I seem to be having trouble hitting even close to the recommended cut speeds. I am able to get some acceptable cuts. Just trying to find out what minor things I am missing that is holding me back. I am pretty certain it is operator error at this point.
Set up:
crossfire pro with THC
Thermal Dynamic cut master 82 raw voltage input to THC
sl100v machine torch
Ingersol rand SS5L5 60 gal 5hp single stage compressor 18.1cfm@90psi connects to1/2" line then to devilbliss HAR-602 5 micron filter, 1/2" line out to Harbor Freight refrigerated dryer item 40211, 1/2" line out to Motogaurd M60 0.5 micron filter, 1/2" line out to craftsman water trap hooked directly to cutmaster82
I did have a problem with my regulator on the cutmaster82 so i replaced regulator and cleaned all lines. I set regulator on cutmaster82 to 75psi.
All cad/cam is done in fusion 360.
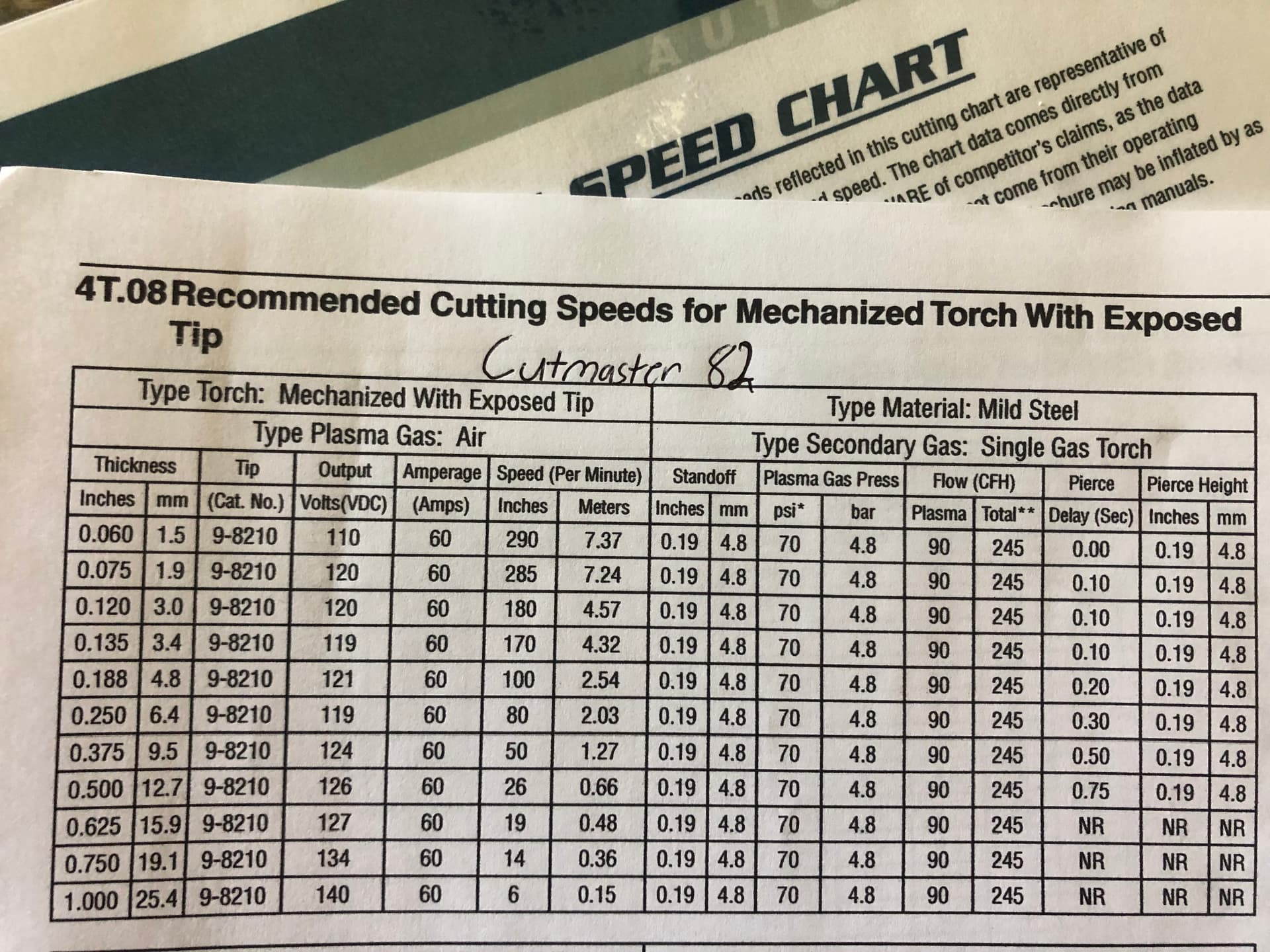
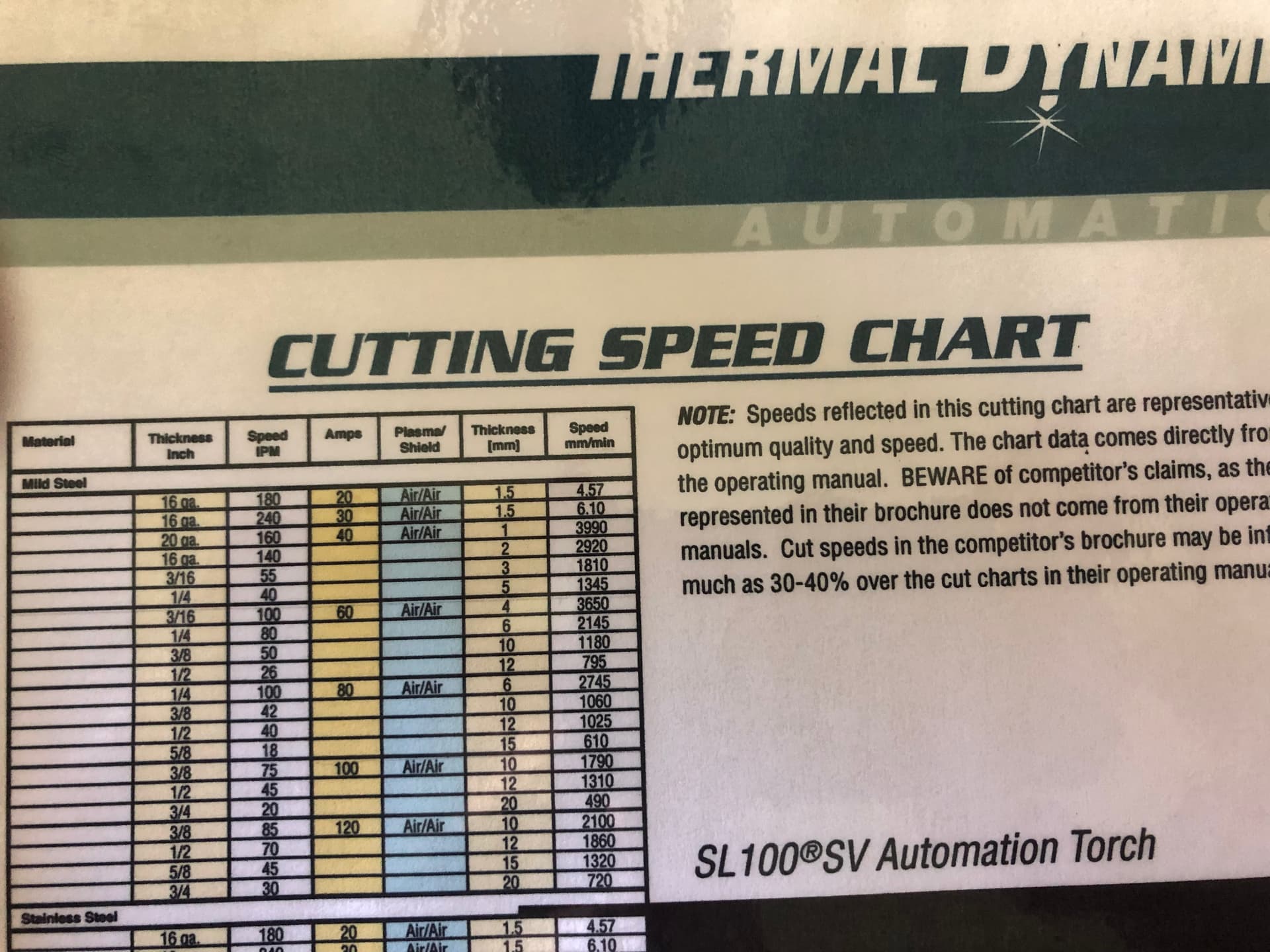
I had to drop 1/4" plate cut to 24ipm to get it to cut clean at 60amp with 60amp consumables genuine Thermal dynamics. I think I could get it up a little higher however my charts says 40ipm-80ipm. I will try to attach pics of the charts. One is direct from manual one is for the sl100v mech torch.
