Those of you who have them, good machines? I’m looking to spend around 1500 and was looking at the 60s or 80s.
People seem to like them online, and that 5 year warranty is very attractive.
I did find a used hypertherm locally, a powermax 65, about a year old, but no warranty and the increased price scares the hell out of me, after I had a razorweld quit on me that I bought on Craigslist
I don’t think you could really compare the quality of a Hypertherm to a RW, proof of that is just in these forums. If the people you are buying it from are being honest and it is only around a year old and hasn’t been abused, like left outside without cover, it’s going to work perfectly fine. Personally I don’t really like buying used items from people I don’t personally know because some people are idiots with their tools and equipment. I have never used a Everlast plasma cutter before, but I have used many different Hypertherm cutters so I might be a bit biased. A Hypertherm 65 is a very good machine and I’m sure you would be impressed with using but if your concerned at all with it’s condition then buy a new machine.
In your situation I would compare the everlast and hypertherm cutters as if you were buying a car. The everlast would be a brand new Honda Civic and a Hypertherm would be a used slightly used Cadillac. Essentially they both accomplish the thing, cutting metal, but one does it in style. That being said, I have had an everlast 50s for a few years now and has been a great addition to the shop. It has done everything I’ve wanted it to do and has done it well. But my next plasma will most likely be a hypertherm, especially for mechanized cutting. Hypertherm has put in the r and d into their products and it shows.
A few years back my wife and I put an offer on a house that had a good size shop in the backyard. Inside the shop was a 4x4 weld table with 3/4 top plate and a Hypertherm Powermax 1000. So i did what any car guy would do in the situation and I included those items in our offer on the house.
Well, we didn’t get the house, but he did call me up a week later and asked if I was still interested in the weld table. I said yes and he asked me to make him an offer so I told him $900. He said are you sure- this table probably would only cost 750 to build from scratch. And I said yeah I am sure, but i forgot to tell you that my offer also includes that Hypertherm. He hemmed and hawed but at the end of the day I got both for $900. I was pretty happy. Nothing runs like a Hypertherm.
I have the everlast 50s and love it. But if you want top of the line, hypertherm is the way to go. Big advantage to is hypertherm provides cut charts, so it takes A lot of the trial and error out for you
This could get lengthy but it goes something like this.
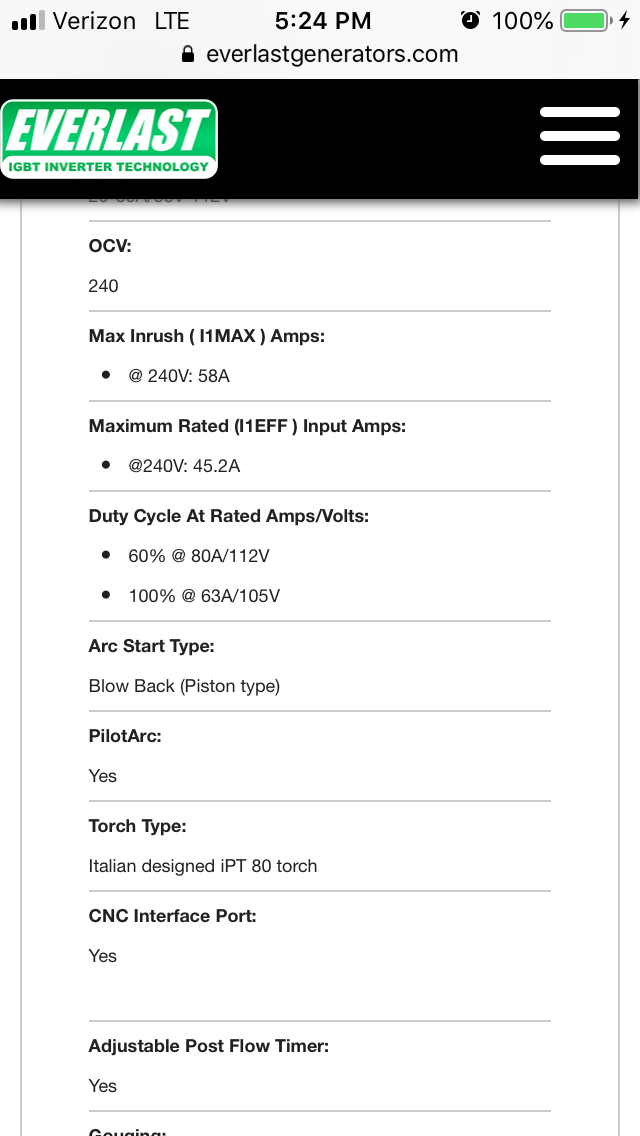
The inrush current is what happens when you first turn a device on (motor, plasma, lights, etc) and it draws the most amperage. In motors it would be to get things moving, plasma cutters would be to charge capacitors and other electronics. As things get up to speed or become charged the current will reduce to under/at maximum rated input amps. This process happens really fast. In most cases, less then a second. If your circuit doesnt have a time delay the inrush will trip the breaker.
