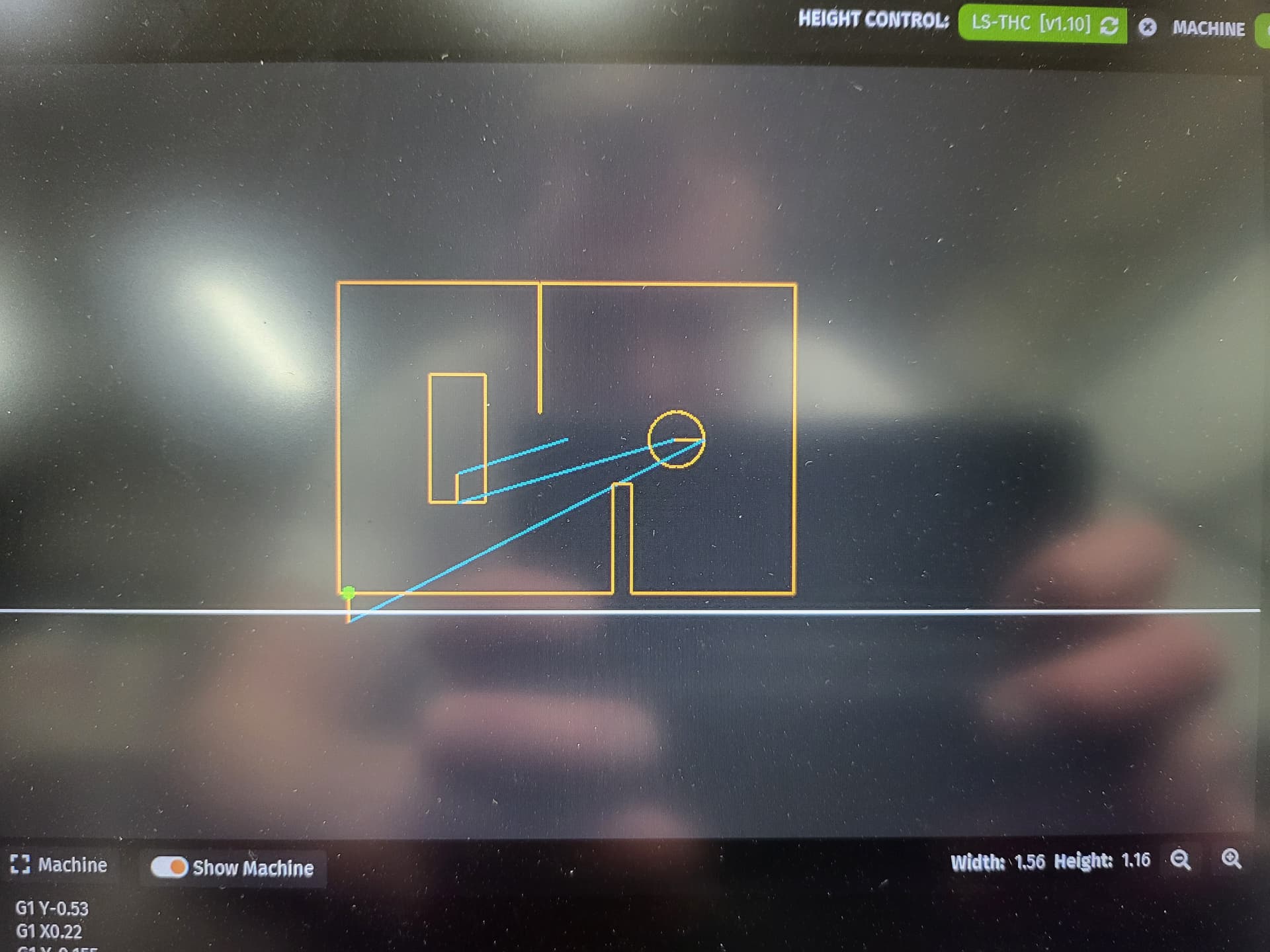
So I made a little test article cut piece with some critical dimensions to see how well my Everlast 62 would run in terms of tolerance with my machine settings.
It was a 1" x 1.5" with a .250 hole, a couple side slots, and a .25 x .50 rectangular hole in the middle.
Cut profile with the everlast is
75 psi or so
45 amps
60 ipm
Air is cold and dry via an intercooler, 2 air/water seps, drier, and an intermediate 5gal yellow HF air tank. Compressor is a Craftsman 110v
Kerf width is set to 0.060", nozzle diameter is 1.1mm (1.1/25.4= 0.0433").
