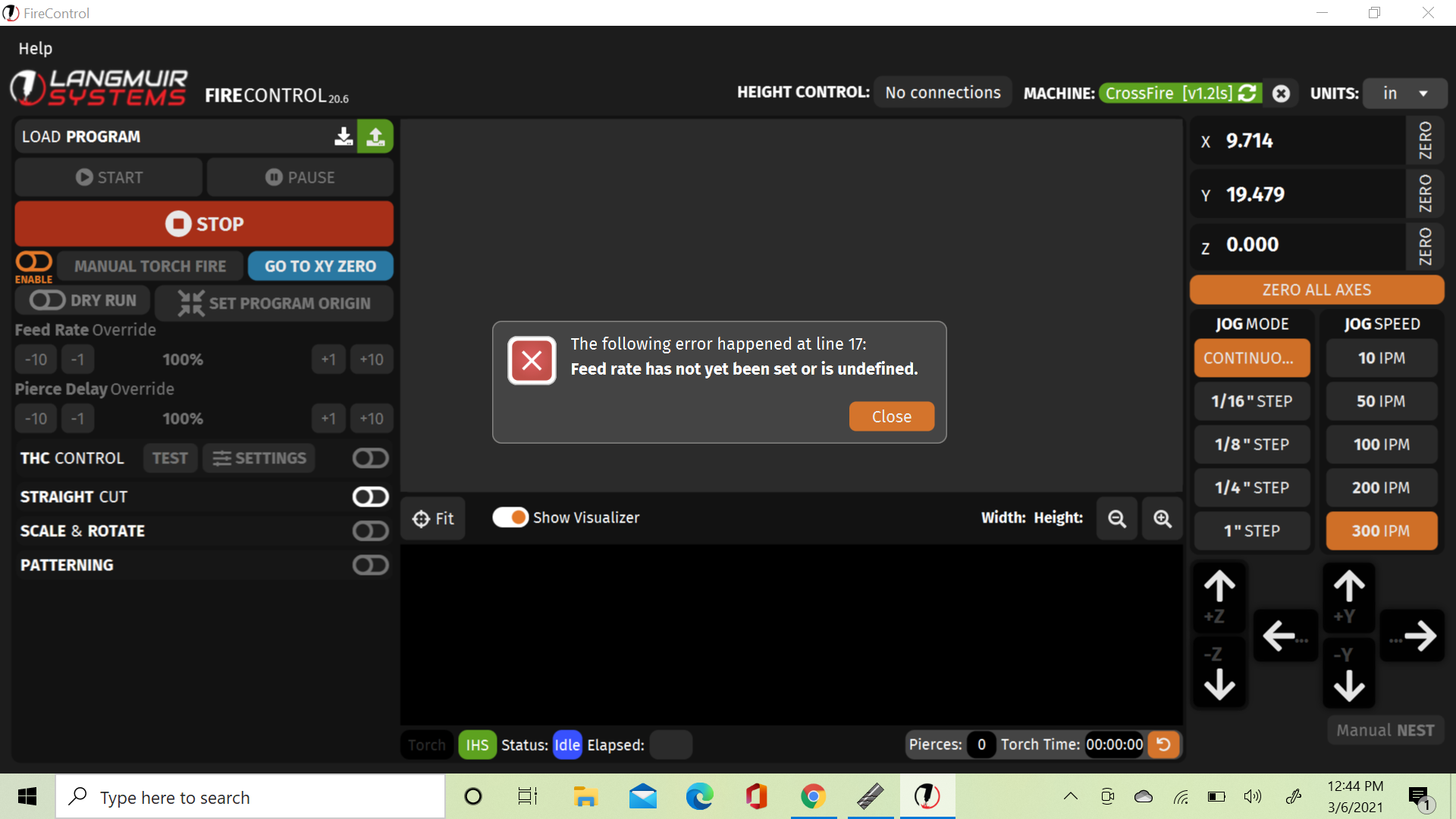
Has anyone ran into this problem? I tried figuring this out thinking i made a bad DXF but i made a simple box and still same report? is this a sheet cam issue or is it something else entirely?
Is this your first attempt at cutting?
Did you 8mport and install the post processor into sheetcam from Langmuir?
Did you create a tool for plasma cutting in sheetcam with tool speed?
