Yes, if you were using 40 amp then you would use a 0.9mm/40 amp/.035" orifice cutting tip. You can use a 1.0mm/ 50 amp/.040" orifice at 40 amps but the kerf would be a little wider.
Most cutting tips work best at a 10 amp spread.
20 amp tip - 0.6mm/.025" - 15 to 20 amps - 50 to 55 psi
30 amp tip - 0.8mm/.030" - 21 to 30 amps - 55 to 60 psi
40 amp tip - 0.9mm/.035" - 31 to 40 amps - 65 to 70 psi
50 amp tip - 1.0mm/.040" - 41 to 50 amps - 65 to 75 psi
60 amp tip - 1.1mm/.044" - 51 to 60 amps - 65 to 75 psi
70 amp tip - 1.2mm/.047" - 61 to 70 amps - 75 to 80 psi
80 amp tip - 1.3mm/.051" - 71 to 80 amps - 75 to 80 psi
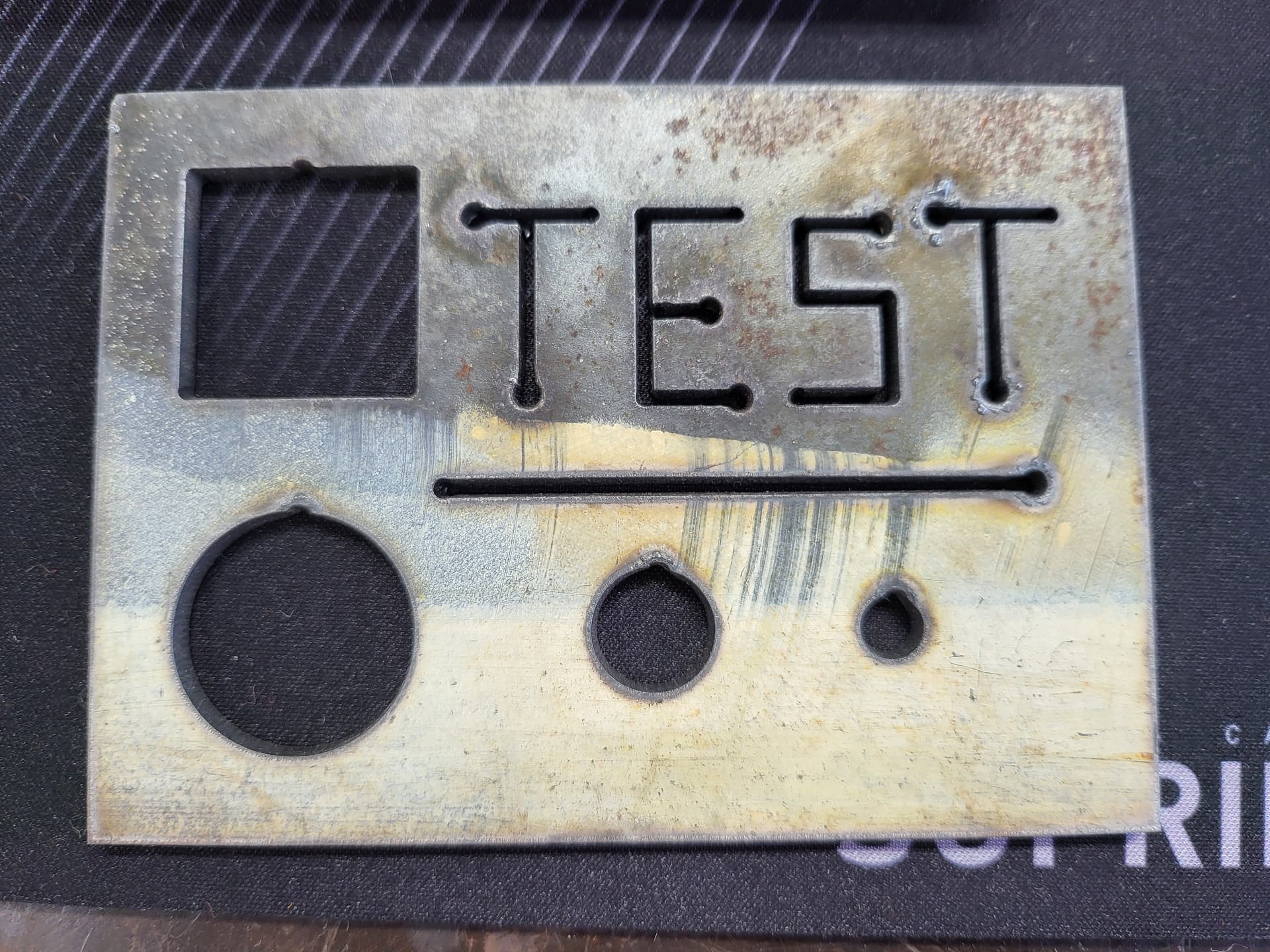
Doing some more test cuts after switching over to the 1.0mm tips. Cutting that test card on fireshare, the largest cut width (kerf?) I can measure on straight lines is about 0.063", a 1.000" circle is 0.982" (counter clockwise, left comp).
Everlast 62i, CNC torch, .120" mild steel, 80 ipm, 45 amps, 75 psi air (cold and dry). Cuts are clean with some “splash” on the pierce holes.
The kerf will vary so you will need to test to get the actual kerf… but it will be approximately .01" larger than the orifice diameter listed in the table above.