Most breakers and fuses have a “time delay”. This is the time/amperage the breaker/fuse will allow the current to go above the rated amps. Different style breakers/fuses have different ratings.
Deciding what breaker/fuse to use takes a bit of research and know how. This is where a master electrician earns what he charges.
So let’s say your plasma has the specs listed above. As soon as you turn the machine on it would draw 58 amps for a split second. Then it might drop to 5 amps while idle. Cutting at max machine amps is where you would see the 45.2 amps.
You can run an 80 amp circuit but the everything would need to be rated for 80 amps. Breaker in the panel. Wire to the plug. The plug in the wall. The plug on the machine cord. And the machine cord. Unless things need to be debrated based on temperature. But that’s another topic.
The breaker in the panel protects the wire and plug. The breaker in the machine protects the machine.
Same thing goes for a 50 amp circuit.
It will be cheaper running a 50 amp circuit because of the wire cost and material availability.
The 60s and 80s most likely would come with a 6-50P plug, if it does come with a plug. This is a 50 amp plug.
To sum things up. Call an electrician and talk to them about what you want to do. In all likelihood a 50 amp circuit should be good enough.
A 50amp circuit is what I have right now, when I wired it in, I put in 6/2 romex to the outlet, which is rated for 55amps (I have seen conflicting info saying 60 amps) it wouldn’t be hard to run some 4 gauge stranded wire over to the other side of the shop from my panel, but if my 50 amp circuit can handle it, I’d rather not do the extra work.
I had just never heard of inrush amps before, and my panel is a siemens with the like breakers if that helps. I do have a electrician buddy who I’m pretty close with, and he doesn’t seem to concerned about slapping a 60 amp breaker on the panel in its stead and calling it good. Even though it has a 6-50 receptacle and plug
Amp rating of a conductor is based on size, material, jacket and temperature among a few other things. Non-Metallic aka romex is rated for 90C but the NEC has it listed as 60C. 6 gauge romex at 60C is only rated for 55 amps max. I’m thinking they do this because 60C is about minimum requirements and it would cover all other electrical components.
Breaker name brand kinda helps but the model number of the breaker would be best. I would have your buddy look up the info.
Perhaps I should start a new topic, but I’ll see if I can get any response here.
Debating on my next plasma purchase. I currently have the hyp xp 30 (went way too conservative). I cut mostly 1/8 and 3/16 and some 1/4. I cut production style, not hobby. I drastically need a bigger cutter. I just ordered another table I’m converting to 2x4 and will use that for all my thicker metal. Current table I’ll keep the 30 on.
I’m lookin at Everlast which has a sale right now. 50amp is $800 and 60 am is $989. These don’t have the cnc torch, which I kinda wanted to go that route. so a 60 with machine torch would be around 1400.
Or Hyp xp 45 am with cnc torch I can get for $2,180 shipped.
Im torn as I don’t want to tap into the machine itself like I did on my hyp 30 as I do feel like they’ll try and void the warranty if anything happens. I don’t need an end all be all machine right now. Just something to get my cut speeds down and last a year or two and I’d be happy. I really love the fact that hyp is usa made and have a great reputation, that is why I spent almost $1400 on my xp30.
Only questions I have on the everlast are… do they offer fine tip and coarse tip? I’v also read they like more pierce delay. Should I splurge for their cnc model or just keep it basic and get the manual torch?
I have the 60S, and even with the manual torch, it has a CNC port on the back. It also comes with the bare CNC plug for connecting it to a CNC controller. On the Crossfire, you only need to solder the leads to pins 1 and 2 on the plug, no cutting or splicing into anything.
On the tips, they sell different sizes. My machine came with 1.1mm tips, and I ordered their 75pc consumable kit for the 60S. The consumable kit came with 1.2mm tips. So from my understanding, you can run a smaller tip, but you will want to turn the amps down to match the tip size.
I’ve only had my machine for a week now, and I have not had a lot of time to design and cut parts yet. Still working on my first 11 gauge sheet. But so far I am happy with it.
thanks for the reply. I’ll def have to look into this more. just haven’t had a ton of extra time. that is why I figured I’d just throw it out on here. I haven’t anything bad about everlast or hyp. I do like the fact that you are saying the 60s had the cnc port. So I’d have to get the plug?
No, they send a plug to wire for the cnc controller.
Also there’s a guy on here named George, super knowledgeable about plasma cutters and welders. He offers a primeweld cut 60 with a cnc connector in the back as well and I think he may offer it with a hand and machine torch.
I’ve been using the razorweld 30i without any issues just more underpowered then I thought it would be, I just ordered a everlast 60s. Won’t be here until mid April. I do agree the hypertherm is definitely the diamond, I guess it just depends on finances and how much you are going to use it. Kinda like would I be a carpenter using ryobi tools or dewalt etc.
I have both everlast and hypertherm the everlast I didn’t want to tie up simply because its a multi process machine tig, stick and plasma. But it does cut thicker material than my hypertherm 45. But love them both!