yea this is my first time cutting(or at least trying to),i downloaded the 1.6v on the website. i made a plasma tool on sheet cam and made sure that the post processor was the 1.6v, here is my gcode list
(v1.6-sc)
G90 G94
G17
G20 (Units: Inches)
H0
G0 X0.3586 Y6.0639
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.243 (Pierce Height)
M3
G4 P0.5
G1 Z0.184 F0.0 (Cut Height)
H1
G1 F3.937
G3 X0.3586 Y6.1544 I-0.0453 J0.0453
G2 X0.3 Y6.2959 I0.1414 J0.1414
G1 Y6.625
G2 X0.3586 Y6.7664 I0.2 J0.0
G2 X0.5 Y6.825 I0.1414 J-0.1414
G1 X1.5353
G2 X1.6767 Y6.7664 I0.0 J-0.2
G2 X1.7353 Y6.625 I-0.1414 J-0.1414
G1 Y6.2959
G2 X1.5353 Y6.0959 I-0.2 J0.0
G1 X1.5
G1 Y6.1709
G3 X1.45 Y6.2209 I-0.05 J-0.0
G1 X0.55
G3 X0.5 Y6.1709 I0.0 J-0.05
G1 Y6.0959
G2 X0.3586 Y6.1544 I-0.0 J0.2
G3 X0.2681 Y6.1544 I-0.0453 J-0.0453