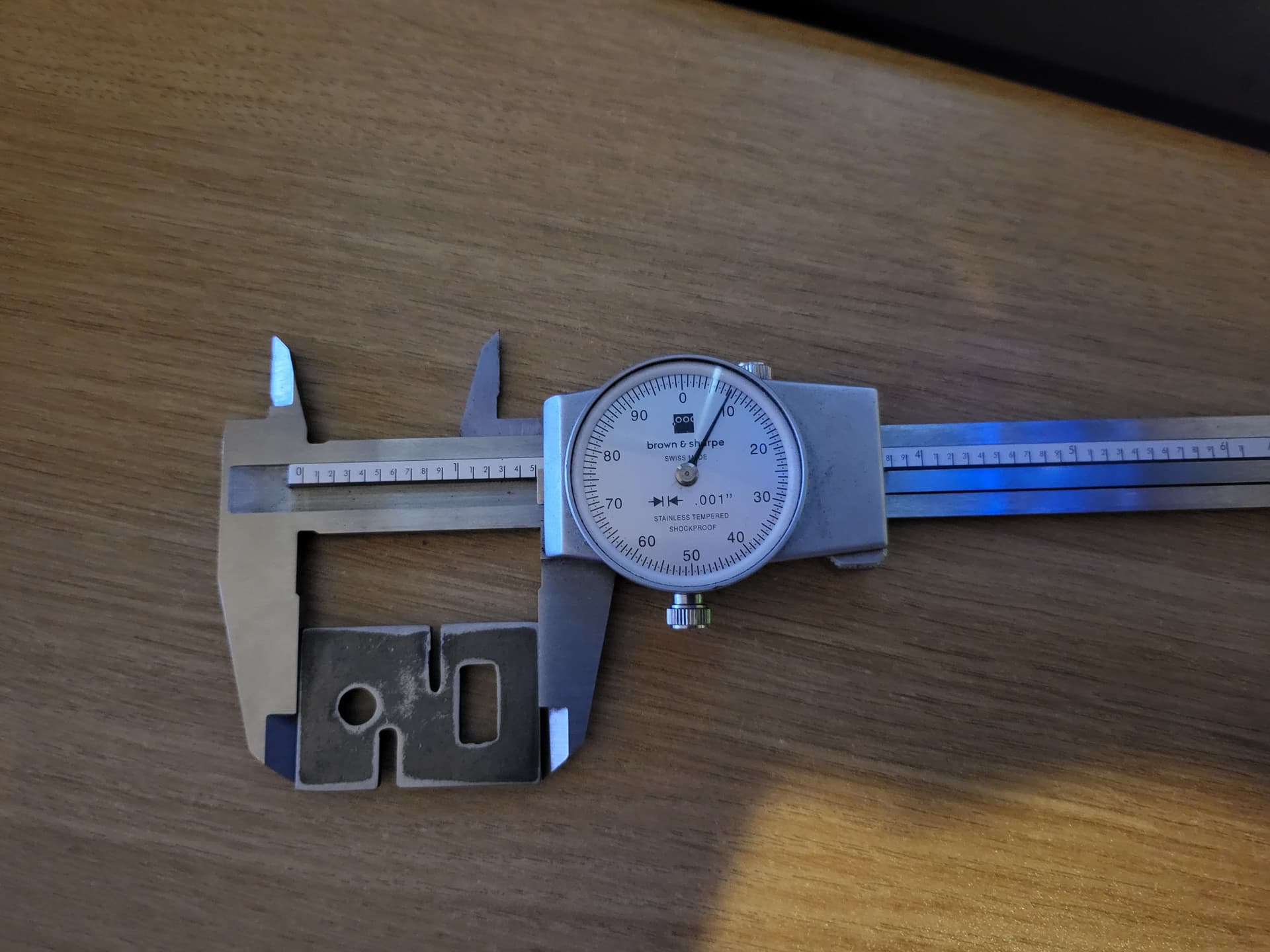
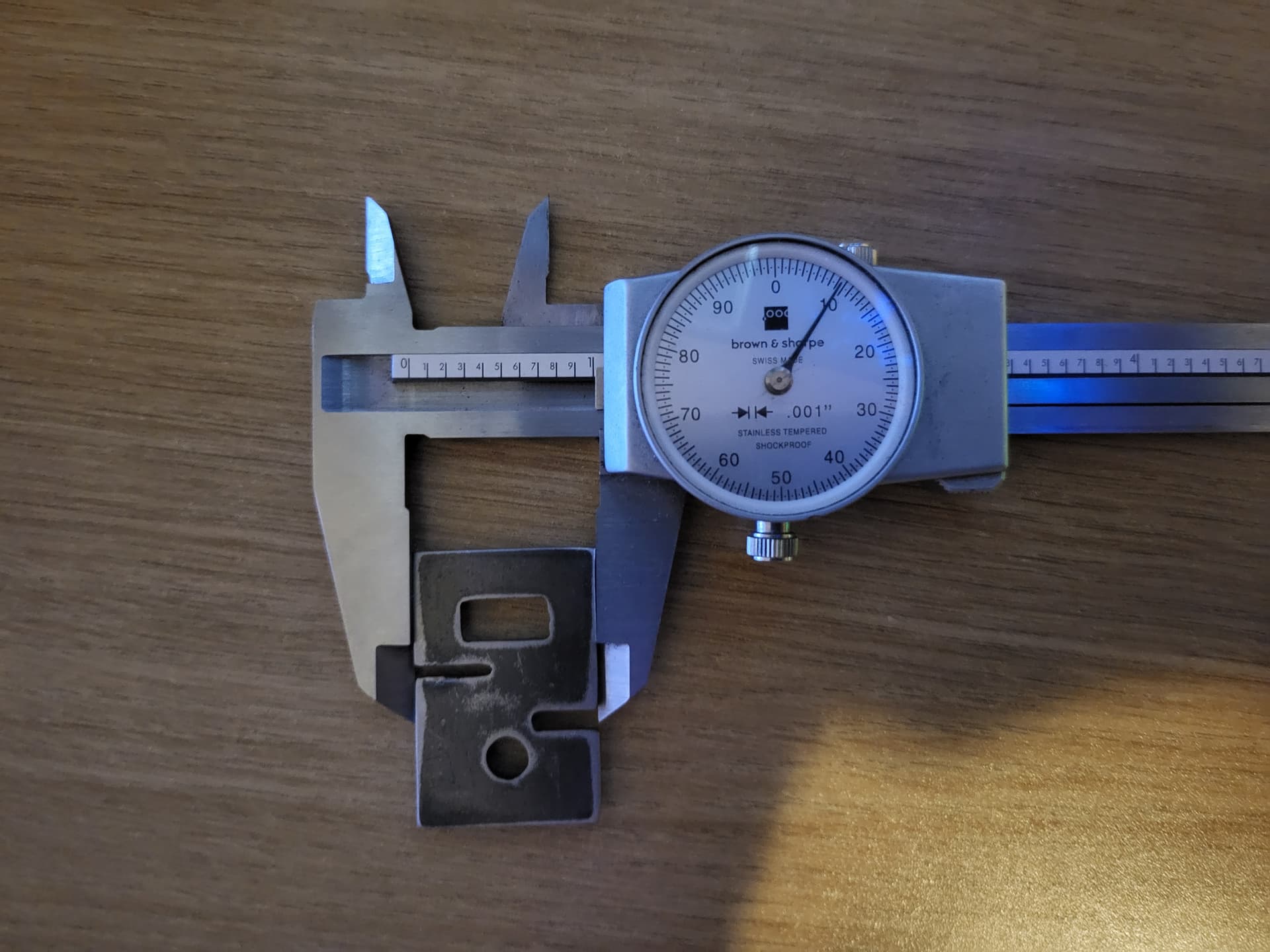
Here are the dimensions it cut in 11ga mild steel (0.120")
the 1.500" coupon dimension is 1.509"
the 1.000" dim is 1.010"
the 1/4" hole is .230"
.480 on the internal 0.500" rect’s dimension
and 0.235" on the internal 0.250" rect’s dimension
How best to adjust this to bring it all into line?
I’ll throw some pics up here via my phone in a minute
Those numbers are really not bad. Especially being cut with a plasma. You may be able to get it closer but as your consumables wear the number will get worse.
So decrease your kerf width in the tool by 50% of the error. If you primary goal is the inside dimension, you 0.50" hole is measuring 0.480. That means you need the torch closer to the line by 1/2 of the .02 inches. Decrease the kerf width in tool by .01 inch.
Since the outside is slightly larger and the inside is slightly smaller, you have a situation that would merit from decreasing the kerf width ever so slightly because they would both improve.
You will need to adjust your CAD anyway when going for a tight fit and there there will be those outliers like a warp in the plate as it is cutting.
That is why I suggested that you pick the dimension that is most important to you. For me, when I am making brackets, it is generally the inside dimension of the holes and the hole to hole dimension. The outside dimension of the bracket usually has more tolerances for my purposes.
If you are wanting a compromise, and lets face it, it is all compromises. You will never have them both perfect. I feel I have my numbers dialed in but even at that, I always add a minimum of 0.02 to 0.03 inches for bolt clearances. I would split the difference and go for a kerf of 0.055 inches. You are not talking about wasting a lot of metal in either case.
And as Knick pointed out, there could easily be a slight bevel that could be fooling you. And as Phillip and John point out: Your numbers are good and probably better than many.
The numbers in the first post are worst case at the base of the bevel, away from the cut surface. I"m envisioning what WOULD / could get in the way of a slot/slot interface (dinosaur skele puzzle recently is driving this… WAYYYYY too much hand filing to fit).I care far more about internal features than external.
I’m no expert here but with my 82i all the parameters you had set up I assumed you were cutting 1/4", not 10ga. Even with 1/4" you’d use a 1.0 nozzle, not a 1.1
That said, I have my 10ga dialed in at 40amps, 1.0 nozzle, .8 pierce, 85ipm and 65-70 psi and I think I get great results with that.
I don’t even bother putting on a 1.1 until I’m over 1/4" thickness.
I just cut two full sheets of 3/16" using your parameters you listed but with a 1.0 nozzle and 65ipm and it cruised right through it