I only recently got my air system up to what it is and still have an after cool to set up between pump and tank.
1/4" a36 mild steel I recently cut was 60 amp (verified with clamp on meter on torch lead), .06 cut height, 0.19 pierce height, 1.3sec pierce delay. I know this is long but is due to it being a single pierce and cut and the cut master82 requires this as a purge on the first fire otherwise all other pierces would be set at .5
Why would you set your cut height to .06? Your cut height in the chart is the same as the pierce height. 0.19
Where is your work clamp during the cut ( no in colloquially as the ground clamp )
What is the current condition of your consumables? If you are unsure post a picture. What kind of deflector or shield are you using on the front of your consumables?
What’s your pressure at the inlet of the plasma machine?
All the other pierces at .5 would be too short as well for quarter inch material maybe .9 or 1
thank you for your quick response and help again lol.
low cut height do to early trouble is had when the torch would just gouge and not cut. Now that you questioned me on this I also realized that was before I fixed all my air quality issues. dirty wet and lack of air at that point in time. also was suggested from another source that it was too high. I will definitely do some line tests to see here shortly after I get table cleaned out.
I am using the first set you have highlighted but I do have the second style as well. Yes I have the 9-8210 tip in as that is the 60 amp tip.
I should be cleaned and back up in an hour or so then I will try to do line cuts at lower end of charts with there correct height and report if im seeing improvement.
also I always clamp ground to the work. Im a pressure welder by trade and definitelty understand the importance of a clean ground.
Got table cleaned up and did some straight line cuts.
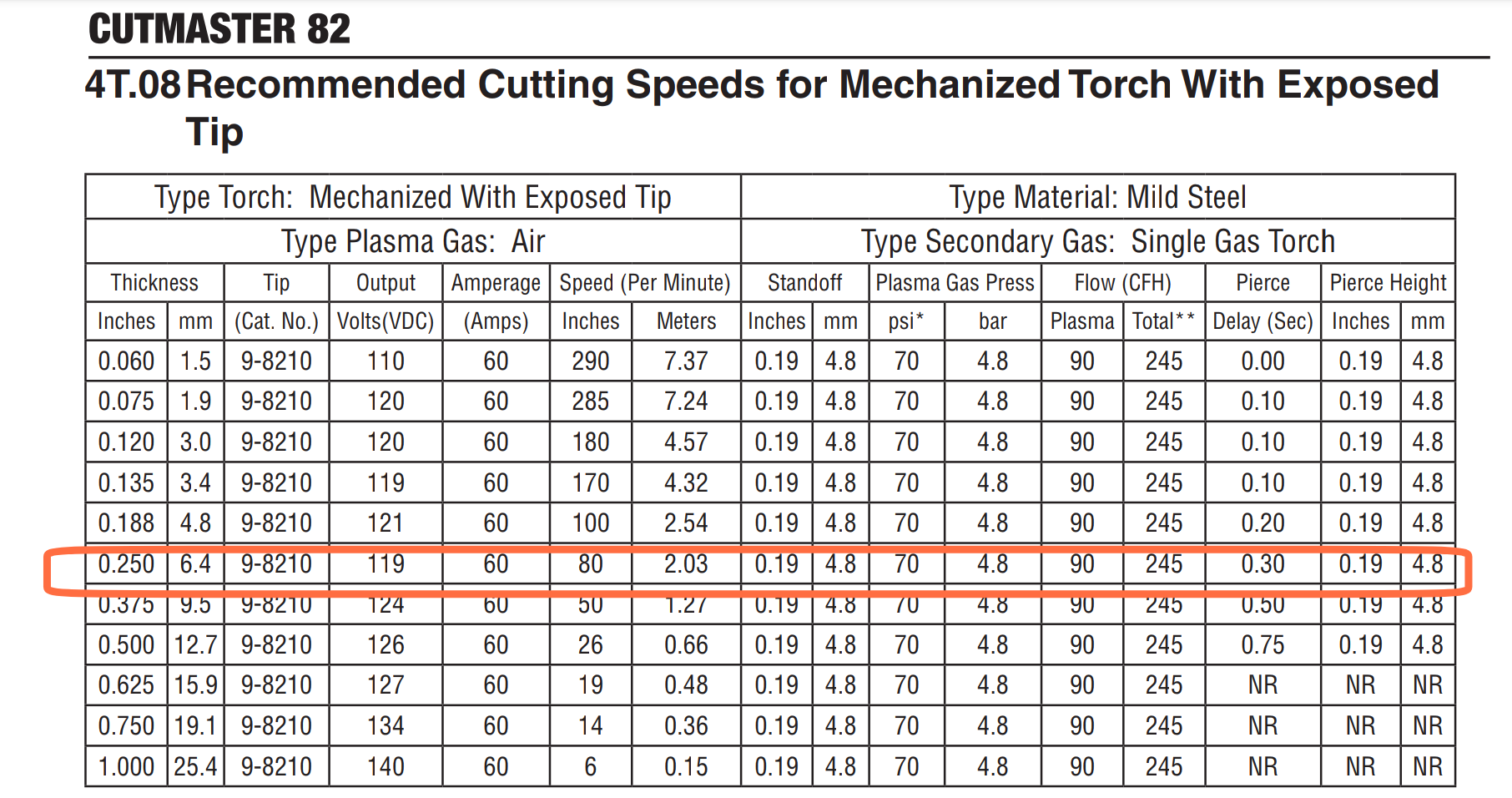
.25" 80 ipm 119v .3 delay .19 pierce and cut height as chart says. no go! just a nasty gouge. slow to 60 ipm did fine
.5 26ipm 126v .75 delay .19 pierce and cut height also no go
lower to 25ipm and had a mix of pierce and then just gouge 1.5" into 3" line cut.
lowered to 24ipm and had success. At this point I tried cutting a part. had bad bevel. This was all with the consumables form pics above. installed new electrode and tip and had good results but still more bevel then I would like.