H0
M5
G4 P10
G0 Z1.0
G0 X0.7625 Y0.6218
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.243 (Pierce Height)
M3
G4 P0.5
G1 Z0.184 F0.0 (Cut Height)
H1
G3 X0.853 Y0.6218 I0.0453 J0.0453 F3.937
G2 X0.9945 Y0.6803 I0.1414 J-0.1414
G2 X1.1945 Y0.4803 I0.0 J-0.2
G2 X0.9945 Y0.2803 I-0.2 J0.0
G2 X0.7945 Y0.4803 I0.0 J0.2
G2 X0.853 Y0.6218 I0.2 J0.0
G3 X0.853 Y0.7123 I-0.0453 J0.0453
H0
M5
G4 P10
G0 Z1.0
G0 X1.6077 Y0.0727
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.243 (Pierce Height)
M3
G4 P0.5
G1 Z0.184 F0.0 (Cut Height)
H1
G1 F3.937
G3 X1.6913 Y0.0381 I0.0591 J0.0245
G3 X1.8536 Y0.1464 I-0.1913 J0.4619
G3 X2.0 Y0.5 I-0.3536 J0.3536
G1 Y6.5
G3 X1.8536 Y6.8536 I-0.5 J0.0
G3 X1.5 Y7.0 I-0.3536 J-0.3536
G1 X0.5
G3 X0.1464 Y6.8536 I-0.0 J-0.5
G3 X0.0 Y6.5 I0.3536 J-0.3536
G1 Y0.5
G3 X0.5 Y0.0 I0.5 J0.0
G1 X1.5
G3 X1.6913 Y0.0381 I0.0 J0.5
G3 X1.726 Y0.1217 I-0.0245 J0.0591
H0
M5
G4 P10
G0 Z1.0
M5 M30
(PS3.937)
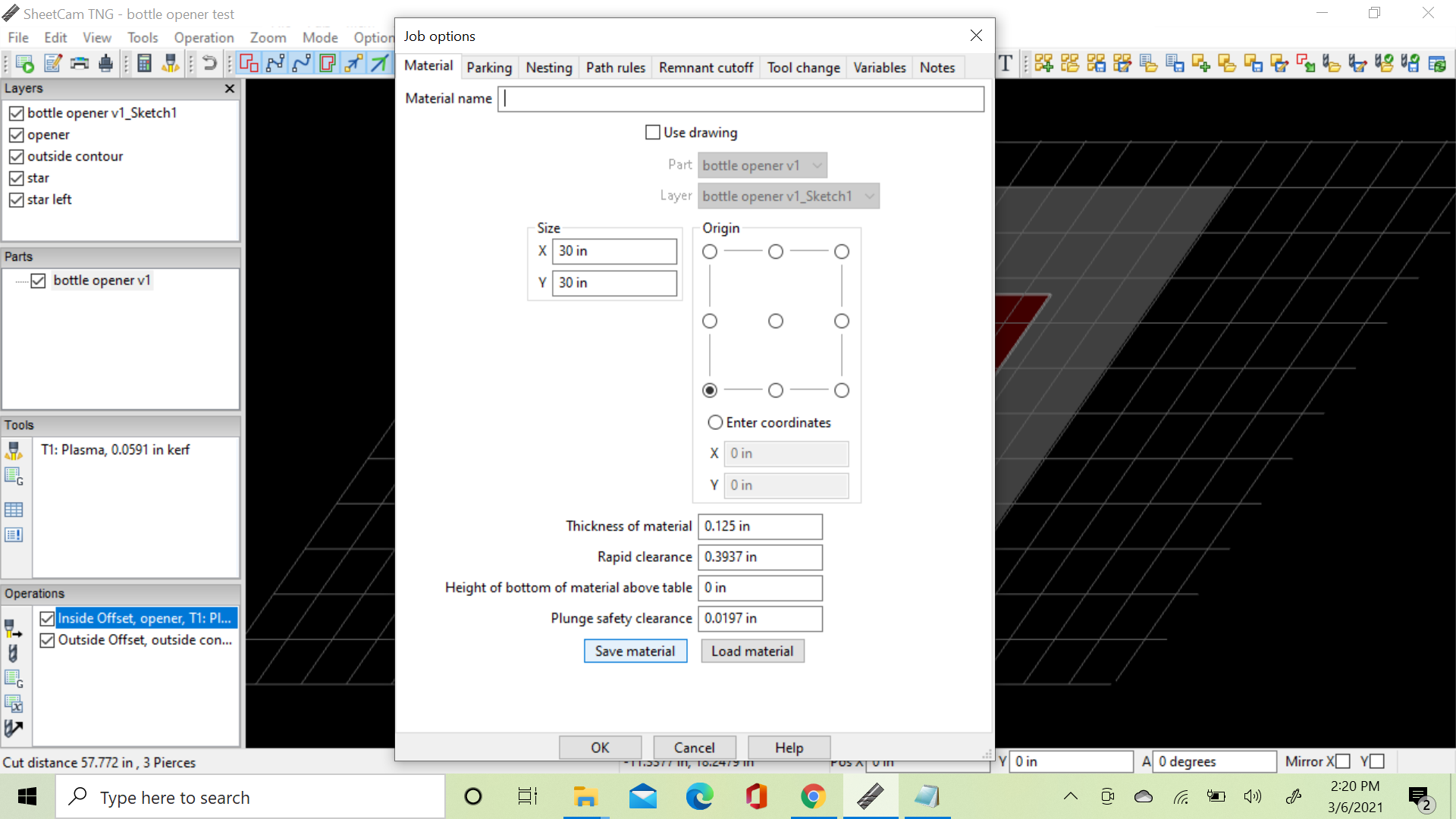
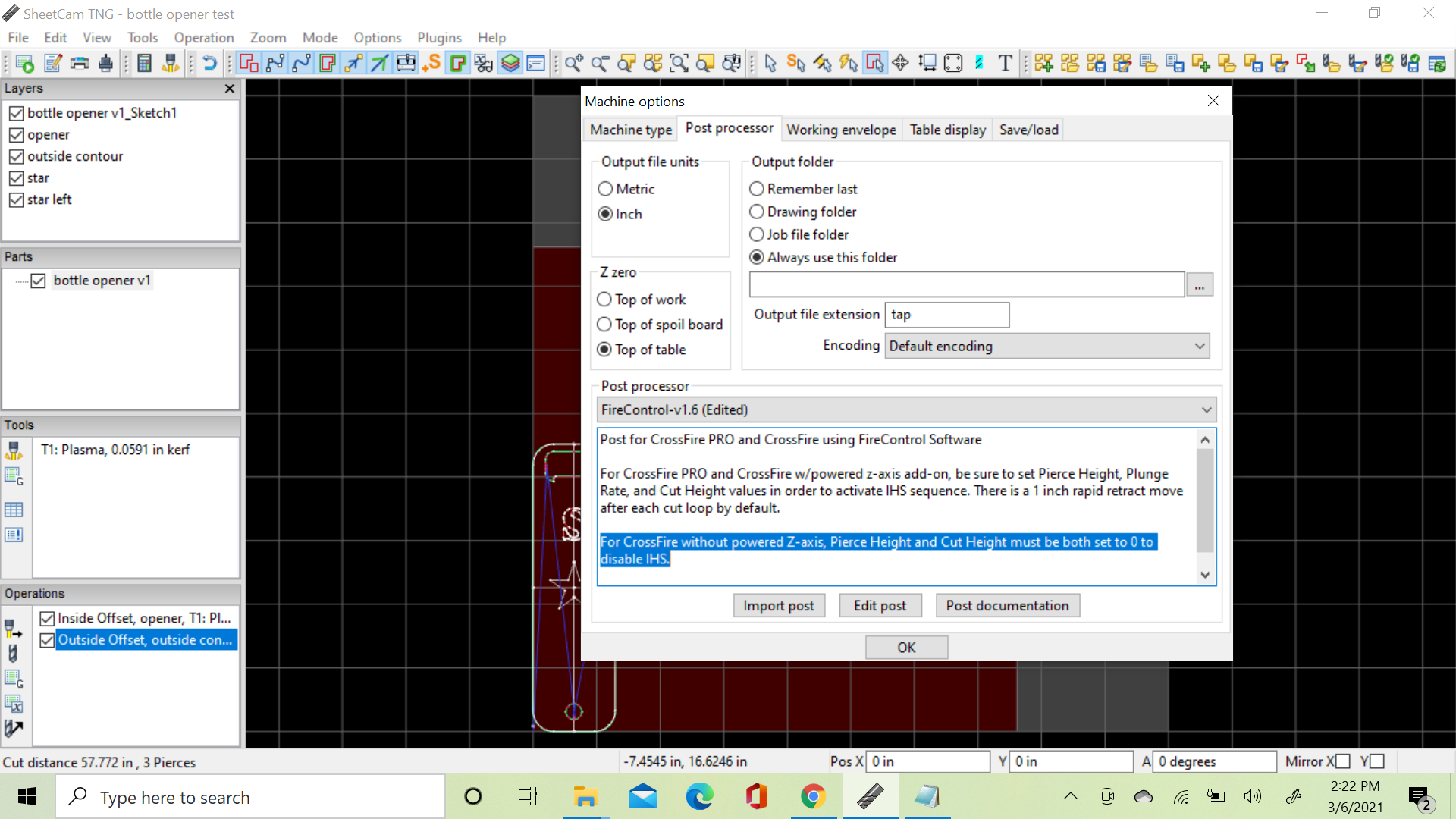
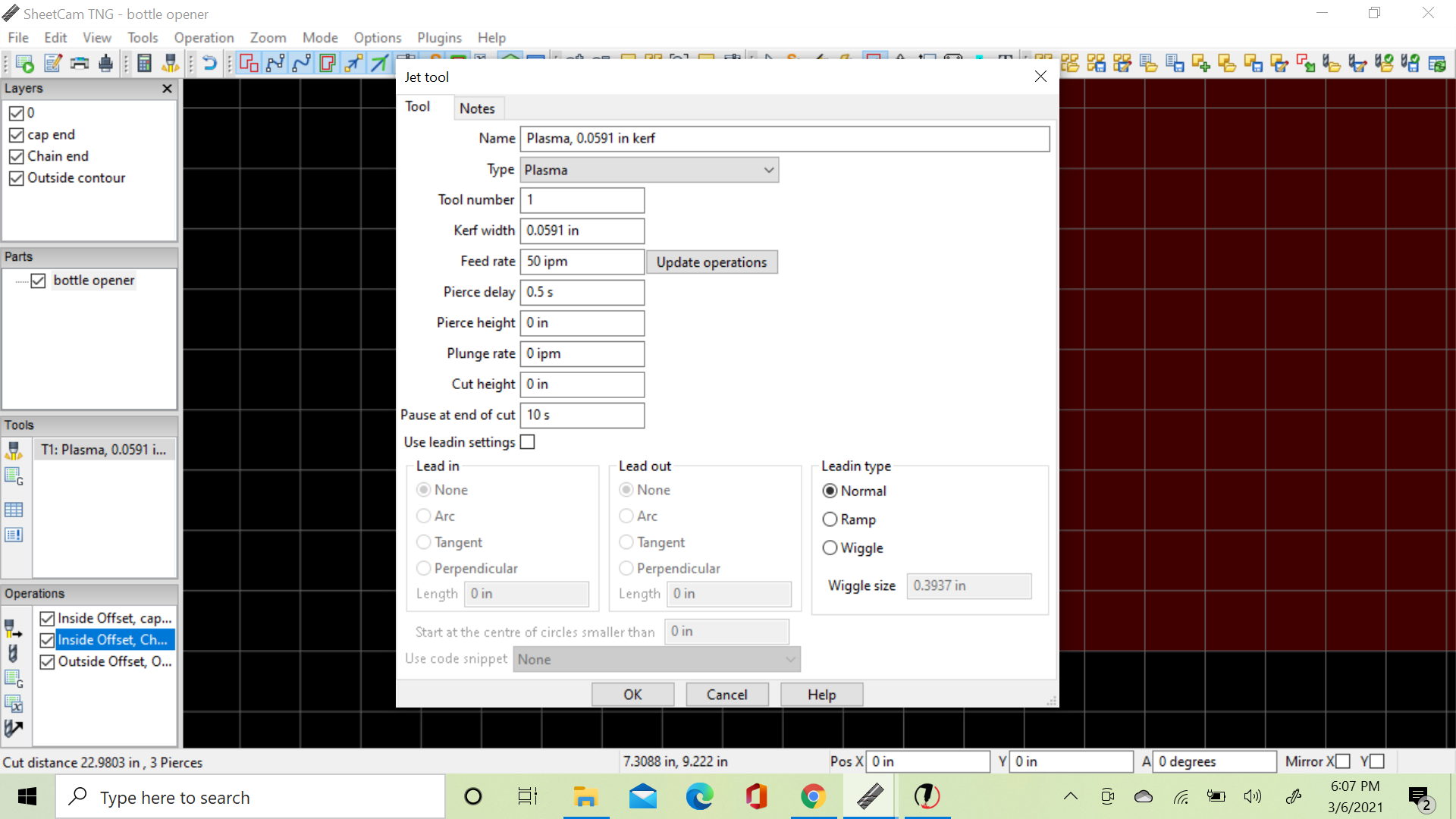
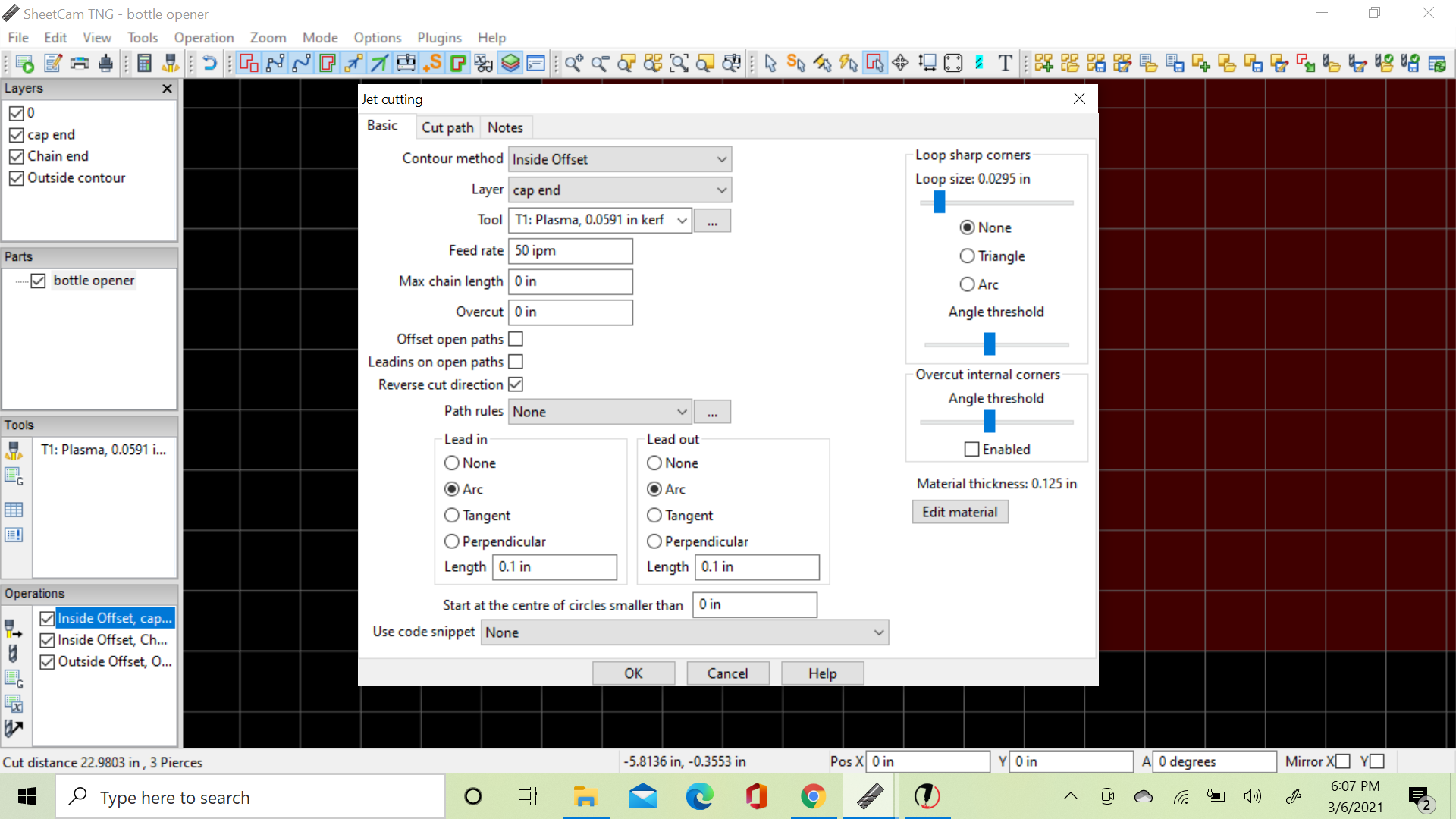
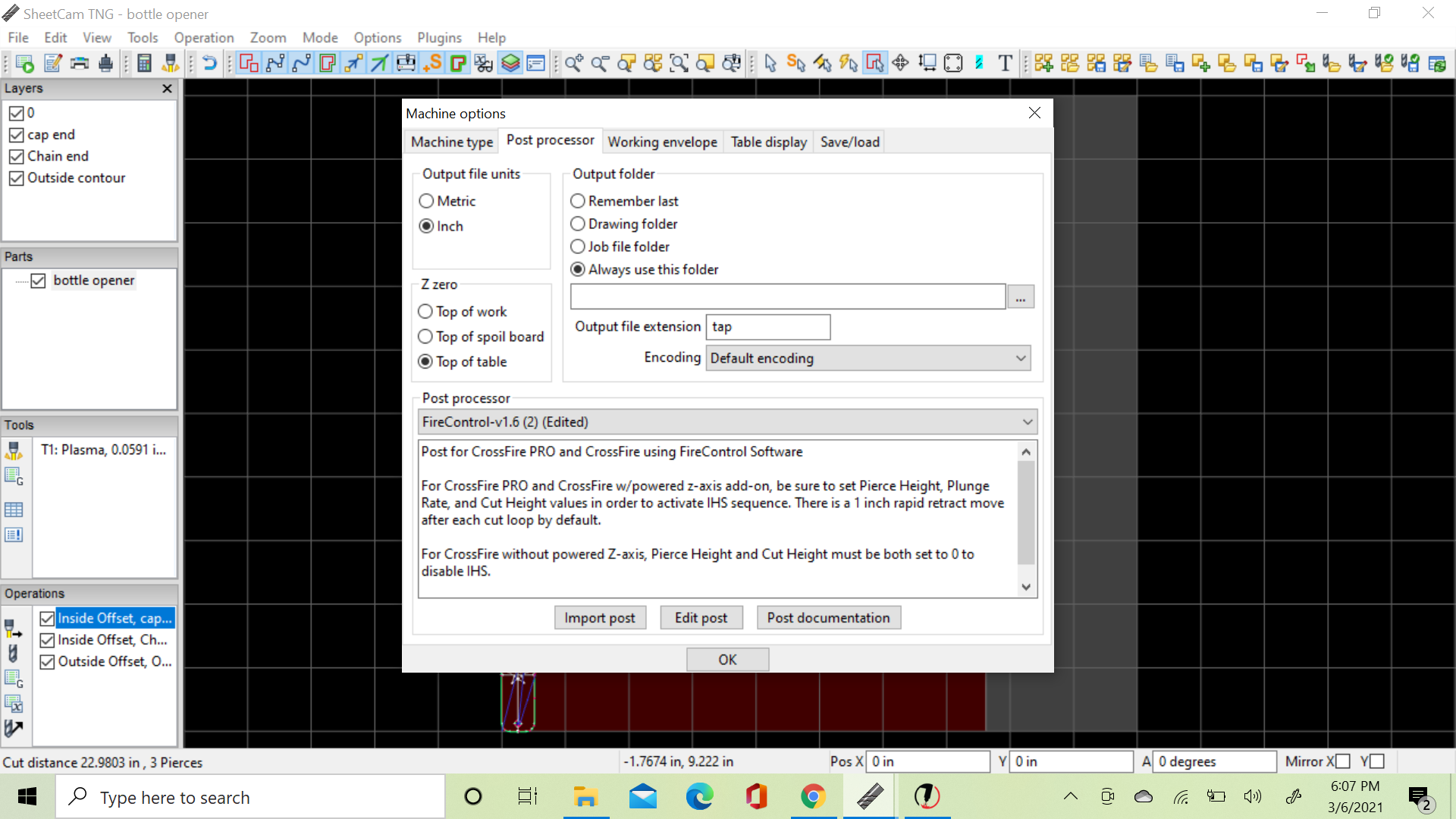