I have done both with no noticeable difference yet. might be my untrained eye though. I ran into the ground clamp the cut before these ones so I cheated to the slats. these are actually scrap from the big plasma table at work. they get out in the recycle bin so I grabbed them to do test cuts on. plate steel aint cheap to be testing.
Duhicky
Cutmaster 82 is a great machine but can be tricky to get to work well on the CFP.
For 1/4" CRS on my CM82 I run 60amps 50ipm .16" standoff .9 sec pierce delay 75psi. For me that results in near perfect edge and almost zero dross to remove. I run the 9-8210 tip for everything.
On my CFP/CM82 the THC just doesn’t work reliably on anything thicker than around 16ga and I get all sorts of faults, crazy bevels and gouging all over the place. I recommend turning if off for now to rule it out as a problem.
With the hand torch I tap the trigger to start the preflow then start the cut program. That way I don’t have to mess with different pierce delay times. Always keep the cm82 set on rapid restart. Talked to a guy the other day who has a CFP/CM82 with machine torch and no automation board, his solution was to wire in a golf cart horn button into the trigger circuit, would press the horn button to start the preflow. Clever low buck workaround.
Thank you for that info. I was really starting to feel silly. I’m still super confused on thermal dynamics huge cut heights. When hypertherm has .08 cut height listed for 65amp 1/4” cuts. I’m wondering if that’s what gave me the bevel on the 1/2” plate cut up above.
It seemed yesterday with the machine torch I didn’t have o set the high first pierce. I might be foggy from a couple shop beers but I’ll verify that today
I’ve been using Thermal Dynamics machines for a long time. Have had gray ones, blue, black and green. All of them have cut much higher than other brands. Just a TD thing I guess.
Today cut a couple parts out of 1/4" CRS using the setup above.
This is straight off the table with no clean up. The steel is pretty dirty on one side. You cut see there’s only a little doss in spots with the edges are clean and square. The edges in the corners get a little wonky but that is from me being lazy and not tweaking the feed optimization during setup. These consumables had 213 pierces on them when beginning.