This is your culprit and probably means that you haven’t set up the tools properly in SheetCam. Take a screen capture of the Tool setting, the operation setting, and the job options screens.
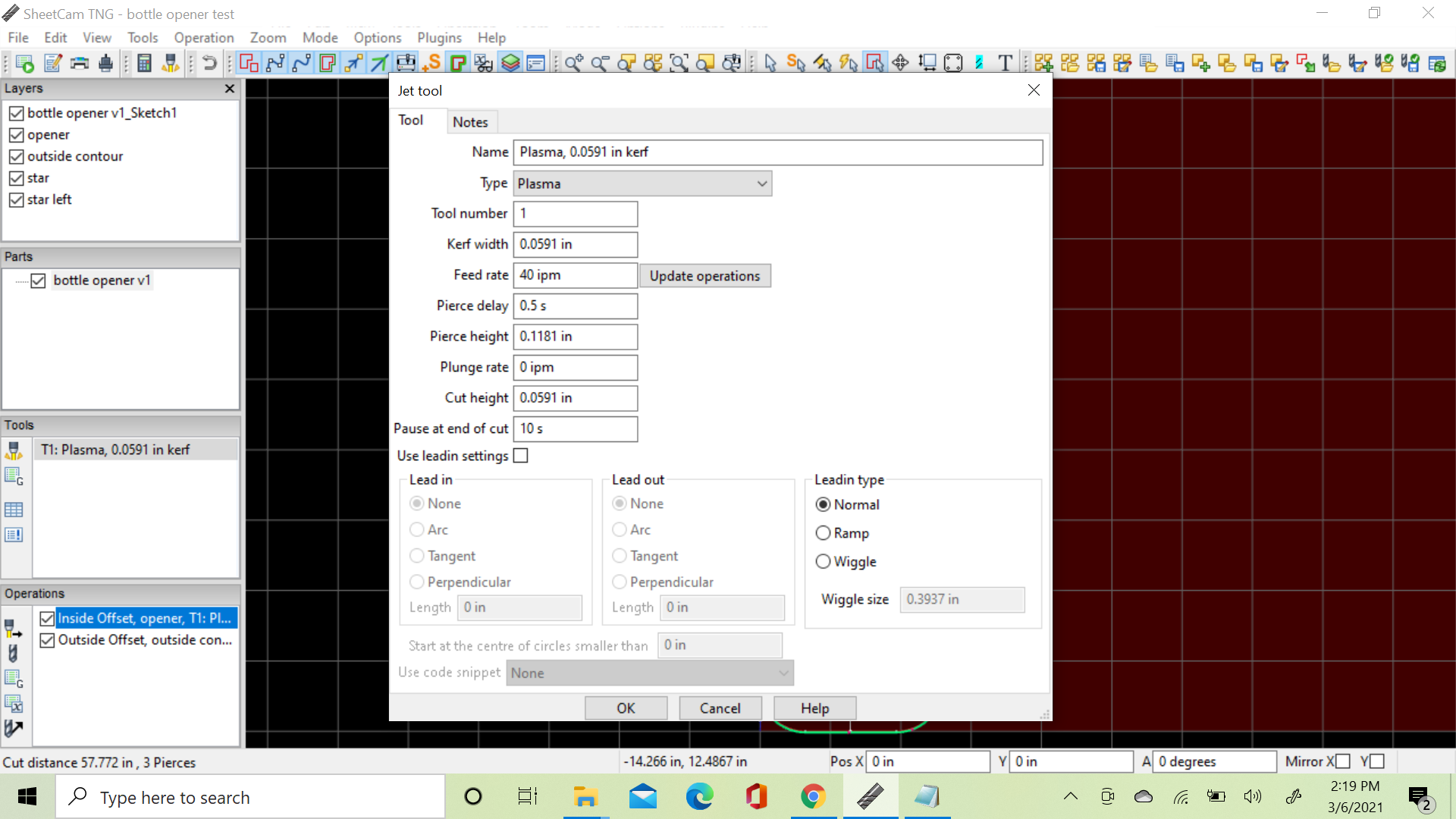
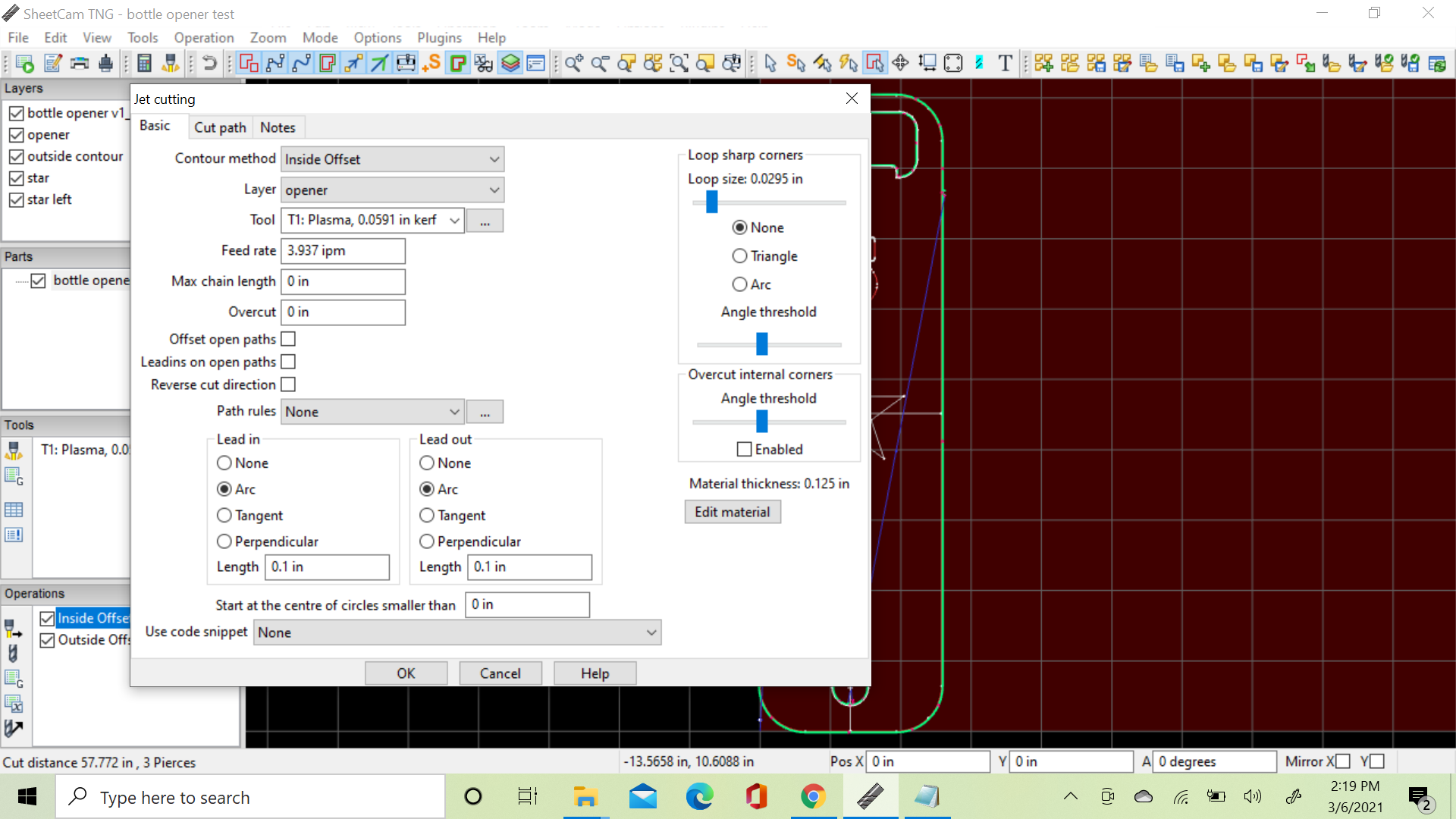
Well your code is trying to use IHS and THC so some setting is wrong. Also, your cut speed in your first operation is 3.937 IPM even though your tools says to use 40IPM.
But the note says to set Pierce Height, AND Cut Height, AND Plunge rate to 0 to disable the IHS. You have these as non-zero values. Maybe that’s your problem. Also, you should check the box that says Reverse Cut direction for plasma cutting.
2 Likes
I’ve had my feed rate end up like that before when I tabbed through the fields without noticing. Check that all your units are set to inches throughout sheetcam.
so i made a new tool and that seemed to work, but now when i run the part i have a IHS fail, any reason why?
Probably should include @langmuirsystems in that question.
Did you set pierce, cut, and plunge to 0?
yes but it seems when i put plunge to 0 it will give me the error line 17, and if I give it a value when i run the program it will giv me the IHS failure. positive note i can run the program on a dry run… @langmuirsystems have anything on this?
You NEED to set the other values to zero as well, otherwise the Plunge value is used and will create an error.
Here is what im doing as of right now to clarify
(v1.6-sc)
G90 G94
G17
G20 (Units: Inches)
H0
G0 X1.6418 Y6.4373
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.125 (Pierce Height)
M3
G4 P0.5
G1 Z0.125 F0.0 (Cut Height)
H1
G3 X1.7058 Y6.5013 I0.0 J0.064 F50.0
G1 Y6.625
G3 X1.6558 Y6.7455 I-0.1705 J0.0
G3 X1.5353 Y6.7954 I-0.1205 J-0.1205
G1 X0.5
G3 X0.3795 Y6.7455 I-0.0 J-0.1705
G3 X0.3296 Y6.625 I0.1205 J-0.1205
G1 Y6.2959
G3 X0.4705 Y6.128 I0.1704 J0.0
G1 Y6.1709
G2 X0.55 Y6.2504 I0.0796 J-0.0
G1 X1.45
G2 X1.5296 Y6.1709 I-0.0 J-0.0796
G1 Y6.1254
G1 X1.5353
G3 X1.7058 Y6.2959 I0.0 J0.1704
G1 Y6.5013
G3 X1.6418 Y6.5653 I-0.064 J0.0
H0
M5
G4 P10
G0 Z1.0
G0 X1.0245 Y0.3598
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.125 (Pierce Height)
M3
G4 P0.5
G1 Z0.125 F0.0 (Cut Height)
H1
G3 X1.115 Y0.3598 I0.0453 J0.0453 F50.0
G3 X1.1649 Y0.4803 I-0.1205 J0.1205
G3 X0.9945 Y0.6508 I-0.1705 J0.0
G3 X0.824 Y0.4803 I0.0 J-0.1705
G3 X0.9945 Y0.3099 I0.1705 J0.0
G3 X1.115 Y0.3598 I0.0 J0.1705
G3 X1.115 Y0.4503 I-0.0453 J0.0453
H0
M5
G4 P10
G0 Z1.0
G0 X2.0935 Y3.564
G92 Z0.
G38.2 Z-5.0 F100.0
G38.4 Z0.5 F20.0
G92 Z0.0
G0 Z0.02 (IHS Backlash)
G92 Z0.0
G0 Z0.125 (Pierce Height)
M3
G4 P0.5
G1 Z0.125 F0.0 (Cut Height)
H1
G3 X2.0295 Y3.5 I0.0 J-0.064 F50.0
G1 Y0.5
G2 X1.8744 Y0.1256 I-0.5295 J0.0
G2 X1.5 Y-0.0295 I-0.3744 J0.3744
G1 X0.5
G2 X-0.0295 Y0.5 I0.0 J0.5295
G1 Y6.5
G2 X0.1256 Y6.8744 I0.5296 J0.0
G2 X0.5 Y7.0295 I0.3744 J-0.3744
G1 X1.5
G2 X1.8744 Y6.8744 I0.0 J-0.5295
G2 X2.0295 Y6.5 I-0.3744 J-0.3744
G1 Y3.5
G3 X2.0935 Y3.436 I0.064 J0.0
H0
M5
G4 P10
G0 Z1.0
M5 M30
(PS50)
Ok, on the tool update, did you click on the button that says “Update Operations”?
Probably not since the output still had pierce height, etc.
So, go back and edit EACH of your operations, which have the old tool settings, and edit the cut height and pierce height to 0. Or, better yet, dump this whole job and start it from scratch FIRST making sure your tool settings are correct.
So i restarted from scratch, same thing. Could it be my post processor? i downloaded the one without THC and IHS but i at a loss here
Dunno. You’re going to have to wait until someone from either LS or has the same setup as you can answer. One thing you can do is zip up your .job file and post it. Then someone with the same setup can see everything about your settings.
@langmuirsystems any help on this?
Can you do a test with just one operation with the pierce and cut height set to 0? Also be sure the post you are using isn’t showing ‘edited’- use v1.6 as downloaded.
What version of SheetCAM are you running?